Как выбрать клапаны для двигателя
Статья обновлена: 28.02.2026
От исправности и грамотного подбора клапанов напрямую зависит эффективность работы двигателя. Эти критически важные компоненты отвечают за своевременную подачу топливно-воздушной смеси в цилиндры и оперативный вывод отработанных газов.
Неправильный выбор клапанов – их размеров, материала, конструкции или типа – может привести к снижению мощности, перегреву, повышенному расходу топлива и масла, детонации или даже серьезным механическим повреждениям.
Понимание ключевых параметров при выборе новых клапанов – диаметр тарелки, длина стержня, угол фаски, материал изготовления, тип пружинного механизма и термообработка – является обязательным условием для обеспечения надежности, долговечности и максимальной отдачи двигателя.
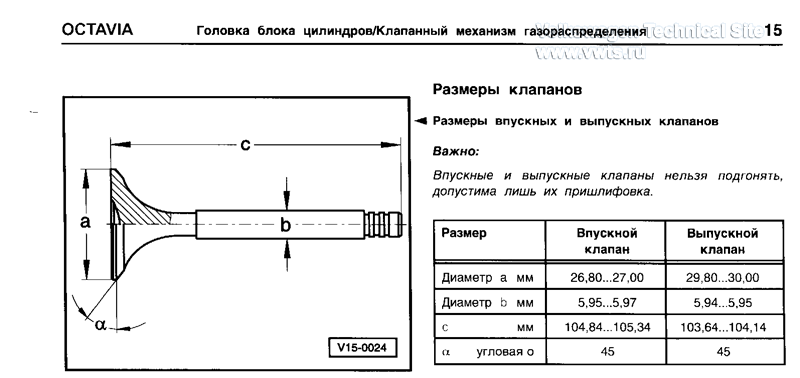
Основные отличия впускных и выпускных клапанов
Впускные клапаны предназначены для подачи топливно-воздушной смеси или воздуха в цилиндр двигателя, что требует оптимизации пропускной способности и сопротивления потоку. Выпускные клапаны отвечают за отвод раскалённых отработавших газов под высоким давлением, что предъявляет жёсткие требования к их термостойкости и устойчивости к коррозионным средам.
Ключевые различия обусловлены эксплуатационными условиями: впускные клапаны охлаждаются поступающей смесью (+300...+500°C), тогда как выпускные постоянно контактируют с продуктами горения (+700...+900°C). Это определяет разницу в материалах, геометрии и конструктивных решениях для каждого типа.
| Характеристика | Впускной клапан | Выпускной клапан |
|---|---|---|
| Диаметр тарелки | На 15-30% больше для улучшения наполнения цилиндра | Меньший диаметр для повышения прочности при высоких температурах |
| Материал | Легированные стали (40ХН, 35ХМ) | Жаропрочные сплавы (ЭИ107, X45CrSi93) с добавлением никеля/хрома |
| Термообработка | Упрочнение поверхностного слоя | Сквозная закалка по всей длине стержня |
| Конструкция | Преимущественно цельные | Часто полые с натриевым наполнением* для теплоотвода |
| Фаска седла | 45° для баланса потока и герметичности | 30° или 45° с усиленной притиркой для защиты от прогорания |
* Натрий внутри стержня плавится при работе, перенося тепло от тарелки к штоку.
Критерии выбора: производительность или надежность
При выборе клапанов ключевой компромисс возникает между стремлением к максимальной мощности двигателя и обеспечением долговечности конструкции. Производительные решения часто требуют жертвовать ресурсом деталей, тогда как надежные варианты ограничивают пиковые характеристики.
Материалы и геометрия клапанов напрямую влияют на этот баланс: облегченные компоненты улучшают отклик на высоких оборотах, но снижают термостойкость. Инженерные решения должны соответствовать целевым режимам эксплуатации двигателя – от гоночных треков до повседневной езды.
Факторы выбора
- Материал клапана:
- Титановые сплавы: до 40% легче стали, выдерживают 800-900°C – идеальны для форсированных моторов, но дороги и чувствительны к ударам
- Жаропрочная сталь (21-4N, EV8): ресурс до 100 000 км, термостойкость до 750°C – компромисс для стрит-тюнинга
- Биметаллические клапаны: стальной стержень + алюминиевая головка – снижение инерции при сохранении надежности
- Конструктивные особенности:
- Полые натриевые стержни: улучшенный теплоотвод, но риск заклинивания при перегреве
- Усиленные седла клапанов: обязательны при использовании облегченных материалов
- Оптимальный угол фаски: 30° для производительности, 45° для увеличения ресурса
| Критерий | Производительность | Надежность |
|---|---|---|
| Масса клапана | Минимизация (титан) | Стандартная (сталь) |
| Термообработка | Поверхностное азотирование | Сквозная закалка |
| Скорость износа | Высокая (0.1 мм/100 ч) | Низкая (0.02 мм/100 ч) |
| Предельные обороты | +15-20% | Стандартные |
Для гоночных двигателей оправдано применение титановых клапанов с полыми стержнями – даже при ресурсе 50-80 моточасов. В повседневной эксплуатации предпочтительна жаропрочная сталь с упрочненными седлами: сочетание термостойкости и износостойкости обеспечивает пробег свыше 150 000 км без потери герметичности.
Типы материалов для клапанов и их свойства
Материал клапанов напрямую влияет на их долговечность, теплопроводность и устойчивость к коррозии или износу. Основные требования включают сохранение прочности при экстремальных температурах (до 800–900°C для выпускных клапанов), сопротивление окислению и усталостную выносливость.
Для разных типов двигателей и условий эксплуатации применяются специализированные сплавы. Выбор определяется нагрузками, типом топлива и бюджетом, при этом впускные и выпускные клапаны часто изготавливаются из разных материалов из-за различий в рабочих температурах.
Распространенные материалы и их характеристики
Основные группы сплавов для клапанов:
- Углеродистые стали (40Х, 20ХН4А): Недорогие, подходят для впускных клапанов в атмосферных двигателях. Ограниченная жаростойкость (до 450°C).
- Хромомолибденовые стали (42ХМ, 40Х10С2М): Повышенная прочность и термостойкость (до 750°C). Используются в турбированных бензиновых и дизельных двигателях.
- Аустенитные стали (X45CrNiW18-9, ЭП302): Содержат никель и хром. Сохраняют твердость при 850°C, устойчивы к коррозии. Стандарт для выпускных клапанов в мощных моторах.
- Титановые сплавы (Ti-6Al-4V): Легче стали на 40%, высокая прочность и термостойкость. Требуют защитного покрытия от окисления. Применяются в гоночных ДВС.
- Жаропрочные никелевые сплавы (Inconel 751, Nimonic 80A): Для экстремальных температур (свыше 900°C). Необходимы в турбо-двигателях, спортивных авто. Дорогие, но исключительно долговечные.
Ключевые свойства материалов
| Материал | Макс. рабочая t° | Теплопроводность | Плотность (г/см³) | Основное применение |
|---|---|---|---|---|
| Углеродистая сталь | 450°C | Высокая | 7.8 | Впускные клапаны |
| Хромомолибденовая сталь | 750°C | Средняя | 7.9 | Выпускные клапаны (умеренный форсаж) |
| Аустенитная сталь | 850°C | Низкая | 8.1 | Серийные выпускные клапаны |
| Титан | 600°C | Очень низкая | 4.5 | Спортивные впускные/выпускные клапаны |
| Никелевый сплав (Inconel) | 950°C | Низкая | 8.3 | Турбо-двигатели, дрэг-рейсинг |
Дополнительные обработки: Для улучшения характеристик клапаны подвергают азотированию, нанесению Stellite (кобальт-хромовый сплав) на фаски или алюминированию. Это повышает износостойкость и снижает риск прогара.
Стальные клапаны: преимущества и ограничения
Стальные клапаны остаются наиболее распространённым выбором для серийных двигателей благодаря отработанным технологиям производства и балансу характеристик. Их изготавливают из углеродистых, легированных или жаростойких марок стали, что обеспечивает предсказуемое поведение под нагрузкой при умеренной стоимости.
Эксплуатационные свойства стальных клапанов определяют их применимость в разных типах двигателей, но имеют четкие границы эффективности, особенно в высокофорсированных или специализированных силовых агрегатах.
Преимущества:
- Прочность и износостойкость: Устойчивы к ударным нагрузкам и механическому износу, сохраняют геометрию седла.
- Термостойкость: Жаростойкие марки (напр., 40Х10С2М, ЭИ107) выдерживают температуры до 850–900°C в выпускной системе.
- Доступность: Низкая себестоимость производства и широкая номенклатура готовых решений.
- Ремонтопригодность: Легко шлифуются, допускают восстановление фасок и наплавку.
Ограничения:
- Высокая масса: Плотность стали увеличивает инерционную нагрузку на ГРМ, ограничивая максимальные обороты.
- Теплопроводность: Хуже отводят тепло от тарелки (особенно выпускные), требуя усиленного охлаждения головки блока.
- Коррозионная уязвимость: Склонны к окислению при контакте с агрессивными присадками в топливе или масле.
- Предел термостойкости: При температурах свыше 900°C быстро теряют прочность, деформируются.
Титановые клапаны: когда нужна минимальная масса
Титановые клапаны применяются в двигателях, где критически важна минимизация массы возвратно-поступательных деталей. Их ключевое преимущество – снижение веса на 40–60% по сравнению со стальными аналогами при сохранении необходимой прочности и термостойкости.
Уменьшение массы клапанов сокращает инерционные нагрузки на ГРМ, что позволяет повысить максимальные обороты двигателя без риска "зависания" клапанов. Это особенно критично для форсированных атмосферных моторов и турбированных агрегатов, работающих в высоком диапазоне оборотов.
