Приемная труба глушителя - конструкция и параметры
Статья обновлена: 28.02.2026
Приемная труба (паук коллектор) – ключевой компонент выпускной системы автомобиля, напрямую соединяющий двигатель с глушителем.
Назначение элемента – эффективный отвод отработанных газов из цилиндров, гашение первичных ударных волн выхлопа и снижение сопротивления потоку.
Конструктивная особенность – термостойкая сталь или сплавы, работающие под экстремальными нагрузками при температурах до +900°C.
Геометрия и сечение напрямую влияют на КПД двигателя, шумоподавление и соответствие экологическим нормам.
Основное назначение приемной трубы
Главная функция приемной трубы глушителя – соединение выпускного коллектора двигателя с остальной системой выхлопа. Она является первичным каналом, через который горячие отработанные газы (температурой до 900°C) и звуковые волны выводятся из цилиндров. Без этого элемента невозможна корректная работа выпускного тракта.
Конструктивно труба проектируется для решения трех ключевых задач: гасить пиковые ударные нагрузки от пульсаций выхлопа через виброкомпенсаторы, минимизировать резонансные колебания двигателя и обеспечивать плавный переход потока газов в катализатор или резонатор. Ее геометрия (диаметр, изгибы) напрямую влияет на противодавление в системе.
- Отвод газов: Перенаправляет продукты сгорания топлива в каталитический нейтрализатор.
- Первичное снижение шума: Поглощает высокочастотные акустические импульсы благодаря структурным демпферам и материалам.
- Защита узлов: Снижает тепловую нагрузку на двигатель и коробку передач за счет теплоотвода.
| Параметр | Влияние на работу |
| Внутренний диаметр | Узкий – улучшает тягу на низких оборотах Широкий – повышает мощность на высоких оборотах |
| Конфигурация изгибов | Прямая – снижает сопротивление Сложная – усиливает шумоподавление |
Критически важно сохранять целостность трубы: трещины или прогары нарушают герметичность, приводя к проникновению выхлопа в салон, снижению мощности двигателя и увеличению токсичности.
Дополнительно усиливает эффективность каталитической очистки за счет поддержания требуемой температуры потока газов на входе в нейтрализатор.
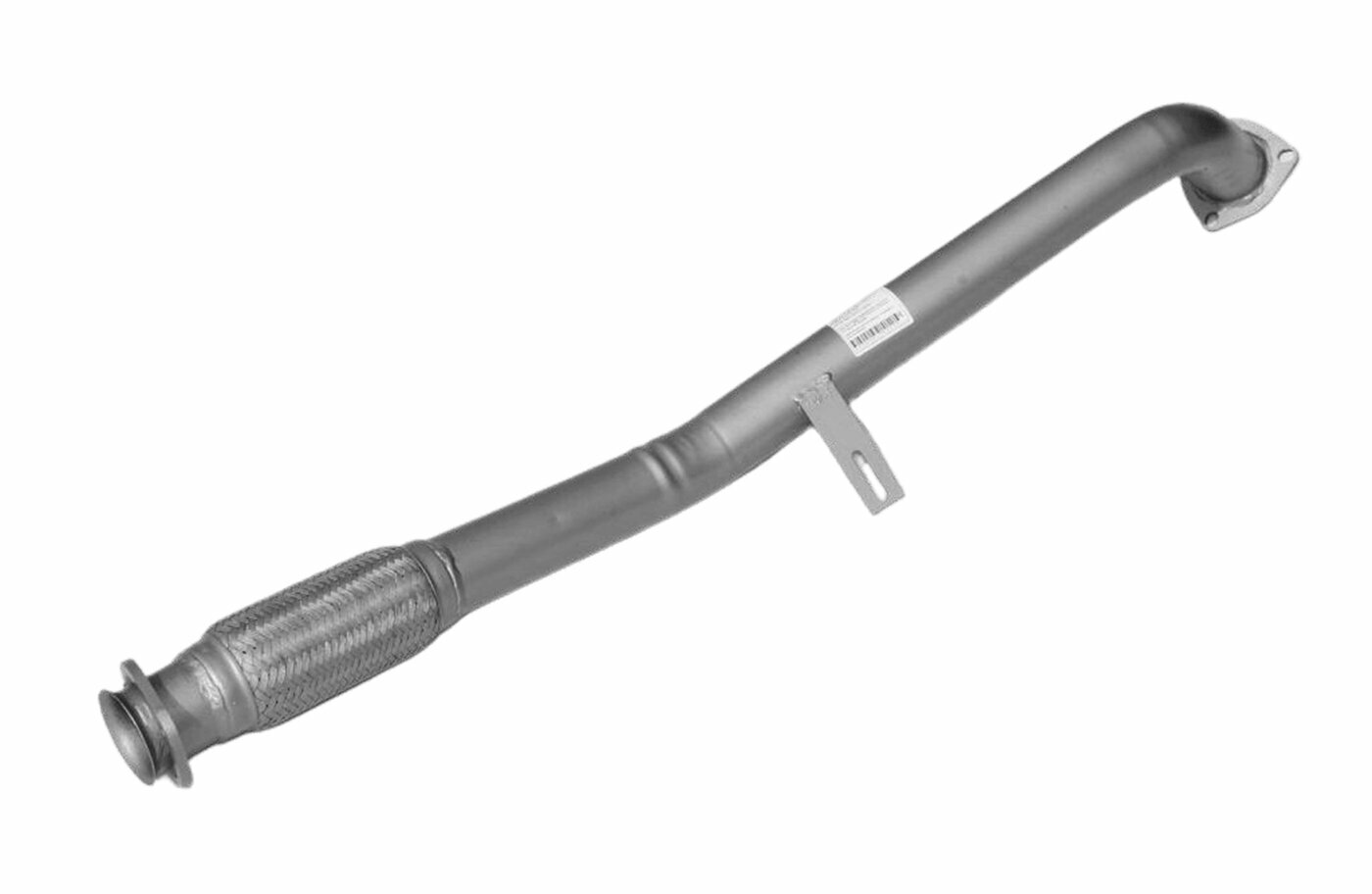
Конструкция и схема устройства
