Коленвал КамАЗ 740 - строение, параметры, ремонт и замена
Статья обновлена: 28.02.2026
Коленчатый вал – критически важный компонент двигателя КамАЗ 740, преобразующий возвратно-поступательное движение поршней во вращательное движение маховика.
От его исправности и точного соответствия размерам напрямую зависят мощность, ресурс и надежность силового агрегата.
В данной статье подробно рассматривается конструкция коленвала, его ключевые геометрические параметры, типовые неисправности, а также технологии ремонта и замены этого узла.
Назначение коленчатого вала в двигателе КамАЗ 740
Коленчатый вал (коленвал) в двигателе КамАЗ 740 выполняет функцию преобразования возвратно-поступательного движения поршней во вращательное движение. Эта трансформация происходит благодаря специфической кривошипно-шатунной конструкции вала, где шатунные шейки смещены относительно оси вращения.
Получаемая энергия вращения передаётся через маховик на трансмиссию транспортного средства, обеспечивая движение колёс. Одновременно коленвал приводит в действие навесные агрегаты двигателя через шестерни, шкивы или зубчатый венец, синхронизируя работу газораспределительного механизма, топливного насоса высокого давления, генератора и других систем.
Ключевые функции коленчатого вала:

- Преобразование энергии: Перевод линейного хода поршней в крутящий момент.
- Передача мощности: Передача крутящего момента через маховик на сцепление и коробку передач.
- Привод вспомогательных систем: Обеспечение работы масляного насоса, ТНВД, вентилятора и ГРМ через шестерни или ремни.
- Балансировка двигателя: Снижение вибраций за счёт противовесов и синхронизации движения деталей.
- Создание опоры: Служит основой для крепления шатунов и взаимодействует с коренными подшипниками блока цилиндров.
Результат работы: Без коленвала невозможна работа ДВС – он является центральным звеном, обеспечивающим преобразование тепловой энергии сгорания топлива в полезную механическую работу для движения автомобиля.
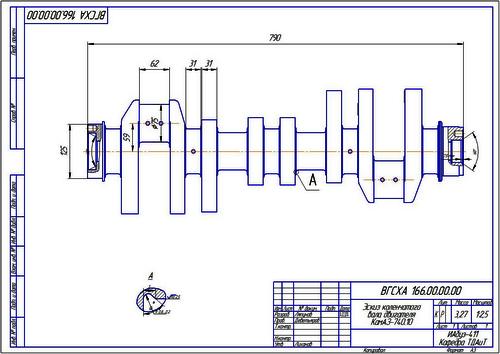
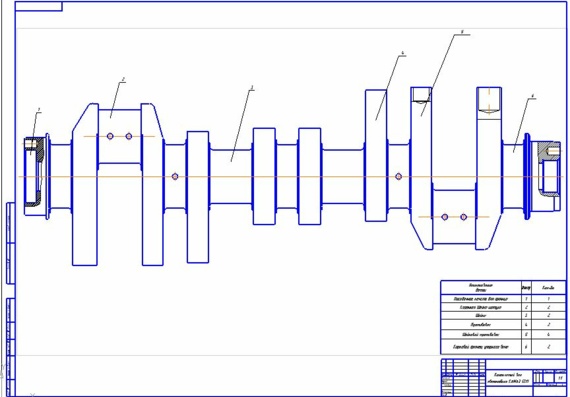
Конструкция и материалы коленвала КамАЗ 740
Коленчатый вал двигателя КамАЗ 740 представляет собой цельнокованую пятиопорную конструкцию из высокопрочной легированной стали. Он включает четыре шатунные шейки и пять коренных шеек, расположенных со смещением на 90° относительно друг друга. Специальные галтели (радиусы закругления) в местах перехода шеек к щекам минимизируют концентрацию напряжений.
Вал оснащен противовесами, откованными заодно со щеками, для балансировки и компенсации центробежных сил. На переднем конце закреплен зубчатый шкив привода ГРМ и шкив генератора, а на заднем – фланец крепления маховика. Центральный масляный канал и радиальные отверстия обеспечивают подачу масла от коренных к шатунным шейкам.
Ключевые элементы и параметры
- Материал: Сталь 50Г (ГОСТ 1050-88) с поверхностной закалкой ТВЧ шеек.
- Балансировка: Динамическая, с допустимым дисбалансом ≤70 г·см.
- Осевой фиксатор: Упорные полукольца на 4-й коренной шейке.