Области применения и особенности
Спортивные и гоночные двигатели:
- Облегчение клапанов снижает нагрузку на пружины
- Позволяет использовать менее жесткие пружины без риска "зависания"
- Уменьшает потери мощности на привод ГРМ
Турбированные двигатели:
- Снижение температуры клапана за счет улучшенного теплоотвода
- Повышенная стойкость к детонации при высоком наддуве
| Параметр | Стальной клапан | Титановый клапан |
|---|---|---|
| Плотность материала (г/см³) | 7.8–8.0 | 4.5–4.6 |
| Температура плавления (°C) | 1400–1500 | 1668 |
| Срок службы в гоночном моторе (ч) | 10–15 | 50–70 |
Ограничения использования: Высокая стоимость титановых клапанов (в 6–8 раз дороже стальных) делает их нецелесообразными для серийных двигателей. Дополнительно требуется применение специальных седел клапанов из бериллиевой бронзы для предотвращения износа ГБЦ.
Клапаны со стеллитовым напылением: защита от коррозии
Стеллитовое напыление наносится на рабочие поверхности тарелок впускных/выпускных клапанов методом плазменного или лазерного наплавления. Этот сплав на основе кобальта (обычно Stellite 6 или 21) обладает исключительной термостойкостью (до 1100°C) и химической инертностью. Толщина слоя варьируется от 0.8 до 2.5 мм, обеспечивая длительный барьер против агрессивных сред.
Применение особенно критично для выпускных клапанов, постоянно контактирующих с раскалёнными газами сгорания, содержащими соединения серы, свинца и углерода. Стеллит нейтрализует два ключевых риска: высокотемпературную коррозию (окисление и эрозия) и каталитическое нагарообразование на кромках седла клапана, ведущее к прогарам и потере герметичности.
Критерии выбора и эксплуатационные особенности
Когда обязательно применение:
- Турбированные двигатели или с прямым впрыском топлива (высокая температура выхлопа)
- Использование альтернативных топлив (метан, пропан-бутан, этанол)
- Работа на низкокачественном бензине с высоким содержанием серы
- Гоночные и высокофорсированные моторы
Ограничения и альтернативы:
- Для впускных клапанов в атмосферных бензиновых моторах часто достаточно хромирования или азотирования
- Стеллит увеличивает стоимость клапана на 15-40% из-за сложной технологии нанесения
- Требует совместимых материалов седла клапана (твердые сплавы типа нирезист)
| Параметр | Стеллитовое покрытие | Хромирование |
|---|---|---|
| Макс. рабочая температура | 1100°C | 700°C |
| Стойкость к этилированному топливу | Отличная | Низкая |
| Устойчивость к нагарообразованию | Высокая | Средняя |
Важно: При установке клапанов со стеллитом запрещена механическая обработка наплавленного слоя – притирка допускается только абразивной пастой с размером зерна до 15 мкм. Нарушение целостности покрытия сводит на нет его защитные свойства.
Выбор диаметра тарелки впускного клапана

Диаметр тарелки напрямую влияет на пропускную способность впускного тракта и объем воздушно-топливной смеси, поступающей в цилиндры. Увеличение размера позволяет двигателю "дышать" свободнее, особенно на высоких оборотах, что критично для форсированных моторов. Однако чрезмерное увеличение создает технические ограничения и требует комплексных доработок.
Слишком большой диаметр ослабляет структурную целостность клапана и снижает площадь контакта седла, что ведет к ускоренному прогоранию. Это также требует фрезеровки посадочных мест в ГБЦ и часто сопровождается заменой распредвала, поршней (во избежание встречи с тарелкой) и модификацией каналов. Необходим точный расчет под конкретные задачи двигателя.
Ключевые критерии выбора
Оптимальный диаметр определяется комплексной оценкой:
- Цели тюнинга: Для стандартного мотора допустимо увеличение на 1-2 мм; гоночные версии допускают +3-4 мм с полным апгрейдом смежных систем.
- Конструкция ГБЦ: Расстояние между направляющими втулками и геометрия камеры сгорания лимитируют максимально возможный размер.
- Характеристики распредвала: Агрессивные кулачки с высоким подъемом требуют увеличенного диаметра для реализации потенциала.
| Тип двигателя | Рекомендуемый прирост диаметра | Необходимые сопутствующие изменения |
|---|---|---|
| Стоковый (атмосферный) | 0.5–1.5 мм | Шлифовка седел, настройка фаз ГРМ |
| Турбированный | 1–2 мм | Усиление пружин, доработка поршней |
| Гоночный (атмосферный) | 3–4 мм | Расточка ГБЦ, кованые поршни, спортивный распредвал |
Важно: Соотношение диаметров впускного и выпускного клапанов обычно поддерживается в пределах 0.75–0.85 (например, впуск 40 мм / выпуск 34 мм). Нарушение баланса ухудшает продувку цилиндров.
Для точного подбора используйте специализированные программы расчета проходного сечения (например, Engine Analyzer Pro) или CFD-моделирование газодинамики. Обязательно проверяйте зазор между тарелкой и поршнем при ВМТ методом пластилинового отпечатка.
Оптимальный размер выпускного клапана для вашей системы
Размер выпускного клапана критически влияет на эффективность продувки цилиндров от отработавших газов. Слишком маленький диаметр создает сопротивление потоку, снижая мощность и повышая температуру в камере сгорания. Слишком большой клапан может ухудшить наполнение цилиндра топливовоздушной смесью из-за уменьшения места под впускные каналы и нарушить баланс газораспределительной системы.
Подбор оптимального диаметра требует комплексного анализа параметров двигателя: объема цилиндров, целевых оборотов максимальной мощности, конструкции головки блока и характеристик выпускного тракта. Ключевой принцип – обеспечение максимальной пропускной способности без ущерба для стабильности работы клапанного механизма и эффективности впуска.
Факторы выбора и практические рекомендации
Основные критерии определения размера:
- Соотношение с впускными клапанами: Оптимальное соотношение площадей тарелок выпускного/впускного клапанов варьируется в пределах 75-85% для атмосферных двигателей и до 90% для турбированных.
- Обороты мощности: Высокооборотные двигатели (свыше 7000 об/мин) требуют увеличения диаметра для минимизации насосных потерь.
- Тип наддува: Турбированные моторы допускают меньший диаметр выпускных клапанов благодаря принудительному удалению выхлопных газов.
Расчетные методы:
- Использование формулы: Диаметр клапана (мм) = K × ∛(Рабочий объем цилиндра (см³)), где коэффициент K = 0.45-0.55 для выпуска.
- Моделирование газодинамики в специализированном ПО (например, GT-Power) для анализа волновых процессов.
- Экспериментальный подбор на стенде с замером пропускной способности (коэффициент расхода Cd).
Ограничения и компромиссы:
| Параметр | Слишком малый клапан | Слишком большой клапан |
|---|---|---|
| Мощность | Падение на высоких оборотах | Снижение крутящего момента на низах |
| Тепловой режим | Перегрев клапана и седла | Риск прогара из-за тонких кромок |
| Механика | - | Увеличение массы, риск вибраций |
Практические советы:
- При тюнинге увеличивайте диаметр выпускных клапанов только после модификации впуска и выпускного коллектора.
- Для серийных двигателей без глубокой доработки допустимо превышение штатного размера на 1-2 мм.
- Обязательно шлифуйте фаски седел и применяйте клапаны с термозащитным покрытием при увеличении диаметра.
Профиль стебля клапана: стандартный VS тонкостебельный
Стандартный стебель клапана имеет диаметр 6-8 мм, обеспечивая высокую механическую прочность и устойчивость к деформации под термическими нагрузками. Такая конструкция хорошо отводит тепло от тарелки к направляющей втулке, снижая риск прогорания. Недостаток – значительная масса, создающая инерционную нагрузку на ГРМ и ограничивающая максимальные обороты двигателя.
Тонкостебельные клапаны (5-6 мм) существенно легче стандартных – разница достигает 20-35%. Уменьшение массы снижает силы инерции, позволяя безопасно повышать рабочие обороты двигателя. Однако тонкий стебель хуже проводит тепло, повышая риск перегрева тарелки, и требует более точной установки направляющих втулок для предотвращения вибраций.
Критерии выбора
| Параметр | Стандартный стебель | Тонкостебельный |
|---|---|---|
| Вес | Высокий | Низкий |
| Теплопроводность | Оптимальная | Сниженная |
| Макс. обороты | Ограничены | Повышены |
| Надежность | Высокая | Требует точной сборки |
Области применения:
- Стандартные двигатели – классический выбор для серийных моторов с ресурсориентированными характеристиками
- Тонкостебельные – обязательный элемент форсированных и гоночных двигателей, где критичен вес и высокие обороты
При переходе на тонкие клапаны в тюнинговых проектах обязательно усиливают пружины ГРМ и устанавливают роликовые толкатели для компенсации сниженной жесткости. Для уличных двигателей с умеренным форсированием часто используют компромиссный вариант – клапаны с уменьшенным стеблем только на впуске, где тепловая нагрузка ниже.