Приемная труба глушителя представляет собой металлический патрубок, напрямую соединённый с выпускным коллектором двигателя. Основная конструкция включает прямой или гнутый канал из жаропрочной стали (чаще всего AISI 409 или AISI 304), рассчитанный на температуру до 900°С. Толщина стенки обычно составляет 1.5-2 мм, а форма изделия адаптирована под подкапотное пространство конкретной модели авто. Ключевой особенностью является наличие фланца для герметичного крепления к коллектору и патрубка для соединения с последующими секциями глушителя.
Внутреннее устройство часто содержит перфорированные секции или камеры расширения, выполняющие первичное подавление звуковых волн. Для компенсации вибраций между блоком цилиндров и кузовом в конструкцию интегрируется сильфон (гофрированный участок) из нержавеющей стали. Схема монтажа подразумевает три типовых узла соединений: катализатор (при наличии), резонатор и основной корпус глушителя. Герметичность стыков обеспечивается термостойкими прокладками и хомутами, а крепление к кузову осуществляется через резиновые подвесы.
Используемые материалы для изготовления

Основным материалом для производства приемных труб глушителя выступает нержавеющая сталь (марки AISI 304, 409 или 439). Она сочетает высокую термостойкость (выдерживает до 900°C) с исключительной коррозионной устойчивостью благодаря хромоникелевому составу. Альтернативой служит алюминизированная сталь, где углеродистую основу покрывает алюминиево-кремниевый сплав – такой слой создает барьер против ржавчины при умеренной стоимости.
В бюджетных системах применяется обычная углеродистая сталь с жаростойким лакокрасочным покрытием, но срок службы таких труб ограничен. Для гибких гофрированных участков используются специальные сплавы с добавлением никеля и хрома, обеспечивающие пластичность при сохранении прочности. Клепаные и сварные соединения изготавливают из жаропрочных сплавов, идентичных материалу основной трубы.
Ключевые требования к материалам:
- Сопротивление коррозии от воды, солей и выхлопных газов
- Устойчивость к циклическим термодеформациям
- Механическая прочность при вибрационных нагрузках
- Герметичность соединений в диапазоне температур от -50°C до +1100°C
Принцип работы приемной трубы
Приемная труба подсоединяется напрямую к выпускным каналам двигателя, принимая горячие отработавшие газы после окончания рабочего такта цилиндров. Она рассчитана на экстремальные температурные нагрузки (до 900°C) и высокое давление выхлопных газов в момент открытия клапанов.