- Система смазки: Центральный канал Ø8 мм с выходными отверстиями Ø5 мм на шатунных шейках.
| Параметр | Значение (мм) |
|---|---|
| Диаметр коренной шейки (номинал) | 95-0,022 |
| Диаметр шатунной шейки (номинал) | 85-0,022 |
| Радиус кривошипа | 75 |
| Длина коренной шейки | 38 |
| Радиус галтели | 4,5±0,3 |
Особенности надежности: Использование стали 50Г с пределом прочности ≥800 МПа и закалка шеек на глубину 3-5 мм (твердость HRC 55-63) обеспечивают износостойкость. Галтели полируются для повышения усталостной прочности. Уплотнение заднего конца – маслосгонная резьба и сальник, переднего – сальник и маслоотражатель.
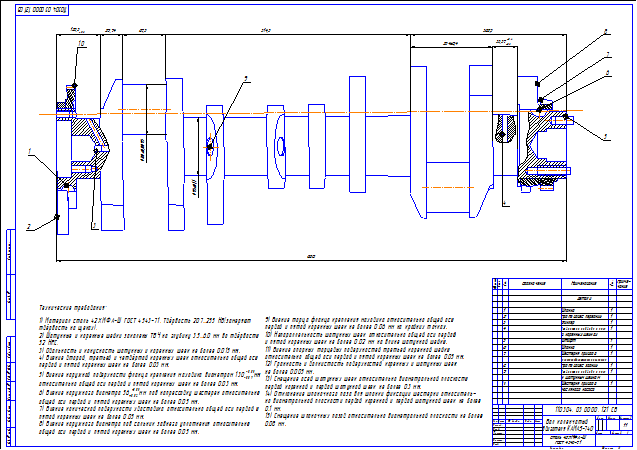
Основные размеры и посадочные места коленвала 740
Коленчатый вал двигателя КамАЗ-740 имеет 5 коренных и 4 шатунных шеек. Коренные шейки выполнены с увеличенным диаметром по сравнению с шатунными для восприятия основных нагрузок. Расположение шеек строго синхронизировано для обеспечения правильного порядка работы цилиндров (1-5-4-2-6-3-7-8) и балансировки вала.
Геометрия посадочных мест критична для правильной работы подшипников скольжения (вкладышей) и поддержания давления масляной плёнки. Все шейки имеют галтели для снижения концентрации напряжений. На переднем конце вала расположены посадочные места под шестерню привода ГРМ и шкив, на заднем – под фланец маховика.
Ключевые размеры
Диаметры шеек (номинальные):
- Коренные шейки: 102,00–102,02 мм
- Шатунные шейки: 88,00–88,02 мм
Допуски и параметры обработки:
- Овальность и конусность шеек не более 0,005 мм
- Радиус галтелей: 4,5±0,1 мм
- Смещение осей шатунных шеек относительно коренных: 76,0 мм
Посадочные места на фланцах:
| Элемент | Диаметр, мм | Посадка |
| Шестерня ГРМ | 60,00–60,02 | Плотная (с натягом) |
| Фланец маховика | 130,00–130,02 | Плотная (с натягом) |
| Шкив (носок вала) | 45,00–45,02 | Скользящая |
Осевые люфты: Осевое перемещение вала ограничивается упорными полукольцами, устанавливаемыми в 5-й опоре. Номинальный зазор составляет 0,075–0,175 мм.
Проверка технического состояния коленчатого вала
Проверка коленвала КамАЗ 740 начинается с тщательной очистки всех поверхностей, масляных каналов и резьбовых отверстий от загрязнений и остатков старого масла. Используйте металлическую щетку, ветошь и сжатый воздух, уделяя особое внимание галтелям шатунных и коренных шеек, а также масляным каналам.
После очистки проводится визуальный осмотр на наличие механических повреждений: глубоких задиров, рисок, сколов, трещин, следов перегрева (потемнение металла, цвета побежалости) и коррозии. Обязательно проверяется состояние резьб под гайки шатунных болтов и состояние шпоночных пазов.
Основные этапы контроля геометрии и состояния шеек
Геометрические параметры измеряются микрометром с точностью до 0,01 мм в двух плоскостях (вертикальной и горизонтальной) для каждой шейки, минимум в двух сечениях по длине шейки:
- Диаметр шеек: Сравнивается с номинальным размером (Коренные: 102.00–102.022 мм, Шатунные: 88.00–88.022 мм) и допустимыми пределами износа.