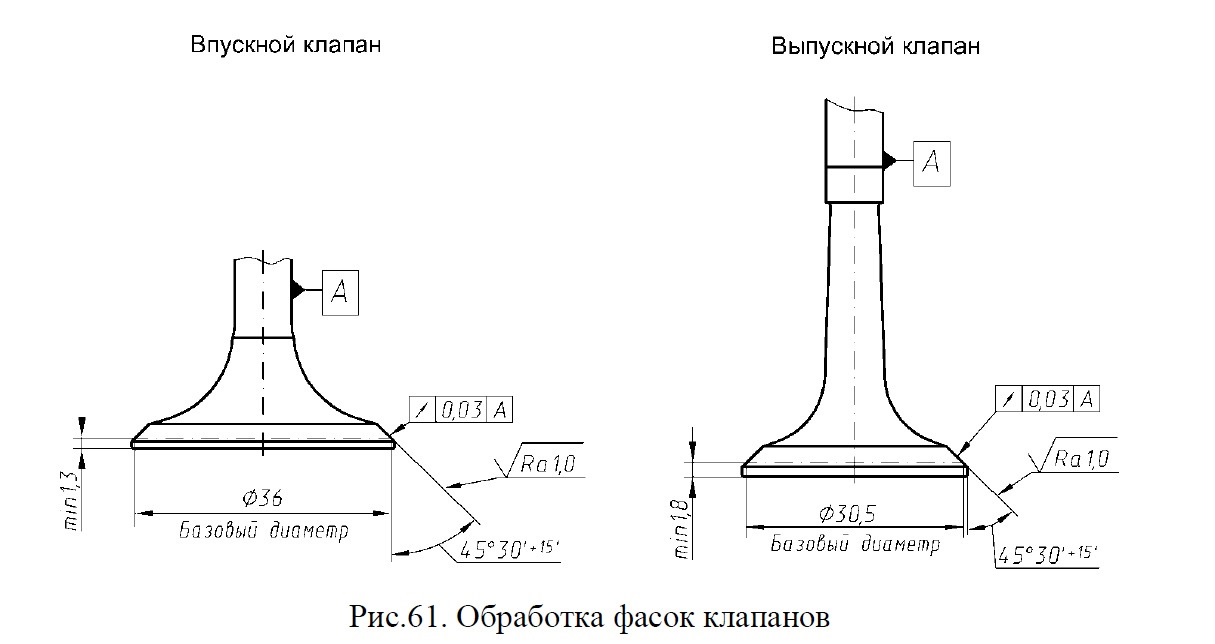
Углы фаски клапана и их влияние на поток
Фаска на рабочей кромке клапана формирует критический канал для газового потока. Угол этой фаски (обычно 30°, 45° или 60°) напрямую определяет гидродинамические характеристики проходящего заряда. При малых подъемах клапана зона фаски становится основным управляющим сечением.
Оптимальный угол балансирует пропускную способность и турбулентность. Слишком острый угол (30°) создает плавный впуск/выпуск, но сокращает эффективное проходное сечение. Крутая фаска (60°) увеличивает площадь потока на высоких подъемах, однако провоцирует срыв потока и завихрения на начальном этапе открытия.
Ключевые закономерности влияния углов
Основные эффекты в зависимости от угла фаски:
- 45° – универсальный компромисс: умеренная пропускная способность при стабильном ламинарном потоке в среднем диапазоне оборотов.
- 30° – снижает сопротивление на малых подъемах (до 25% от max), улучшая наполнение на низких оборотах. Недостаток – падение потока на высоких подъемах из-за "запирания" зоны седла.
- 60° – обеспечивает пиковый поток при полном открытии, но генерирует турбулентность на старте подъема. Требует высоких оборотов для реализации преимущества.
| Угол фаски | Преимущества | Недостатки | Типовое применение |
|---|---|---|---|
| 30° | Низкое сопротивление на старте открытия | Ограничение потока при max подъеме | Гоночные атмосферные двигатели с высокими оборотами |
| 45° | Сбалансированная эффективность | Пиковый поток ниже, чем у 60° | Серийные двигатели, универсальные тюнинг-проекты |
| 60° | Максимальная пропускная способность при полном открытии | Турбулентность на малых подъемах, риск кавитации | Двигатели с принудительным наддувом, драг-рейсинг |
Сочетание углов на клапане и седле (многоступенчатые фаски) позволяет нивелировать недостатки. Например, основная фаска 45° с дополнительной 30° для улучшения стартового потока или 60° для расширения зоны полного открытия. Ширина фаски также коррелирует с углом – узкая фаска 60° работает эффективнее широкой.
Расчет необходимой жесткости пружин под клапаны
Основная задача пружин – обеспечить точное следование клапана за профилем кулачка распредвала на всех оборотах, исключая "отрыв" тарелки от седла или "зависание". Недостаточная жесткость ведет к неполному закрытию клапана (риск прогорания), избыточная – к ускоренному износу привода и повышенным нагрузкам на распредвал.
Ключевым параметром для расчета является минимально требуемая жесткость (kmin), определяемая по формуле:
kmin = (mv × ω² × (1 + δ)) / (π × nc)
где mv – приведенная масса клапанного механизма (тарелка клапана, часть штока, сухари, тарелка пружины), ω – угловая скорость распредвала (рад/с), δ – коэффициент запаса (обычно 0.25-0.35), nc – количество витков пружины.
Факторы, влияющие на жесткость
- Максимальные обороты двигателя (Nmax): ω = (π × Nmax) / 30 (для распредвала). Жесткость растет квадратично с увеличением Nmax.
- Приведенная масса клапанного механизма (mv): Включает массу тарелки клапана, 1/3 массы штока, сухарей, тарелки пружины. Снижение массы (титановые клапаны) позволяет уменьшить жесткость.
- Профиль кулачка распредвала: Агрессивные "верховые" профили (высокие скорость и ускорение открытия/закрытия) требуют повышенной жесткости.
- Наличие гидрокомпенсаторов: Гидравлические толкатели менее чувствительны к колебаниям, чем механические, допуская несколько меньшую жесткость.
- Резонансные частоты: Жесткость подбирают так, чтобы собственная частота колебаний пружины f = (1/(2π)) × √(k/mv) была минимум в 1.5 раза выше максимальной частоты воздействия распредвала (fcam = Nmax / 60).
| Фактор | Влияние на требуемую жесткость |
|---|---|
| Увеличение Nmax | Сильное увеличение (квадратичная зависимость) |
| Увеличение массы mv | Увеличение (линейная зависимость) |
| Агрессивный профиль кулачка | Увеличение |
| Механические толкатели | Увеличение (по сравнению с гидрокомпенсаторами) |
Практические шаги расчета:
- Определить mv взвешиванием компонентов.
- Рассчитать ω на основе планируемых Nmax двигателя.
- Задать коэффициент запаса δ (0.25-0.35) и nc (обычно 6-9).
- Вычислить kmin по формуле.
- Проверить резонанс: f ≥ 1.5 × fcam. При несоответствии – увеличить k или уменьшить mv.
- Учесть усилие предварительной затяжки (P0): Оно должно гарантировать закрытие клапана при разрежении во впускном коллекторе и вибрациях (P0 ≈ 20-40 кгс для серийных ДВС).
Окончательный выбор требует анализа работы комплекта (распредвал, толкатели, клапаны) на стенде или в симуляторах (например, в AVL Excite). Установка слишком жестких пружин "на глаз" для форсированного мотора без расчета чревата разрушением рокеров или кулачков.
Проверка запаса прочности клапанов при форсировке
При форсировке двигателя критически важно оценить запас прочности штатных клапанов, так как повышение мощности неизбежно влечёт рост температурных и механических нагрузок. Стандартные компоненты могут не выдержать экстремальных условий, приводя к деформации тарелки, прогару седла или обрыву штока. Особое внимание уделяют выпускной группе, испытывающей наиболее агрессивное термическое воздействие.
Первоочередной шаг – анализ материала изготовления клапанов. Штатные стальные клапаны часто заменяют на жаростойкие аналоги из сплавов с хромом, никелем и молибденом (например, 21-4N или Inconel). Для оценки запаса прочности проводят расчёты эквивалентных напряжений по методикам ГОСТ 27.002 или специализированному ПО, учитывая: максимальные обороты коленвала, давление наддува, температуру выхлопных газов и цикличность нагрузок.
Ключевые аспекты проверки
- Термоупрочнение: Замер остаточной деформации после 24-часового нагрева до 850-900°C.
- Механические испытания: Проверка на растяжение/сжатие при пиковых нагрузках с запасом 15-20% от расчётных значений форсированного мотора.
- Анализ геометрии: Контроль толщины тарелки (минимум 1.8 мм для бензиновых ДВС) и радиуса перехода к штоку.
| Параметр | Штатный клапан | Форсированный двигатель |
|---|---|---|
| Температура выхлопа (°C) | 650-750 | 850-950 |
| Усилие пружины (кгс) | 40-60 | 70-100 |
| Допустимая деформация (%) | 0.05 | 0.02 |
Обязательно моделирование теплового удара – клапаны циклически нагревают до 950°C и охлаждают в масле, отслеживая трещины. Для турбомоторов дополнительно проверяют стойкость к окислению при длительной работе на обогащённой смеси. Минимально допустимый запас прочности должен составлять 1.8-2.2 к расчётным нагрузкам, иначе требуется установка усиленных компонентов.
Совместимость с направляющими втулками
Плотное соответствие стержня клапана внутреннему диаметру направляющей втулки критично для стабильной работы ГРМ. Зазор свыше 0,1 мм провоцирует повышенный расход масла через сальники, вибрацию тарелки и ускоренный износ сопрягаемых деталей. При увеличенном зазоре нарушается герметичность камеры сгорания и точность позиционирования седла клапана.
Материалы компонентов должны исключать эффект "схватывания" при трении. Стальные клапаны требуют бронзовых или чугунных втулок с графитовой пропиткой, тогда как титановые сплавы совместимы только с композитными направляющими (например, с керамическим напылением). Несоблюдение этого правила ведет к задирам и заклиниванию стержня.