Конструкция трубы обеспечивает объединение потоков выхлопа из отдельных цилиндров в единый канал. Следом за фронтом горячих газов создаётся волна разрежения, которая способствует эффективной продувке камер сгорания. Геометрия трубных колен оптимизируется для снижения гидравлического сопротивления и формирования управляемых газодинамических процессов.
Функциональные особенности процесса

- Фазированный отвод газов - синхронизация импульсов выпуска для минимизации противодавления
- Инерционный наддув - использование энергии отработавших газов для улучшения наполнения цилиндров
- Дозированное охлаждение потока перед поступлением в катализатор
- Гашение первичных акустических волн за счёт резонансной камеры (в некоторых конструкциях)
Различие труб для бензиновых и дизельных ДВС
Основная разница обусловлена особенностями рабочего цикла двигателей: в бензиновых ДВС выхлопные газы имеют более высокую температуру (до 700°C), но меньшее давление, тогда как у дизелей ниже температура (до 500°C), но критично высокое давление и частые пульсации из-за воспламенения от сжатия.
Конструктивно дизельные приемные трубы всегда усилены из-за экстремальных нагрузок – их изготавливают из толстостенной легированной стали с двойными сварными швами и дополняют демпферами вибрации. Для бензиновых моторов применяют более тонкие трубы из нержавеющей стали или алюминизированной стали, так как требования к устойчивости ниже.
| Параметр | Бензиновые ДВС | Дизельные ДВС |
|---|---|---|
| Материал | Алюминизированная/нержавеющая сталь (толщина 1.2-1.5 мм) | Легированная сталь (толщина 1.5-2.5 мм), усиленные сплавы |
| Термостойкость | До 700°C | До 500°C, но с запасом по прочности |
| Обработка давления | Балансировка потока | Гасители пульсаций, армированные фланцы |
| Компоновка | Упрощенная геометрия | Изогнутые формы с бандажными хомутами |
Дизельные системы также часто интегрируют сажевые фильтры (DPF), что утяжеляет конструкцию и требует строгого контроля герметичности. Ревизионные люки для датчиков EGT/лямбда-зондов на дизелях обязательны для всех современных экологических стандартов.
Размеры и конфигурация труб: влияние на характеристики

Диаметр приемной трубы напрямую влияет на пропускную способность выхлопной системы. Увеличение сечения снижает сопротивление потоку газов, что улучшает вентиляцию цилиндров и повышает мощность двигателя на высоких оборотах. Однако чрезмерно большой диаметр приводит к падению скорости потока, ухудшая продувку цилиндров на низких оборотах и снижая эффективность работы глушителя.
Конфигурация изгибов и форма сечения определяют динамические характеристики выхлопа. Плавные радиусы изгибов минимизируют турбулентность и потери давления, тогда как резкие углы создают участки обратного потока. Применение труб овального сечения уменьшает высотные габариты системы, но создаёт неравномерное распределение газовых потоков, повышая локальное сопротивление.
Ключевые закономерности:
| Параметр | Эффект при увеличении |
|---|---|
| Длина трубы | Смещение зоны максимальной производительности в диапазон низких оборотов |
| Число изгибов | Рост акустического сопротивления и потери мощности |
| Толщина стенки | Ухудшение демпфирования вибраций при снижении веса |
- Баланс параметров: Оптимальный диаметр подбирается в зависимости от рабочего объёма двигателя и целевых оборотов
- Материальное исполнение: Нержавеющая сталь сохраняет геометрию при термонагрузках, алюминированная – снижает коррозию
- Конструкционные решения: Раздельные каналы для каждого цилиндра предотвращают интерференцию выхлопных импульсов
Методы соединения с выпускным коллектором

Качество соединения приемной трубы с выпускным коллектором напрямую влияет на герметичность выхлопной системы, виброустойчивость и эффективность отвода газов. Неправильный монтаж вызывает утечки отработавших газов, повышение шума, вибрации кузова и может привести к попаданию токсичных веществ в салон.
Основные методы крепления включают три технологических решения, каждое из которых обладает специфическими особенностями монтажа и эксплуатационными характеристиками. Выбор оптимального варианта зависит от конструкции двигателя, температурных нагрузок и требований к ремонтопригодности.