- Овальность: Разница между максимальным и минимальным диаметром в одном сечении. Превышение 0,03 мм требует шлифовки.
- Конусность: Разница между диаметрами в крайних сечениях одной шейки. Допуск не более 0,03 мм.
Состояние галтелей (радиусов перехода от шейки к щеке) критично для усталостной прочности. Их проверяют на отсутствие задиров, выкрашивания или следов усталостных трещин с помощью лупы. Не допускаются даже мелкие повреждения.
Контроль биения коленчатого вала выполняется при установке его крайними коренными шейками на призмы или в центры токарного станка:
- Индикатор часового типа устанавливается перпендикулярно средней коренной шейке.
- Вал проворачивается на один полный оборот.
- Максимальное отклонение стрелки индикатора не должно превышать 0,05 мм.
Проверка на наличие трещин – обязательный этап. Используются методы:
- Магнитопорошковая дефектоскопия (наиболее эффективна): Намагничивание вала и нанесение суспензии с магнитным порошком. Трещины видны как скопления частиц.
- Капиллярная дефектоскопия (контроль цветом): Нанесение пенетранта, проявителя. Трещины окрашиваются.
Особое внимание уделяют зонам у масляных отверстий, галтелям и местам перехода щек к шейкам.
| Параметр | Номинальный размер, мм | Максимально допустимый износ, мм | Требуемое действие при превышении |
|---|---|---|---|
| Диаметр коренной шейки | 102.000 - 102.022 | 101.90 | Шлифовка под ремонтный размер |
| Диаметр шатунной шейки | 88.000 - 88.022 | 87.90 | Шлифовка под ремонтный размер |
| Овальность шейки | 0.00 | 0.03 | Шлифовка |
| Конусность шейки | 0.00 | 0.03 | Шлифовка |
| Биение по средней коренной шейке | 0.00 | 0.05 | Правка или замена |
Обнаружение трещин любой длины и расположения, значительных задиров, превышение допустимых значений износа, овальности, конусности или биения является основанием для отправки коленвала на шлифовку под ремонтный размер или замену. Окончательное решение принимается после анализа всех результатов измерений и дефектоскопии.
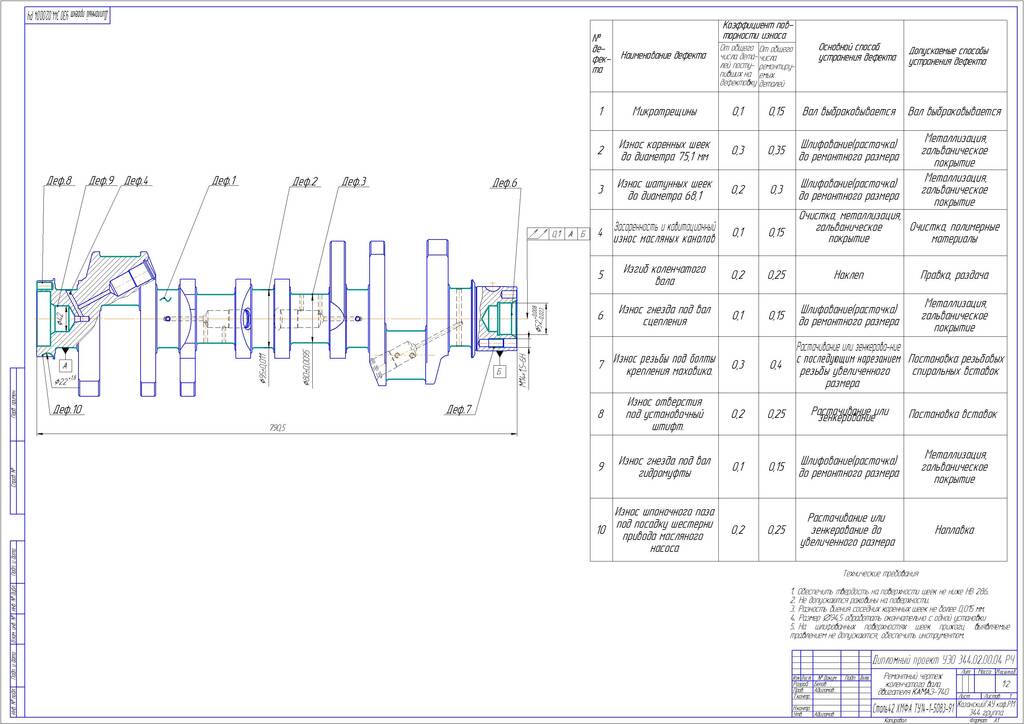
Дефекты коленвала: износ шеек, трещины, деформация
Основными дефектами коленчатого вала двигателя КамАЗ 740 являются механический износ коренных и шатунных шеек, образование усталостных трещин в галтелях и на поверхностях, а также деформация оси вала. Эти повреждения возникают под воздействием высоких циклических нагрузок, абразивного износа от загрязненного масла или нарушения режимов смазки.