Ключевые параметры подбора
- Точность допусков: диаметр стержня и втулки проверяется микрометром с погрешностью ≤0,005 мм
- Термостойкость: коэффициент расширения материалов должен быть сопоставим (разница ≤15%)
- Смазочные свойства: микроструктура втулки обязана удерживать масляную пленку при температурах до 300°C
| Тип стержня клапана | Рекомендуемый материал втулки | Оптимальный зазор (мм) |
|---|---|---|
| Хромистая сталь | Чугун СЧ20 / Бронза БрАЖ9-4 | 0,04–0,08 |
| Нитридная сталь | Алюминиевая бронза / MMC-композит | 0,05–0,07 |
| Титан (Ti-6Al-4V) | Кермет (Cr3C2-Ni) / Графитовая матрица | 0,08–0,12 |
Важно: после установки новых клапанов и втулок обязательна хонинговальная обработка сопрягаемых поверхностей для формирования масляного клина. Игнорирование этого этапа сокращает ресурс узла на 40–60%.
Особенности сборки клапанного механизма с гидрокомпенсаторами
Сборка узла с гидрокомпенсаторами требует исключительной чистоты всех деталей и посадочных мест. Малейшие загрязнения масляных каналов или рабочих поверхностей гидриков приводят к их заклиниванию или некорректной работе, что провоцирует стук, повышенный износ и потерю мощности. Обращайте особое внимание на состояние масляной системы двигателя перед установкой – старые отложения в картере или забитый фильтр сведут на нет усилия по монтажу новых компенсаторов.
Критически важен правильный подбор толкателей или стаканов гидрокомпенсаторов под конкретную модель ГБЦ. Несоответствие геометрии (диаметр, высота) или типа контакта (плоский, сферический) с кулачками распредвала вызовет локальные перегрузки, задиры и ускоренный износ. Всегда используйте комплектующие, рекомендованные производителем двигателя или проверенные производители с подтверждёнными каталожными соответствиями.
Ключевые этапы и нюансы сборки
При монтаже соблюдайте следующие обязательные правила:
- Предварительная пропитка: Перед установкой гидрокомпенсаторы полностью заполните моторным маслом через шариковый клапан, погрузив их в ёмкость и прокачав до исчезновения пузырьков воздуха. Сухой монтаж гарантированно приведёт к стуку на первых запусках и возможному повреждению.
- Момент затяжки болтов/гаек постелей распредвалов: Соблюдайте строго указанную производителем последовательность и момент затяжки (обычно в несколько этапов). Перетяжка деформирует постель, вызывая закусывание вала и нарушение работы гидрокомпенсаторов; недотяг – риск проворота постели и разрушения узла.
- Проверка зазора под толкатель/стакан: Даже с гидриками перед окончательной сборкой убедитесь ручным проворачиванием распредвала, что между тыльной стороной кулачка и толкателем нет механического зазора (гидрик должен его выбирать), но и нет натяга (кулачок не должен приподнимать толкатель в "нерабочей" фазе).
Первичный запуск после сборки требует особого режима обкатки для гидрокомпенсаторов:
- Не давайте нагрузку на двигатель первые 5-10 минут.
- Держите обороты в диапазоне 1500-2500 об/мин для стабильной подачи масла под давлением.
- Избегайте длительной работы на холостом ходу – низкое давление масла может помешать полному заполнению гидриков.
Возможные проблемы при нарушении правил сборки:
| Ошибка | Последствие |
|---|---|
| Загрязнение масляных каналов ГБЦ/гидрика | Залипание шарикового клапана, невыбор зазора, стук |
| Сухая установка гидрокомпенсатора | Воздушная пробка, длительный выход на режим, стук, износ плунжера |
| Неправильная затяжка постелей распредвала | Деформация посадочных мест, закусывание вала, заклинивание гидриков |
| Несоответствие типоразмера гидрокомпенсатора | Перекос, задиры, повышенный шум, разрушение толкателя/кулачка |
Рекомендации по тепловым зазорам для разных типов двигателей
Тепловой зазор в клапанном механизме критичен для корректной работы двигателя. Недостаточный зазор вызывает неплотное закрытие клапанов, прогорание тарелок и потерю компрессии. Избыточный зазор приводит к ударным нагрузкам, повышенному шуму и ускоренному износу кулачков распредвала, коромысел или толкателей.
Величина зазора определяется конструкцией двигателя, материалом ГБЦ и клапанов, а также типом привода. Алюминиевые головки расширяются сильнее чугунных, требуя большего зазора "на холодную". Гидрокомпенсаторы автоматически регулируют зазор, исключая ручную настройку, но предъявляют высокие требования к качеству масла.
Типовые значения зазоров
Бензиновые двигатели без гидрокомпенсаторов:
- Чугунная ГБЦ: 0.15–0.25 мм для впуска, 0.20–0.35 мм для выпуска
- Алюминиевая ГБЦ: 0.25–0.35 мм (впуск), 0.30–0.45 мм (выпуск)
Дизельные двигатели (без гидрокомпенсаторов):
- Высокие тепловые нагрузки: 0.25–0.40 мм (впуск), 0.35–0.50 мм (выпуск)
Особые случаи:
| Тип двигателя | Впускной клапан | Выпускной клапан |
|---|---|---|
| Спортивные (высокооборотные) | 0.20–0.30 мм | 0.30–0.45 мм |
| Старые V8 (чугун) | 0.10–0.15 мм | 0.15–0.20 мм |
| Мотоциклетные | 0.05–0.10 мм | 0.08–0.15 мм |
Ключевые правила:
- Зазор всегда проверяйте на холодном двигателе (20-25°C) щупом.
- Для выпускных клапанов устанавливайте больший зазор: они нагреваются сильнее впускных.
- При замене клапанов на керамические или с напылением зазор требует перерасчёта.
Точные значения указываются производителем в мануале. Регулировку выполняйте каждые 30-60 тыс. км пробега или при появлении стука в ГРМ.
Подбор седел клапанов под рабочие температуры
Тепловое расширение материалов седла и головки блока цилиндров (ГБЦ) должно быть согласованным во избежание деформаций или разрушений. Седельные узлы работают в экстремальных температурных условиях (до 800-900°C на выпуске), поэтому выбор сплава основывается на коэффициенте линейного расширения (КТЛР), который обязан максимально соответствовать КТЛР материала ГБЦ.
Несоответствие коэффициентов приводит к критическим последствиям: при меньшем КТЛР седла относительно ГБЦ возникает неплотная посадка и потеря теплопередачи, при большем – создаются избыточные напряжения, провоцирующие растрескивание посадочного пояска. Для чугунных головок предпочтительны седла из чугуна или низколегированных сталей, для алюминиевых – специальные биметаллические вставки или сплавы с высоким содержанием меди и никеля.
Ключевые аспекты выбора материала седел
При подборе учитывайте следующие параметры:
- Тип ГБЦ: Алюминиевые ГБЦ требуют седел с повышенным КТЛР (~18-22·10⁻⁶/°C), чугунные – с пониженным (~10-14·10⁻⁶/°C).
- Термостойкость: Сплавы должны сохранять твердость и прочность при пиковых температурах. Для бензиновых моторов критичен выпуск.
- Теплопроводность: Высокая теплопроводность седла (особенно выпускного) ускоряет отвод тепла от клапана, снижая риск прогара.
Распространенные материалы седел:
| Материал | КТЛР (10⁻⁶/°C) | Тип ГБЦ | Особенности |
|---|---|---|---|
| Серый чугун | 10-12 | Чугун | Низкая стоимость, для умеренных нагрузок |
| Легированная сталь (40ХНМА) | 11-13 | Чугун/Алюминий (с ограничениями) | Высокая прочность, для форсированных ДВС |
| Биметалл (сталь/бронза) | 16-20 | Алюминий | Компенсация разницы КТЛР, улучшенный теплоотвод |
| Медно-никелевый сплав (CuNiBe) | 17-22 | Алюминий | Оптимальная теплопроводность, для высоконагруженных турбомоторов |
Важно: Для алюминиевых ГБЦ обязательна горячая запрессовка седел (нагрев ГБЦ до 150-200°C). Это обеспечивает надежный натяг после остывания. Чугунные головки допускают установку при комнатной температуре. После замены седел обязательна чистовая обработка (расточка и притирка) для идеального контакта с фаской клапана.
Проверка геометрии клапанных гнезд перед установкой
Контроль геометрии посадочных гнезд клапанов – обязательный этап после притирки или замены седел, напрямую влияющий на герметичность камеры сгорания и ресурс узла. Недостаточная чистота поверхности или отклонение формы от конуса приводят к прогару тарелки, потере компрессии и ускоренному износу фасок.
Для корректной проверки используйте точный индикаторный нутромер (индикатор часового типа) со сферическим наконечником или специализированный прибор с конической измерительной головкой. Измерения проводятся по всей рабочей поверхности гнезда (обычно под углом 45°, реже 30°), минимум в трех равноудаленных точках по окружности.
Ключевые параметры и методы контроля

Критические требования к геометрии гнезда:
- Концентричность: Рабочая фаска гнезда должна быть идеально соосна направляющей втулке клапана. Допустимое биение обычно не превышает 0.03-0.05 мм.
- Правильность угла: Фактический угол конуса гнезда должен строго соответствовать углу фаски клапана (чаще всего 45°±0.5°).
- Ширина рабочей фаски: Должна соответствовать спецификации двигателя (обычно 1.0-2.5 мм). Слишком узкая фаска перегревается, слишком широкая – плохо притирается.
- Расположение фаски: Рабочая поверхность должна находиться строго по центру седла (не смещена к краю или к направляющей втулке).
Последовательность измерений:
- Надежно зафиксируйте головку блока цилиндров на поверочной плите.
- Установите измерительный стержень нутромера в направляющую втулку клапана.
- Опустите измерительный наконечник прибора на рабочую фаску гнезда.
- Проворачивая стержень, снимите показания индикатора в нескольких точках окружности.
- Зафиксируйте максимальное отклонение (биение).
Оценка результатов:
| Параметр | Допустимое отклонение | Последствия превышения |
|---|---|---|
| Биение (концентричность) | ≤ 0.05 мм | Неравномерный износ, прорыв газов |
| Ширина фаски | ±0.2 мм от нормы | Перегрев/негерметичность |
| Угол конуса | ±0.5° | Точечный контакт, прогары |
При обнаружении отклонений гнездо требует доработки: правки резцом (при небольшом биении) или замены седла (при значительных дефектах). Установка клапана без подтверждения геометрии гнезда недопустима.
Методы притирки клапанов своими руками
Правильная притирка клапанов обеспечивает герметичность камеры сгорания, предотвращает потерю компрессии и перегрев деталей. Некачественная обработка приводит к прогару клапана, повышенному расходу топлива и снижению мощности двигателя.
Для самостоятельной работы потребуется притирочная паста двух градаций (крупная и мелкая), специальная присоска с деревянной ручкой, дрель и керосин для промывки. Все операции проводятся после демонтажа головки блока цилиндров и извлечения клапанов.
Подготовка поверхности
Перед притиркой тщательно очистите седло клапана и тарелку от нагара металлической щёткой. Проверьте фаски на отсутствие сколов и глубоких рисок. Обезжирьте поверхности керосином.
Ручной метод
- Нанесите крупнозернистую пасту на фаску седла клапана
- Установите клапан в направляющую, прижмите тарелку присоской
- Вращайте клапан по часовой стрелке на 1/4 оборота, затем резко возвращайте назад
- Повторяйте 2-3 минуты, периодически добавляя пасту
- Смойте абразив, повторите процедуру с мелкозернистой пастой
Механизированный способ
Зафиксируйте клапан в патроне дрели через мягкую прокладку. Нанесите мелкозернистую пасту на седло. Вращайте дрель на низких оборотах (200-300 об/мин), одновременно слегка прижимая клапан к седлу. Длительность – не более 40 секунд за подход.
| Критерий контроля | Правильный результат |
|---|---|
| Ширина контактной полосы | 1.0-1.5 мм по всей окружности |
| Равномерность пятна контакта | Сплошной матовый пояс без прерываний |
| Проверка герметичности | Капля керосина на тарелке клапана не просачивается за 5 минут |
Важно: после притирки промойте головку блока и клапаны керосином для удаления абразивных частиц. Проверьте зазор в толкателях перед сборкой. Используйте только специализированную пасту для клапанов – автомобильные абразивы содержат присадки, предотвращающие задиры.
Виды уплотнительных маслосъемных колпачков
Маслосъемные колпачки предотвращают проникновение моторного масла в камеру сгорания по штокам клапанов. Их износ приводит к повышенному расходу масла, закоксовыванию поршневых колец и образованию нагара на клапанах.
Конструктивно колпачки состоят из жесткой обоймы и эластичной юбки, прижимаемой пружинным кольцом к штоку клапана. Выбор зависит от температурного режима, типа двигателя и материала.
Классификация по конструкции и материалу
Основные разновидности уплотнителей:
- Каркасные (металлорезиновые):
- Металлический корпус + резиновая юбка
- Высокая стабильность геометрии
- Подходят для стандартных двигателей
- Бесскелетные (цельнорезиновые):
- Изготовлены целиком из эластомера
- Лучшее прилегание к штоку клапана
- Чувствительны к перегреву
- С терморасширительным кольцом:
- Дополнительное металлическое кольцо под юбкой
- Компенсируют тепловое расширение штока
- Применяются в турбированных и спортивных ДВС
Материалы уплотнительной части:
| Материал | Температурный предел | Ресурс | Применение |
|---|---|---|---|
| NBR (нитрильная резина) | до 120°C | 50-80 тыс. км | Бюджетные атмосферные двигатели |
| FKM (фторкаучук) | до 250°C | 100-150 тыс. км | Турбомоторы, ГБО, высокофорсированные ДВС |
| VMQ (силикон) | до 230°C | 80-100 тыс. км | Спортивные двигатели с частыми тепловыми нагрузками |
Колпачки для выпускных клапанов выполняются из FKM-материалов из-за экстремального нагрева. Впускные допускают использование NBR-резины при умеренных нагрузках. Бесскелетные уплотнители требуют точной установки – перекос вызывает ускоренный износ.
Контроль биения клапана после установки

После монтажа клапанов обязателен контроль биения тарелки относительно седла. Даже минимальное отклонение вызывает негерметичность прилегания, локальный перегрев и прогар. Используйте индикаторную стойку с часовым индикатором (микрометром), фиксируя блок цилиндров строго горизонтально.
Проворачивайте распредвал на полный цикл (720°), отслеживая максимальное значение биения. Допуск зависит от типа двигателя: для серийных ДВС – не более 0.05 мм, для форсированных – до 0.03 мм. Превышение требует выявления причины: деформация направляющей, погнутый стержень клапана или брак седла.
Порядок диагностики и устранения дефектов
При выявлении биения выполните последовательную проверку:
- Контроль геометрии стержня – прокатайте клапан на призме с индикатором. Отклонение свыше 0.01 мм требует замены.
- Проверка направляющих втулок – установите индикатор в отверстие втулки, смещая щуп перпендикулярно оси. Допустимый люфт – 0.08-0.12 мм для впускных, 0.10-0.15 мм для выпускных.
- Инспекция седел – нанесите контрастную пасту, вставьте клапан, проворачивайте с легким нажимом. Равномерный отпечаток по всей окружности подтверждает правильную обработку.
Распространенные ошибки при правке:
- Перетяжка гайки крепления распредвала – вызывает коробление постелей.
- Игнорирование тепловых зазоров – замеры проводятся при выставленных номинальных зазорах.
- Применение некалиброванного инструмента – погрешность индикатора должна быть не более 0.005 мм.
| Тип двигателя | Допуск биения (мм) | Метод коррекции |
|---|---|---|
| Стандартный бензиновый | 0.05 | Шлифовка седла |
| Турбированный | 0.04 | Замена направляющих |
| Гоночный атмосферный | 0.03 | Хонингование втулок |
После корректировки проведите повторный замер. Для титановых клапанов используйте твердосплавные оправки – стальной инструмент повреждает антифрикционное покрытие. При установке пружин убедитесь в отсутствии перекоса: неравномерное давление усиливает биение на высоких оборотах.
Признаки износа клапанов при диагностике
Падение компрессии в цилиндрах – ключевой индикатор. Разница давления свыше 15% между цилиндрами указывает на неплотное прилегание тарелки клапана к седлу из-за прогара, деформации или эрозии рабочих поверхностей.
Характерные хлопки во впускном или выпускном коллекторе при работе двигателя. Возникают при неправильном такте из-за негерметичности клапанов: впускные вызывают хлопки во впуске, выпускные – резкие выстрелы в выхлопной системе.
Диагностические симптомы износа
- Повышенный расход масла с сизым выхлопом – следствие износа маслосъёмных колпачков или направляющих втулок.
- Неустойчивые обороты холостого хода с тряской двигателя из-за нарушения герметичности камеры сгорания.
- Потеря мощности и приемистости – результат снижения эффективности наполнения цилиндров и очистки от выхлопных газов.
| Признак | Возможная причина | Проверка |
|---|---|---|
| Чёрный выхлоп | Неплотное закрытие впускного клапана | Замер остаточного давления в топливной рампе |
| Металлический стук | Критический износ толкателей или увеличенный тепловой зазор | Контроль зазора щупом |
Важно: Подтверждают износ клапанов инструментальные методы – эндоскопия камеры сгорания, тест на утечку сжатого воздуха и замеры тепловых зазоров. Прогретые клапаны с критическим износом проявляют симптомы интенсивнее при нагрузке.
Симптомы прогара клапана и методы предотвращения
Прогар клапана проявляется через характерные признаки: падение мощности двигателя, особенно заметное при разгоне, и устойчивая вибрация на холостом ходу. Двигатель начинает "троить" – пропуски зажигания сопровождаются хлопками во впускном или выпускном коллекторе. Выхлоп приобретает неравномерный звук с периодическими "выстрелами", а из глушителя может идти белый или сизый дым при работе на прогретом моторе.
Диагностировать проблему помогает измерение компрессии: в поврежденном цилиндре показатель будет значительно ниже нормы (обычно на 30-50%). При снятии клапанной крышки визуально заметны следы прогара – оплавление кромки тарелки клапана или трещины. Игнорирование симптомов ведет к разрушению поршня, повреждению седла клапана или деформации направляющей втулки.
Ключевые причины и профилактика
Основные факторы прогара:
- Перегрев клапана из-за негерметичности седла или сниженного теплового зазора
- Неправильная установка (деформация стержня, перекос при притирке)
- Использование некачественного топлива с низким октановым числом
- Естественный износ при превышении ресурса (свыше 150-200 тыс. км)
Методы предотвращения:
- Соблюдать регламент замены клапанов и сальников согласно пробегу
- Контролировать правильность регулировки тепловых зазоров каждые 30-40 тыс. км
- Использовать топливо с октановым числом, рекомендованным производителем
- Притирать клапаны с проверкой герметичности керосиновым тестом
- Менять уплотнительные маслосъемные колпачки при признаках затвердевания
| Материал клапана | Макс. температура | Рекомендации |
|---|---|---|
| Сталь 40ХН | 800°C | Стандартные двигатели |
| Жаропрочная сталь (EI-893) | 950°C | Турбированные моторы |
| Титановый сплав | 1100°C | Спортивные двигатели |
Тюнинговые клапаны: целесообразность апгрейда
Тюнинговые впускные и выпускные клапаны отличаются от стандартных в первую очередь материалом изготовления и геометрией. Часто для их производства используются высокопрочные сплавы, такие как нержавеющая сталь (например, 21-4N) или жаропрочные никелевые сплавы (Inconel), особенно для выпускных клапанов. Геометрические изменения могут включать более тонкие и облегченные ножки, оптимизированные головки клапанов для улучшения потока и уменьшения веса.