Несвоевременное выявление дефектов приводит к ускоренному разрушению вкладышей, задирам на поверхностях трения, снижению давления масла в системе и критическим поломкам двигателя. Диагностика требует тщательной визуальной проверки, применения дефектоскопии и точных замеров микрометром.
Характерные виды повреждений
- Износ шеек: проявляется как конусность (до 0,03 мм), овальность (до 0,04 мм) и уменьшение номинального диаметра (допустимый износ – не более 0,05 мм на сторону). Возникает на шатунных и коренных шейках из-за абразивных частиц в масле или масляного голодания.
- Трещины: чаще образуются в зонах переходов галтелей к щекам, масляных каналов и отверстий под штифты. Допустимая длина поверхностных трещин – не более 2 мм. Глубокие радиальные трещины требуют замены вала.
- Деформация: искривление оси вала свыше 0,05 мм на длине 300 мм приводит к вибрациям и перекосу вкладышей. Проверяется установкой вала в центрах или на призмах с индикатором.
| Дефект | Метод выявления | Критическое значение |
|---|---|---|
| Овальность шеек | Замер микрометром в 2 плоскостях | > 0,04 мм |
| Трещины в галтелях | Магнитно-порошковая дефектоскопия | Глубина > 1 мм |
| Прогиб вала | Индикатор на призмах | > 0,08 мм |
Для восстановления изношенных шеек применяют шлифовку под ремонтные размеры (существуют три ремонтных размера с уменьшением диаметра на 0,25, 0,50 и 0,75 мм). После шлифовки обязательна полировка для достижения шероховатости Ra=0,16 мкм и галтелирование радиусом 3,0±0,2 мм. Валы с трещинами или деформацией свыше нормы бракуются.
Шлифовка коренных и шатунных шеек коленвала
Шлифовка коренных и шатунных шеек коленчатого вала КамАЗ 740 выполняется при износе, задирах или овальности поверхностей, превышающих допустимые пределы. Процесс заключается в снятии минимального слоя металла на специализированном шлифовальном станке для восстановления правильной геометрической формы (цилиндричности) и заданных параметров шероховатости поверхности. Эта операция требует высокой точности обработки для обеспечения соосности шеек и соблюдения межремонтных размеров.
Перед шлифовкой обязательны дефектовка вала (выявление трещин, проверка изгиба), тщательная очистка масляных каналов и промывка. После определения степени износа выбирается ремонтный размер шейки. Шлифование ведется в несколько проходов с контролем размеров после каждого этапа, финишная обработка включает полировку для достижения требуемой чистоты поверхности Ra ≤ 0,32 мкм.
Ремонтные размеры шеек (диаметры, мм):
| Рем. размер | Коренные шейки | Шатунные шейки |
|---|---|---|
| Стандарт | 94,00-0,022 | 84,00-0,022 |
| 1-й (-0,25 мм) | 93,75-0,022 | 83,75-0,022 |
| 2-й (-0,50 мм) | 93,50-0,022 | 83,50-0,022 |
| 3-й (-0,75 мм) | 93,25-0,022 | 83,25-0,022 |
| 4-й (-1,00 мм) | 93,00-0,022 | 83,00-0,022 |
Критические требования после шлифовки:
- Допустимая овальность и конусность: ≤ 0,01 мм
- Радиальное биение коренных шеек: ≤ 0,03 мм
- Радиус галтелей (R5,5±0,3 мм) не подлежит изменению
- Совпадение оси шатунных шеек с осью симметрии вала в пределах 0,35 мм
Обязательные операции после шлифовки:
- Ультразвуковая очистка масляных каналов
- Промывка под давлением с последующей продувкой сжатым воздухом
- Контроль размеров микрометром и нутромером
- Проверка на отсутствие трещин магнитопорошковым методом
Установка коленвала после шлифовки требует применения вкладышей соответствующего ремонтного размера и обязательной притирки коренных подшипников по краске. Радиальный зазор проверяется калиброванной пластмассовой проволокой (0,05-0,106 мм для коренных, 0,06-0,127 мм для шатунных шеек). Нарушение технологии шлифовки или применение неправильных ремонтных размеров приводит к ускоренному износу, задирам и выходу двигателя из строя.