Целесообразность замены штатных клапанов на тюнинговые напрямую зависит от целей доработки двигателя и степени его форсирования. Установка таких клапанов имеет смысл только в рамках комплексного тюнинга, когда параллельно модифицируются другие компоненты ГРМ (распредвалы, пружины, толкатели), система впуска/выпуска, топливоподача и управление двигателем (ЭБУ). Установка на абсолютно стандартный мотор, как правило, не дает ощутимых преимуществ.
Преимущества и области применения
Ключевые преимущества и ситуации, где тюнинговые клапаны оправданы:
- Повышенная термостойкость: Особенно критично для выпускных клапанов в форсированных двигателях (турбо, наддув, высокие степени сжатия), где температуры выхлопных газов значительно выше. Сплавы типа Inconel выдерживают экстремальные тепловые нагрузки.
- Улучшенная прочность и жесткость: Позволяют клапанам лучше сопротивляться изгибу и вибрациям на высоких оборотах, снижая риск прогара или поломки.
- Оптимизированная аэродинамика: Специальная форма головки клапана (например, "тюльпан") и ножки способствует увеличению пропускной способности (flow), улучшая наполнение цилиндров и очистку от выхлопных газов.
- Снижение массы: Облегченные клапаны уменьшают инерционные нагрузки на клапанный механизм, позволяя безопасно раскручивать двигатель до более высоких оборотов без риска "зависания" клапанов или разрушения пружин.
| Когда апгрейд целесообразен | Когда апгрейд не требуется или неэффективен |
|---|---|
| Строительство высокооборотистых атмосферных двигателей (NA) | Совершенно стандартный, "стоковый" двигатель |
| Турбированные или компрессорные двигатели с существенно увеличенной мощностью | Двигатели с умеренным тюнингом без увеличения рабочих оборотов |
| Гоночные двигатели (трек, драг) | Если не модифицируются распредвалы, впуск/выпуск и ЭБУ |
| При замене распредвалов на более "злые" (поднятие lift, увеличение duration) | Как единственная мера для повышения мощности |
Важное предостережение: Установка тюнинговых клапанов, особенно с измененной геометрией или увеличенным подъемом, обязательно требует проверки и, скорее всего, доработки поршней (проточка выемок под клапана) для предотвращения их встречи при обрыве ремня/цепи ГРМ или на высоких оборотах. Крайне необходима профессиональная установка и последующая точная настройка фаз газораспределения и перепрошивка ЭБУ для адаптации параметров работы двигателя под новые характеристики клапанов и всего ГРМ.
Таким образом, тюнинговые клапаны – это не элемент "косметического" апгрейда, а серьезная инженерная доработка, оправданная только при глубокой форсировке двигателя. Их установка в составе комплексного тюнинга может обеспечить надежную работу на экстремальных режимах и внести вклад в достижение существенного прироста мощности и крутящего момента.
Установка клапанов с увеличенным подъемом
Клапаны с увеличенным подъемом обеспечивают более широкое открытие проходного сечения каналов, что напрямую влияет на объем газообмена в цилиндрах. При правильном подборе это позволяет двигателю "вдыхать" больше воздуха и "выдыхать" больше отработавших газов за единицу времени, особенно на высоких оборотах.
Ключевой характеристикой таких клапанов является высота подъема тарелки относительно седла, которая превышает стандартные значения на 10-30%. Для реализации потенциала требуется комплексная доработка ГРМ: установка соответствующих распредвалов, модификация поршней (при необходимости) и калибровка фаз газораспределения.
Критерии выбора и особенности монтажа
Основные этапы установки включают:
- Совместимость с распредвалом: профиль кулачков должен соответствовать увеличенному ходу клапанов без риска столкновения с поршнями
- Проверка зазоров: обязательная регулировка тепловых зазоров гидрокомпенсаторов или механических толкателей
- Модификация поршней: при значительном подъеме требуются вырезы в днищах поршней для предотвращения контакта
Эффективность модернизации проявляется только при синхронизации с другими изменениями:
- Увеличенные впускные/выпускные каналы ГБЦ
- Производительная топливная система
- Оптимизированный выпускной тракт
| Параметр | Стандартные клапаны | Клапаны с увеличенным подъемом |
|---|---|---|
| Высота подъема | 8-10 мм | 12-15 мм |
| Прирост мощности | Базовая | До 15-25% (при комплексном тюнинге) |
| Рекомендуемые обороты | До 6000 об/мин | Выше 4500 об/мин |
Важно: после установки обязательна обкатка (20-30 минут на щадящих режимах) и последующая диагностика геометрии клапанного механизма. Несоосность направляющих втулок или перекос седел приводят к ускоренному износу.
Особенности работы клапанов в двигателях с ГБО
При работе на газовом топливе (метан или пропан-бутан) температура сгорания смеси повышается на 20-50°C по сравнению с бензином. Особенно критичен перегрев выпускных клапанов, так как они контактируют с раскалёнными отработавшими газами. Газ не обеспечивает смазку штоков клапанов и седел, что усиливает сухое трение и абразивный износ.
Дополнительным фактором выступает замедленная скорость горения газовой смеси. Это приводит к продолжению процесса горения во время такта выпуска, когда клапан уже открыт, создавая тепловую перегрузку тарелки и фаски. Неадаптированные клапаны подвергаются прогаранию кромок, деформации ножки и ускоренному образованию окалины.
Ключевые аспекты выбора клапанов для ГБО
Требования к материалам:
- Выпускные клапаны: Обязательно применение жаропрочных сплавов (21-4N, Nimonic, Inconel) с наплавкой стеллитом
- Впускные клапаны: Рекомендованы биметаллические конструкции с полым натриевым стержнем для отвода тепла
- Сёдла клапанов: Требуются усиленные варианты из спецсплавов (бериллиевая бронза, порошковые стали)
Конструктивные адаптации:
- Увеличенная толщина тарелки выпускного клапана для сопротивления деформации
- Фрезеровка терморасширительных канавок на штоке для компенсации теплового роста
- Усиление пружин для предотвращения зависания при закоксовывании направляющих
| Параметр | Бензин | ГБО (без адаптации) | ГБО (с усиленными клапанами) |
|---|---|---|---|
| Температура выпускного клапана | 650-750°C | 850-950°C | 700-800°C |
| Средний ресурс | 150-200 тыс. км | 50-80 тыс. км | 120-150 тыс. км |
Эксплуатационные рекомендации: Обязательна установка жёстких маслосъёмных колпачков для снижения попадания масла в зону штока. Регулировка тепловых зазоров требуется в 2 раза чаще. Критична корректная калибровка угла опережения зажигания под газ для сокращения фазы догорания.
Влияние состава топлива на ресурс клапанов
Химические свойства топлива напрямую воздействуют на температурную стабильность и механическую целостность клапанов. Особенно критичны концентрации серы, металлосодержащих присадок и несгораемых примесей, формирующих абразивные отложения или провоцирующих коррозионные процессы. Эти факторы ускоряют износ седел и рабочих поверхностей.
Высокое содержание этанола (свыше 10%) в бензинах повышает риск кавитационной эрозии выпускных клапанов из-за агрессивности паров и конденсата. Одновременно снижается эффективность смазки направляющих втулок, что ведет к задирам и заклиниванию стержней. Для дизельных систем критично цетановое число: его несоответствие вызывает жесткое сгорание с ударными нагрузками на тарелки.
Ключевые аспекты деградации
Основные механизмы разрушения:
- Окисление и выгорание: При дефиците моющих присадок на впускных клапанах образуется коксовый нагар, нарушающий геометрию прилегания и теплоотвод.
- Высокотемпературная коррозия: Сера в топливе образует сульфаты с ванадием (при его наличии в масле), разъедающие фаски выпускных клапанов при T > 700°C.
- Абразивный износ: Твердые частицы золы от металлоорганических добавок (свинец, марганец) действуют как абразив между седлом и клапаном.
| Компонент топлива | Допустимый предел | Последствия превышения |
|---|---|---|
| Сера | < 10 ppm (бензин), < 15 ppm (дизель) | Коррозия, сульфидные отложения на выпускных клапанах |
| Этанол | < 10% (без адаптации двигателя) | Вымывание защитной масляной пленки, эрозия |
| Металлосодержащие присадки (Мn, Fe) | 0 г/л | Абразивный износ седел, закоксовывание |
Для никель-хромистых сплавов (типа Inconel) критично каталитическое коксование при контакте с тяжелыми фракциями бензина. Биотоплива с высоким содержанием FAME (сложные эфиры) провоцируют гидролиз с образованием карбоновых кислот, вызывающих точечную коррозию стержней. Минимизация рисков требует применения клапанов с плазменным напылением нитрида титана или керамическими покрытиями при эксплуатации на низкосортном горючем.
Подбор клапанов под особенности смазочной системы
Конструкция и материалы клапанов напрямую зависят от характеристик моторного масла и типа смазочной системы. Несоответствие приводит к ускоренному износу направляющих втулок, закоксовыванию стержней или масляному голоданию. Критичными параметрами являются вязкость масла, наличие моющих/противоизносных присадок, рабочая температура и давление в системе.
Высокотемпературные двигатели требуют клапанов с улучшенным отводом тепла от тарелки к стержню, что предотвращает залегание маслосъемных колпачков. Для турбированных моторов с экстремальными тепловыми нагрузками обязательны клапаны из жаростойких сталей (например, Inconel) и керамические напыления на стержнях, снижающие адгезию нагара.
Ключевые аспекты совместимости
| Фактор смазочной системы | Требования к клапанам | Риски при несоответствии |
|---|---|---|
| Низковязкое масло (0W-20, 5W-30) | Уменьшенные зазоры стержень/втулка (0.03-0.06 мм) | Повышенный расход масла на угар |
| Высокое давление масла (свыше 5 бар) | Усиленные маслосъемные колпачки с пружинной юбкой | Заброс масла в камеру сгорания |
| Агрессивные моющие присадки | Хромирование/азотирование стержней клапанов | Коррозия стержней и задиры |
| Работа в режиме "старт-стоп" | Направляющие втулки с графитовой пропиткой | Сухое трение при холодном пуске |
Специфичные решения:
- Для систем с сухим картером – клапаны с полыми натриево-охлаждаемыми стержнями, компенсирующие перепады температур
- При использовании биодизеля или этанола – стержни с алмазоподобным покрытием (DLC) для защиты от коррозионных примесей
- В гоночных двигателях – бесштифтовые клапаны с уменьшенной массой для стабильной работы при дефиците смазки
Маслосъемные колпачки должны соответствовать химическому составу масла: фторкаучук (FKM) для синтетики с пакетами присадок, акрилнитрил (NBR) – для минеральных масел. Контроль теплового зазора между стержнем и втулкой выполняется с учетом коэффициента расширения материала при рабочей температуре масла.
Рекомендации по частоте замены клапанов
Строгих регламентных сроков замены клапанов не существует – их ресурс определяется совокупностью эксплуатационных факторов и качеством технического обслуживания двигателя. Средний показатель составляет 150-300 тыс. км пробега, но в экстремальных условиях или при нарушении правил эксплуатации износ может наступить вдвое быстрее.
Критически важна своевременная диагностика: замер компрессии, проверка тепловых зазоров и визуальный осмотр клапанов при каждом капитальном ремонте ГБЦ. Игнорирование симптомов износа приводит к прогарам тарелок, разрушению седел и дорогостоящему ремонту.
Факторы, влияющие на интервал замены

- Тип двигателя: Турбированные и дизельные моторы требуют контроля каждые 80-100 тыс. км из-за высоких температур выпускных клапанов
- Качество топлива и масла: Некачественное топливо провоцирует нагар и коррозию, неподходящее масло вызывает закоксовывание стержней
- Режим эксплуатации: Постоянная езда на высоких оборотах, перегрузки и перегрев сокращают ресурс на 30-40%
- Материал клапанов: Стандартные стальные служат 150-200 тыс. км, кованые и с напылением – свыше 250 тыс. км
Обязательная замена требуется при обнаружении:
- Видимых прогров, трещин или деформации тарелки
- Критического истончения кромки фаски (менее 0.5 мм)
- Выработки на направляющей втулке свыше 0.1 мм
- Неустранимого снижения компрессии в цилиндре
| Симптомы износа | Действия |
|---|---|
| Стук при холодном запуске | Проверить тепловые зазоры, заменить деформированные клапаны |
| Хлопки во впуск/выпуск | Диагностировать неплотное прилегание тарелки к седлу |
| Повышенный расход масла | Контроль состояния маслосъемных колпачков и направляющих |
Профилактическая мера: При пробеге свыше 200 тыс. км обязательна шлифовка седел и замена маслосъемных колпачков даже при отсутствии явных дефектов клапанов. Это предотвращает задиры и продлевает ресурс новой комплектации на 50-70%.
Проверка клапанов при капитальном ремонте двигателя

Тщательная проверка клапанов – обязательный этап при восстановлении двигателя, напрямую влияющий на его ресурс, компрессию и эффективность газораспределения. Каждый клапан демонтируется, очищается от нагара и подвергается комплексной диагностике для выявления скрытых дефектов и оценки степени износа.
Основное внимание уделяется критическим зонам: рабочей фаске тарелки, контактирующей с седлом, стержню клапана и его торцу, принимающему удар коромысла или толкателя. Невыявленные повреждения этих элементов приведут к утечкам, прогарам или ускоренному износу после сборки мотора.
Ключевые этапы проверки:
Визуальный осмотр:
- Тарелка: Трещины, прогар кромки, глубокие раковины или коробление.
- Фаска: Ширина и равномерность контактной полосы, сколы, выкрашивание.
- Стержень: Изгиб (проверяется качением по плите или с помощью индикатора), продольные риски, следы задиров.
- Торец стержня: Выработка, вмятины от коромысла/толкателя.
Измерение геометрических параметров:
| Параметр | Инструмент | Норма |
|---|---|---|
| Диаметр стержня | Микрометр | Согласно спецификации двигателя (допуск износа обычно не более 0.02-0.03 мм) |
| Длина клапана | Штангенциркуль/микрометр | Сравнение с новым клапаном или паспортными данными (критично для регулировки зазора) |
| Ширина рабочей фаски | Штангенциркуль/шаблон | Равномерная по окружности, в пределах 1.0-2.5 мм (зависит от модели) |
Проверка герметичности прилегания:
- Клапан устанавливается в направляющую втулку головки блока.
- Головка переворачивается камерами сгорания вверх.
- Под тарелку клапана наливается керосин или спецжидкость.
- Оценивается скорость протекания жидкости через зону контакта фаски с седлом. Допустимы лишь незначительные капли за длительный интервал (2-5 минут).
Клапаны с изгибом стержня, прогаром тарелки, глубокими повреждениями фаски или чрезмерным износом стержня подлежат обязательной замене. Клапаны с незначительной выработкой по толщине стержня или увеличенной шириной фаски могут быть восстановлены шлифовкой и притиркой к седлу, но только при условии сохранения достаточного запаса металла.
Особенности выбора для атмосферных и турбированных моторов
В атмосферных двигателях клапаны работают в менее экстремальных температурных условиях. Основной упор делается на оптимизацию газообмена: увеличение диаметра впускных клапанов улучшает наполнение цилиндров, а правильный подбор фаз и подъемов повышает КПД. Для выпускных клапанов достаточно стандартных термостойких сталей.
Турбированные моторы создают критические нагрузки на выпускные клапаны из-за раскаленных выхлопных газов (до 1000°C) и высокого давления наддува. Требуются усиленные материалы и специальные инженерные решения для предотвращения прогорания и деформации. Впускные клапаны также испытывают повышенные нагрузки от сжатого воздуха.
Ключевые отличия при подборе
| Параметр | Атмосферные двигатели | Турбированные двигатели |
|---|---|---|
| Материал выпускных клапанов | Стандартные стали (40ХН, 40ХНМА) | Суперсплавы (Inconel, Nimonic), полые с натриевым охлаждением |
| Термообработка | Обычная закалка | Многоступенчатый отжиг, азотирование |
| Геометрия впускных клапанов | Увеличенный диаметр для улучшения наполнения | Оптимизированный профиль тарелки для управления турбулентностью |
| Запас прочности | Стандартные параметры | Утолщенные стержни (+15-20%), армированные фаски |
| Тепловой зазор | Рассчитывается под стандартный тепловой режим | Увеличенный зазор для компенсации теплового расширения |
Для турбомоторов критически важны:
- Клапанные направляющие с улучшенным теплоотводом
- Бесстеллажные седла из жаропрочной бронзы
- Двухслойные маслосъемные колпачки
В атмосферных версиях допускается использование облегченных тюнинговых клапанов из титана для повышения оборотов, тогда как в турбированных это недопустимо из-за риска усталостного разрушения.
Клапаны для высокооборотных двигателей: ключевые параметры
Для высокооборотных двигателей критически важна способность клапанов выдерживать экстремальные механические и термические нагрузки. Основной акцент делается на минимизации массы деталей газораспределительного механизма при сохранении прочности и герметичности. Недостаточный контроль этих параметров приводит к "зависанию" клапанов, разрушению пружин или прогоранию тарелок.
Ключевые требования включают снижение инерционных нагрузок, оптимизацию теплового режима и обеспечение точной синхронизации фаз газораспределения. Особое внимание уделяется материалам и геометрическим характеристикам, влияющим на динамику работы механизма на оборотах свыше 7000-8000 об/мин.
Основные параметры выбора
- Материал изготовления:
- Впускные: Жаропрочные стали 40Х9С2, EV8
- Выпускные: Сплавы с повышенной термостойкостью (X33, Nimonic 80A), наплавка стеллитом
- Конструкция стержня:
- Полые натриево-охлаждаемые стержни (выпуск)
- Утончение стержня к тарелке (конус 6-9°)
- Вес и габариты:
- Минимизация диаметра тарелки (при сохранении расхода)
- Укороченные стержни с учетом стабильности направляющих
- Геометрия тарелки:
- Узкие фаски (30-45°) для уменьшения пригара
- Тюльпанообразный профиль для снижения вихревых сопротивлений
| Параметр | Впускной клапан | Выпускной клапан |
|---|---|---|
| Тип охлаждения | Конвекционный | Принудительный (натриевый) |
| Диаметр тарелки | На 15-25% больше выпускного | Ограничен тепловым расширением |
| Температурный режим | 350-500°C | 650-900°C |
- Совместимость с приводом: Обязательная проверка соответствия:
- Жесткости пружин (предотвращение "отскока")
- Характеристикам кулачков распредвала
- Материалу седла клапана (коэффициент теплового расширения)
- Динамические испытания: Тестирование на резонансных частотах и усталостная проверка при температурах, имитирующих пиковые нагрузки.
Анализ зарубежных производителей (Ferrea, Supertech)
Ferrea и Supertech – ведущие американские бренды, специализирующиеся на высокопроизводительных клапанах для форсированных двигателей. Оба производителя предлагают широкий ассортимент впускных и выпускных клапанов из различных материалов с уникальными конструктивными решениями. Их продукция рассчитана на экстремальные нагрузки в гоночных условиях и тюнингованных моторах.
Ключевое отличие между ними заключается в технологических подходах: Ferrea делает акцент на прецизионной механической обработке и эксклюзивных сплавах, тогда как Supertech часто использует инновационные методы напыления и упрочнения поверхностей. Оба бренда обеспечивают строгий контроль качества и сертификацию каждой детали.