Ремонтные размеры шеек коленвала КамАЗ
При износе коренных или шатунных шеек коленчатого вала двигателя КамАЗ 740, превышающем допустимые пределы, выполняется шлифовка под ремонтные размеры. Данная операция восстанавливает геометрию и шероховатость поверхности, обеспечивая необходимый зазор в подшипниках скольжения.
Ремонтные размеры шеек коленвала строго стандартизированы и имеют фиксированный шаг уменьшения диаметра. Для двигателя КамАЗ 740 предусмотрено несколько ремонтных ступеней, что позволяет выполнять шлифовку несколько раз в течение срока службы вала.
Ключевые параметры ремонтных размеров
Шаг уменьшения диаметра: Все ремонтные размеры имеют шаг 0,25 мм. Каждая последующая ступень уменьшает диаметр шейки на 0,25 мм относительно предыдущего размера.
Допустимые ступени ремонта:
- Номинальный размер: Ø85,00 мм (коренные/шатунные шейки)
- 1-й ремонт: Ø84,75 мм
- 2-й ремонт: Ø84,50 мм
- 3-й ремонт: Ø84,25 мм
- 4-й ремонт: Ø84,00 мм (максимально допустимый ремонт)
Особенности обработки:
- Шлифовка коренных и шатунных шеек выполняется одновременно на одну ступень для сохранения балансировки вала.
- Обязательно соблюдение радиусов галтелей (R4±0.5 мм) для предотвращения концентрации напряжений.
- После шлифовки требуется установка вкладышей соответствующего ремонтного размера (с маркировкой "Р" и цифрой ступени).
| Ступень ремонта | Диаметр коренных шеек (мм) | Диаметр шатунных шеек (мм) | Вкладыши |
|---|---|---|---|
| Номинальный | 85,00 -0,02 | 85,00 -0,02 | Стандарт |
| Ремонт 1 (Р1) | 84,75 -0,02 | 84,75 -0,02 | Р1 |
| Ремонт 2 (Р2) | 84,50 -0,02 | 84,50 -0,02 | Р2 |
| Ремонт 3 (Р3) | 84,25 -0,02 | 84,25 -0,02 | Р3 |
| Ремонт 4 (Р4) | 84,00 -0,02 | 84,00 -0,02 | Р4 |
Контроль после шлифовки: Проверяют овальность (не > 0,005 мм), конусность (не > 0,005 мм) и биение коренных шеек (не > 0,03 мм). Радиальное биение шатунных шеек относительно коренных не должно превышать 0,04 мм.
Ограничения: Шлифовка до размера Ø84,00 мм является предельной. Дальнейший износ или повреждения требуют замены коленвала.
Технология балансировки коленвала после ремонта
Балансировка коленчатого вала КамАЗ 740 после шлифовки шатунных и коренных шеек является обязательной операцией для предотвращения вибраций, ускоренного износа подшипников и разрушения двигателя. Дисбаланс возникает из-за неравномерного снятия металла при ремонте и замене вкладышей.
Процедура выполняется на специальных динамических балансировочных станках, где коленвал вращается с высокой скоростью, а датчики фиксируют величину и угловое положение дисбаланса. Точность балансировки для коленвалов КамАЗ 740 регламентируется производителем и обычно не должна превышать 15-30 г·см.
Этапы балансировки

- Установка вала в станок: Коленвал крепится на опорах станка через технологические втулки, имитирующие коренные подшипники. Обязательна центровка по базовым шейкам.
- Первичный запуск и замер: Вращение вала на рабочей скорости (обычно 500-1000 об/мин). Система определяет дисбаланс в каждой коррекционной плоскости (чаще всего – по щекам крайних шатунных шеек).
- Корректировка массы:
- Удаление металла: Сверление глухих отверстий в противовесах (наиболее распространенный метод).
- Добавление массы: Установка балансировочных болтов/шайб в специальные отверстия противовесов (применяется реже, если снят излишек металла).
- Контрольный запуск: Повторное вращение после коррекции для подтверждения соответствия дисбаланса допустимым нормам.
Критические требования:
- Чистота поверхности шеек перед установкой в станок.
- Использование идентичных по массе балансировочных грузов (болтов/шайб) при их установке.
- Запрещено снимать металл с щек коленвала и зон, не предназначенных для коррекции.
- Обязательная балансировка в сборе с маховиком и сцеплением (при капитальном ремонте двигателя).
| Параметр | Значение | Примечание |
|---|---|---|
| Допустимый дисбаланс | 15-30 г·см | Уточнять по тех. регламенту конкретного двигателя |
| Диаметр коррекционных отверстий | 10-18 мм | Глубина не более 15-20 мм |
| Кол-во коррекционных плоскостей | 2 | По щекам 1-й и 8-й шатунных шеек |
Последствия несоблюдения технологии: Повышенная вибрация двигателя, разрушение коренных подшипников, усталостные трещины в коленвале, износ постелей блока цилиндров, преждевременный выход двигателя из строя.
Демонтаж коленчатого вала из блока цилиндров
Перед началом демонтажа коленчатого вала необходимо полностью подготовить двигатель: снять головки цилиндров, масляный поддон, маховик, шкивы привода навесных агрегатов, шатунные и коренные крышки. Убедитесь в наличии маркировки на шатунных крышках и коренных опорах, соответствующей номеру цилиндра или порядковому положению – это критично для последующей сборки.
Тщательно очистите блок цилиндров и сопрягаемые поверхности от загрязнений и остатков масла. Проверьте состояние постелей коренных подшипников и шатунных шеек на предмет видимых повреждений (задиры, глубокие царапины, выработка). Подготовьте чистые емкости для хранения крепежных элементов и вкладышей подшипников, исключив их смешивание или потерю.
Последовательность работ
Выверните болты крепления крышек коренных подшипников в последовательности, обратной моменту затяжки (как правило, от центральных к крайним). Аккуратно снимите все крышки, запоминая их ориентацию и положение согласно нанесенным меткам. Вкладыши коренных подшипников остаются в крышках и блоке – осторожно извлеките их и разложите строго по порядку.
Поднимите коленвал за противовесы равномерно и без перекосов. Избегайте ударных нагрузок и контакта шатунных шеек с перемычками блока. При затрудненном ходе проверьте, все ли элементы, фиксирующие вал, сняты, и нет ли скрытых препятствий. Не используйте рычаги или монтажные лопатки для поддевания – это повредит поверхности.
- Установите съемник для шатунных вкладышей (при необходимости) и извлеките верхние вкладыши из шатунов и блока.
- Проверьте осевой люфт коленвала микрометром или индикатором перед окончательным подъемом – данные потребуются при сборке.
- Медленно выведите вал из картера блока цилиндров, поддерживая его по всей длине.
Внимание! Вес коленчатого вала КамАЗ 740 значителен – используйте подъемное устройство (тельфер, таль) и стропы достаточной грузоподъемности. Работу выполняйте с помощником.
| Элемент | Особенности демонтажа |
|---|---|
| Крышки коренных подшипников | Хранить строго с родными болтами. Не перепутать порядок и ориентацию! |
| Вкладыши подшипников | Сложить в пронумерованные ячейки контейнера. Не очищать абразивами. |
| Упорные полукольца | Находятся в крайней опоре (чаще 5-й или 7-й). Извлечь до подъема вала. |
После извлечения немедленно защитите шейки и поверхности вала от коррозии (обезжирить, нанести консервационную смазку). Уложите коленвал на деревянные подкладки в чистое сухое место. Проведите дефектовку посадочных мест в блоке под вкладыши, проверьте геометрию постелей.
Порядок замены коренных вкладышей коленвала
Подготовьте двигатель к разборке: снимите масляный поддон, масляный насос и шатунные крышки для доступа к коленчатому валу. Тщательно очистите наружные поверхности блока цилиндров от грязи, исключив попадание абразивных частиц в масляные каналы. Проверьте маркировку крышек коренных подшипников – они должны соответствовать порядковым номерам посадочных мест на блоке.
Аккуратно снимите коленчатый вал, предварительно ослабив крепежные болты коренных крышек в два этапа (крест-накрест). Извлеките нижние вкладыши из крышек и блоков цилиндров, сохраняя их для диагностики износа. Зачистите постели подшипников в блоке и крышках безворсовой ветошью, удалив остатки масла и металлические частицы. Контролируйте состояние шеек коленвала микрометром на предмет овальности или конусности.
Монтаж новых вкладышей
- Установите верхние вкладыши в посадочные места блока цилиндров, совместив замки с пазами. Смажьте рабочие поверхности чистым моторным маслом.