Сравнительные характеристики
Ferrea:
- Материалы: Сплавы FPP (Ferrea Precision Premium) для впуска, F1TM NST для выпуска с натриевым охлаждением
- Особенности: Уникальные профили стержней (Triple-Groove), лазерная сварка тарелок
- Применение: Мотоспорт высокого уровня (NASCAR, NHRA), экстремальный буст
Supertech:
- Материалы: Сплавы EV8+ (впуск), Inconel® (выпуск), натриевые версии
- Особенности: PVD-покрытие (TiN, CrN), азотирование стержней
- Применение: Дрифт, ралли, двигатели с высокой степенью сжатия
| Критерий | Ferrea | Supertech |
| Термостойкость | До 900°C | До 850°C |
| Уплотнительный конус | Индукционная закалка | Лазерное упрочнение |
| Каналы охлаждения | Только в NST-серии | Во всех натриевых моделях |
При выборе учитывайте тепловую нагрузку мотора: для турбо-двигателей с температурой выхлопа выше 800°С предпочтительны клапаны Ferrea с NST-охлаждением. Для высокооборотных атмосферных моторов эффективны Supertech с износостойкими PVD-покрытиями. Всегда проверяйте совместимость геометрии (длина, диаметр стержня, угол фаски) с головкой блока цилиндров.
Экономичные аналоги OEM-клапанов: что учитывать
При выборе неоригинальных клапанов критически важно убедиться в соответствии материалов. Выпускные аналоги должны сохранять жаропрочность (сильхром, никель-хромовые сплавы), а впускные – устойчивость к ударным нагрузкам. Дешевые сплавы без термообработки приведут к прогару или деформации.
Геометрические параметры обязаны точно совпадать с OEM: диаметр тарелки, длина ножки, угол фаски. Отклонения даже на 0.1 мм нарушат тепловой зазор, герметичность камеры сгорания или работу гидрокомпенсаторов. Проверяйте сертификаты с чертежами от производителя.
Критерии оценки аналогов
- Производитель и репутация:
- Бренды уровня TRW, AE, Ferrea или Supertech проходят OEM-сертификацию
- Отсутствие отзывов о трещинах или быстром износе в конкретной модели двигателя
- Технология обработки:
- Азотирование/хромирование ножки для снижения износа направляющей
- Напыление на тарелку (Stellite) для выпускных клапанов
- Комплектность поставки:
- Наличие маслосъемных колпачков в наборе
- Маркировка партии для отслеживания качества
| Параметр | Риск при нарушении | Метод проверки |
|---|---|---|
| Твердость поверхности | Задиры на фасках | Тестер Роквелла (52–56 HRC) |
| Соосность ножки | Перекос тарелки >0.05 мм | Индикаторная стойка |
| Толщина напыления | Ускоренный износ седла | Микрометр (мин. 0.2 мм) |
Важно: Для турбированных моторов или ГБО используйте только усиленные аналоги с двойными пружинами. Экономия на клапанах в таких условиях повышает риск обрыва тарелки.
Комплектный подбор: клапаны + пружины + толкатели
Синхронный подбор клапанов, пружин и толкателей – критически важный аспект для стабильной работы ГРМ. Несогласованность характеристик компонентов приводит к ускоренному износу, плавающим оборотам или разрушению узла. Каждый элемент напрямую влияет на работу соседних: геометрия толкателя определяет контакт с кулачком распредвала, жесткость пружины – скорость закрытия клапана, а материал клапана – термостойкость системы.
Комплектная установка гарантирует совместимость нагрузок и рабочих температур. Например, облегченные титановые клапаны требуют менее жестких пружин для предотвращения вибрации, а высокооборотные двигатели – усиленных пружин с увеличенным натягом. Неучет этих параметров провоцирует "зависание" клапанов на высоких оборотах или ускоренную усталость металла.
Ключевые принципы подбора
- Баланс жесткости: Пружины должны создавать усилие, достаточное для своевременного закрытия клапана под действием распредвала, но без избыточной нагрузки на толкатели.
- Термическая совместимость: Материалы клапанов (особенно выпускных) и толкателей обязаны выдерживать температуру камеры сгорания без деформации.
- Геометрическая точность: Радиус рабочей поверхности толкателя обязан соответствовать профилю кулачка распредвала, а длина клапана – обеспечивать заданный тепловой зазор.
| Компонент | Критерий выбора | Риск при неверном подборе |
|---|---|---|
| Клапаны | Материал (сталь, титан), диаметр тарелки, длина стержня | Прогар, задиры направляющих, нарушение фаз газораспределения |
| Пружины | Усилие (N/mm), высота, количество витков | Незакрытие клапана, вибрация, ускоренный износ кулачков |
| Толкатели | Тип (гидрокомпенсаторы/механические), диаметр, рабочая поверхность | Стуки, повышенный шум ГРМ, нарушение тепловых зазоров |
Обязательно используйте комплекты от одного производителя – их компоненты проходят совместные испытания на ресурс. При самостоятельном комбинировании проверяйте: соответствие посадочных диаметров, рабочую нагрузку пружин в сжатом состоянии (должна на 15-20% превышать усилие от распредвала) и терморасширение стержня клапана. Для тюнинга с увеличенными оборотами применяйте ковку вместо литых толкателей и двухконтурные пружины для предотвращения резонанса.
Типичные ошибки при самостоятельной установке клапанов
Неправильная очистка и подготовка посадочных мест – распространённая проблема. Грязь, нагар или микрочастицы металла на седлах клапанов или в каналах ГБЦ приводят к негерметичности, прогару клапана и падению компрессии. Неполное удаление старой притирочной пасты также нарушает прилегание поверхностей.
Ошибки при установке стержней в направляющие втулки без смазки вызывают задиры и ускоренный износ. Использование неподходящих составов (например, обычной моторной смазки вместо специальной высокотемпературной) или избыточное нанесение приводит к закоксовыванию и заклиниванию.
Критические нарушения технологии
Неконтролируемая затяжка болтов коромысел или гидрокомпенсаторов: Слишком слабый момент вызывает стук и ускоренный износ, чрезмерный – деформацию компонентов и заклинивание клапана в открытом положении.
- Пренебрежение проверкой зазоров (для механических толкателей):
- Увеличенный зазор – стук, снижение фазы газораспределения.
- Слишком малый зазор – неполное закрытие клапана, перегрев.
- Путаница с фазировкой распредвала: Установка меток ГРМ со смещением даже на 1 зуб нарушает синхронизацию, что ведёт к удару клапанов о поршни или потере мощности.
| Ошибка | Последствие | Профилактика |
|---|---|---|
| Установка клапана не от своей ГБЦ | Неправильная геометрия прилегания | Маркировка деталей при разборке |
| Игнорирование замены маслосъёмных колпачков | Попадание масла в камеру сгорания | Обязательная замена даже при отсутствии видимых дефектов |
Небрежное обращение с пружинами: Установка ослабленных или деформированных пружин, перекос при монтаже, смещение тарелок. Результат – зависание клапана, детонация из-за изменения фаз.
Контроль работоспособности после замены
После установки новых клапанов запустите двигатель на холостом ходу минимум 5-10 минут, контролируя отсутствие посторонних шумов (стуков, щелчков) в области ГБЦ. Проследите за равномерностью работы мотора и стабильностью оборотов – плавающие или сниженные показатели сигнализируют о проблемах.
Обязательно выполните визуальную проверку системы на предмет утечек масла или охлаждающей жидкости в районе клапанной крышки и прокладок. Используйте диагностический сканер для считывания кодов ошибок и анализа показаний датчиков (особенно положения распредвала и кислородных).
Этапы последующей диагностики
- Тест компрессии: Замерьте компрессию в каждом цилиндре. Отклонение более 10% между цилиндрами или значения ниже паспортных данных двигателя требуют выяснения причин.
- Контроль тепловых зазоров: После первого прогрева и остывания мотора (обычно через 500-1000 км) повторно отрегулируйте зазоры в клапанном механизме согласно спецификации производителя.
- Анализ выхлопных газов: Белый или сизый дым, повышенный расход масла могут указывать на негерметичность уплотнений (маслосъемных колпачков) или нарушение прилегания тарелок клапанов.
Проведите пробную поездку, обращая внимание на динамику разгона, отзывчивость дросселя и отсутствие провалов мощности. Рекомендуется избегать экстремальных нагрузок (высокие обороты, буксировка) в первые 500-800 км пробега для окончательной приработки компонентов.
| Параметр | Норма | Признак неисправности |
|---|---|---|
| Шум при работе | Равномерный гул | Металлический стук, цоканье |
| Расход масла | В пределах паспортных значений | Увеличение расхода, сизый выхлоп |
| Компрессия | Равномерная по цилиндрам (±5%) | Разброс >10%, низкие значения |
Список источников
Выбор впускных и выпускных клапанов напрямую влияет на эффективность, мощность и долговечность двигателя. Неправильный подбор может привести к потере компрессии, прогарам, детонации или сокращению ресурса силового агрегата.
При подготовке материала использовались специализированные технические источники, включая научные публикации, техническую документацию производителей и практические руководства по модернизации ДВС. Ключевые использованные ресурсы:
- Технические каталоги и инженерные стандарты производителей клапанов (Ferrea, Del West)
- Учебники по конструкции ДВС для технических вузов
- Научные исследования по термообработке металлов SAE International
- Руководства по тюнингу двигателей от издательств Haynes и HP Books
- Протоколы испытаний материалов клапанов в экстремальных условиях
- Методические рекомендации FIA по модификации гоночных двигателей
- Технические отчеты испытательных полигонов двигателестроительных компаний
- Экспертные публикации в журналах «Автомобильная промышленность» и «Engine Builder»