- Осторожно опустите коленвал на место, избегая смещения вкладышей. Проверьте свободное проворачивание вала руками.
- Вставьте нижние вкладыши в крышки, смажьте маслом. Установите крышки согласно нумерации (стрелки маркировки – к передней части двигателя).
Затягивайте болты коренных крышек в три приёма динамометрическим ключом с соблюдением схемы (от центра к краям):
- Предварительная затяжка: 50-70 Н·м
- Основная затяжка: 140-160 Н·м
- Доворот на угол 90°±5°
Проверьте осевой люфт коленвала щупом (допуск: 0,06-0,26 мм). При отклонениях замените упорные полукольца. Соберите двигатель в обратной последовательности, заменив масло и фильтр. Первые 10 минут работы дайте двигателю поработать на холостом ходу без нагрузки для притирки вкладышей.
Монтаж коленвала и контроль осевых зазоров

Перед установкой коленчатого вала тщательно очистите постели блока цилиндров, шатунные и коренные шейки, а также поверхности коренных крышек. Убедитесь в отсутствии задиров, рисок и следов коррозии на шейках и вкладышах. Нанесите на рабочие поверхности шатунных и коренных шеек коленвала чистый моторный масло. Вкладыши коренных и шатунных подшипников также смажьте обильно маслом перед установкой.
Аккуратно опустите коленвал в блок цилиндров, контролируя совпадение меток. Установите коренные крышки в строгом соответствии с номерами (метки должны быть направлены к передней части двигателя) и порядком расположения. Затягивайте болты крепления крышек динамометрическим ключом в несколько этапов, соблюдая схему и момент затяжки, указанные в технической документации (обычно 137–157 Н·м для КамАЗ 740). После затяжки проверьте проворачивание коленвала – оно должно быть плавным, без заеданий.
Контроль осевых зазоров
Осевой зазор коленвала регулируется полукольцами, установленными в выточке задней коренной опоры. После монтажа коленвала измерьте зазор между упорными поверхностями вала и полукольцами:
- Смонтируйте стойку индикатора на блоке цилиндров, уперев наконечник в торец коленвала.
- Сдвиньте вал до упора вперед, обнулите индикатор.
- Сдвиньте вал до упора назад и зафиксируйте показания индикатора.
Полученное значение – осевой зазор. Номинальный зазор для двигателя КамАЗ 740 составляет 0,06–0,26 мм. При выходе за пределы нормы замените упорные полукольца, подобрав комплект требуемой толщины из стандартного ряда. Толщина полуколец маркируется на их поверхности.
Типовые размеры упорных полуколец:
| Маркировка толщины | Толщина, мм |
|---|---|
| Голубой | 2,31–2,33 |
| Черный | 2,34–2,36 |
| Красный | 2,37–2,39 |
| Белый | 2,40–2,42 |
| Зеленый | 2,43–2,45 |
После регулировки зазора и окончательной затяжки всех крепежей еще раз проверьте свободное вращение коленчатого вала. Категорически запрещается запуск двигателя без подтверждения правильности монтажа и допустимых значений осевых зазоров.
Моменты затяжки крышек коренных подшипников коленвала КамАЗ 740
Затяжка крышек коренных подшипников коленчатого вала двигателя КамАЗ 740 является критически важной операцией при сборке. Несоблюдение установленных моментов затяжки приводит к катастрофическим последствиям: провороту вкладышей, задирам на шейках коленвала и шатунах, деформации постелей в блоке цилиндров и разрушению самого коленчатого вала.
Работу выполняют только с использованием исправного динамометрического ключа, предварительно проверив чистоту резьбы болтов и отверстий в блоке цилиндров, а также состояние поверхностей крышек и их постелей. Болты смазывают моторным маслом.
Этапы и значения моментов затяжки
Затяжка болтов крышек коренных подшипников производится в строгой последовательности (от центральной крышки к крайним) и в три этапа:
| Этап затяжки | Момент затяжки, Н·м (кгс·м) | Примечание |
|---|---|---|
| Первый этап (предварительный) | 80-120 (8-12) | Затяжка всех болтов в указанной последовательности |
| Второй этап (окончательный) | 180-220 (18-22) | Затяжка всех болтов в указанной последовательности |
| Третий этап (контрольный/доворот) | Доворот на угол 90°±5° | Доворот каждого болта на указанный угол от положения после второго этапа |
Обязательные требования:
- Строгое соблюдение последовательности затяжки: начинать от 4-й (центральной) крышки, затем 3-я и 5-я, потом 2-я и 6-я, завершить 1-й и 7-й крышками.
- На каждом этапе затягивают все болты последовательно по указанному порядку, переходя к следующему этапу только после завершения текущего этапа для всех крышек.
- После выполнения третьего этапа (доворота на 90°) категорически запрещается дополнительно подтягивать болты динамометрическим ключом на момент.
- После первого запуска отремонтированного двигателя необходимо дать ему поработать на холостом ходу 5-10 минут, остановить, дать остыть и обязательно проверить момент затяжки тех же болтов только на второй стадии (180-220 Н·м). Доворот (третья стадия) не повторяют.
Подбор и установка ремонтных шатунных вкладышей
Подбор ремонтных вкладышей шатунных подшипников коленчатого вала двигателя КамАЗ 740 осуществляется строго по результатам измерения диаметра шатунных шеек коленвала после его шлифовки. Коленвал подвергают механической обработке для устранения овальности, конусности и задиров, после чего шейки имеют уменьшенный диаметр. Существует четыре ремонтных размера вкладышей: 1-й ремонт (уменьшение на 0,25 мм), 2-й ремонт (на 0,50 мм), 3-й ремонт (на 0,75 мм) и 4-й ремонт (на 1,00 мм).
Замеры шеек выполняют микрометром в двух плоскостях (вертикальной и горизонтальной) и в двух сечениях по длине для точного определения конусности и овальности. Выбранный ремонтный размер вкладышей должен соответствовать фактическому диаметру отшлифованной шейки, обеспечивая проектный номинальный зазор в соединении (0,06–0,118 мм). Использование вкладышей несоответствующего размера приведёт к ускоренному износу или заклиниванию.
Процесс установки
Перед установкой новых вкладышей шатунные гнёзда в нижней головке шатуна и крышке тщательно очищают от грязи и остатков старого масла. Вкладыши аккуратно укладывают в посадочные места, следя за совпадением замков. Важно не перепутать верхние и нижние вкладыши – верхний имеет канавку для масла и масляное отверстие, совпадающее с отверстием в шатуне, нижний (устанавливается в крышку) – сплошной.
- Нанесение масла: Рабочие поверхности вкладышей обильно смазать чистым моторным маслом.
- Сборка шатуна: Установить крышку шатуна на место, совместив метки на шатуне и крышке.
- Затяжка болтов: Затянуть болты крепления крышек шатунов в два этапа:
- Предварительная затяжка моментом 70-80 Н·м (7-8 кгс·м).
- Окончательная затяжка моментом 140-160 Н·м (14-16 кгс·м) с обязательным доворотом на угол 90°±5° (угол затяжки).
- Проверка вращения: Проверить свободное вращение шатуна на шейке коленвала от усилия руки. Движение должно быть плавным, без заеданий.
- Контроль зазора: Рекомендуется проверить фактический зазор с помощью калибровочной пластиковой проволоки (напр., Plastigage).
После установки всех шатунов и перед запуском двигателя необходимо обеспечить подачу масла под давлением для формирования масляной плёнки. Правильный подбор размера и соблюдение технологии установки ремонтных вкладышей критически важны для ресурса отремонтированного коленвала и всего двигателя.
Список источников
При подготовке материалов использовались специализированные технические издания и нормативная документация, посвященные устройству и обслуживанию дизельных двигателей КамАЗ.
Основные источники включают официальные руководства, справочные пособия для автомехаников и отраслевые стандарты по ремонту грузовой автотехники.
- Официальное руководство по ремонту двигателя КамАЗ-740 (издательство "Камский автомобильный завод")
- Технические условия ГОСТ Р 53638-2009 "Валы коленчатые двигателей. Общие технические условия"
- Учебное пособие "Устройство и ремонт автомобилей КамАЗ" (авторы Ю.И. Боровских, В.М. Кленников)
- Справочник "Двигатели КамАЗ: техническое обслуживание и ремонт" (издательство "Транспорт")
- Ремонтные нормативы РД-200-КамАЗ-740-2018 "Двигатели КамАЗ-740. Технология капитального ремонта"
- Методические рекомендации НИИ автотранспорта "Диагностика коленчатых валов дизельных двигателей"
- Каталог запасных частей двигателя КамАЗ-740 (официальное издание ПАО "КАМАЗ")