Типы соединений
- Фланцевое соединение: Наиболее распространенный тип, где фланец коллектора стягивается с фланцем приемной трубы болтами через термостойкую графитовую или металлическую прокладку. Обеспечивает высокую надежность и простоту демонтажа.
- Раструбное соединение: Труба вставляется в раструб коллектора с зазором 0.3-0.5 мм и фиксируется V-образным хомутом. Компенсирует тепловое расширение, но требует периодической подтяжки крепежа из-за возможной усадки уплотнительного кольца.
- Сварной шов: Применяется в неразборных системах или тюнинговых решениях. Обеспечивает максимальную герметичность, но исключает демонтаж без разрушения соединения и чувствителен к вибрационным нагрузкам.
| Критерий | Фланец | Раструб | Сварка |
| Ремонтопригодность | Легкий демонтаж | Требует замены колец | Разрушение при демонтаже |
| Вибрационная стойкость | Высокая | Средняя | Высокая |
| Тепловая компенсация | Ограниченная | Оптимальная | Минимальная |
Для обеспечения долговечности соединения производители используют комбинированные решения: сварные швы дополняют компенсаторами гофрированного типа, а фланцы – сферическими шарнирами, поглощающими колебания двигателя. Обязательна обработка болтовых соединений термостойкой смазкой для предотвращения прикипания резьбы.
Основные причины поломок приёмной трубы
Эксплуатационные нагрузки постоянно воздействуют на приёмную трубу глушителя, приводя к механическим повреждениям. Вибрация двигателя, удары о дорожные препятствия и резкие перепады температур формируют усталостные напряжения в металле.
Агрессивная химическая среда ускоряет разрушение материала. Конденсат, смешиваясь с серой и хлоридами от дорожных реагентов, провоцирует интенсивную электрохимическую коррозию. Точечные поражения в зонах сварных швов быстро разрастаются в сквозные отверстия.
Ключевые факторы повреждений:
- Коррозия внешняя: Воздействие влаги, реагентов и солей
- Коррозия внутренняя: Скопление конденсата с кислотными компонентами выхлопных газов
- Деформации: Удары о грунт при езде по бездорожью или наезд на препятствие
- Усталость металла: Постоянные вибрации от двигателя и изгибающие нагрузки трубопровода
- Низкокачественные материалы: Использование тонкостенных или дешёвых сплавов при производстве
| Следствие: | Прогары | Трещины | Разгерметизация |
| Причина: | Локальный перегрев | Циклические нагрузки | Отрыв патрубков |
Влияние трещин и прогаров на работу двигателя
Трещины в корпусе или сварных швах приемной трубы нарушают герметичность выпускной системы. Это приводит к утечкам отработавших газов до их попадания в глушитель, что снижает эффективность отвода выхлопа и создает хаотичные завихрения газового потока. В результате двигатель теряет мощность из-за повышения обратного давления, увеличивается расход топлива, а электронный блок управления (ЭБУ) получает некорректные показания от кислородного датчика, расположенного рядом с приемной трубой, что провоцирует сбои в формировании топливовоздушной смеси.
Прогары (локальные прогарные отверстия) возникают из-за термоусталости металла, контакта с горючими материалами или экстремальных температур. Они вызывают громкий рокот в выпускной системе, а главное – втягивание холодного воздуха извне при сбросе оборотов двигателя. Кислород из этого воздуха попадает в выпускной коллектор, где его фиксирует кислородный датчик. ЭБУ ошибочно обогащает смесь, считая, что она слишком бедная, что ведет к повышенному расходу топлива, закоксовыванию поршневых колец и каталитического нейтрализатора.
Ключевые последствия для двигателя
- Падение мощности из-за нарушения газодинамики выпуска;
- Перерасход топлива из-за некорректных показаний лямбда-зонда;
- Перегрев элементов выпуска – утечки горячих газов повреждают электропроводку, пластиковые детали;
- Разрушение катализатора – избыток несгоревшего топлива догорает в нейтрализаторе, расплавляя его соты;
- Отказ датчиков – постоянный перегрев сокращает срок службы кислородных датчиков.
Признаки проблем с приемной трубой глушителя
Повышенный шум выхлопа – основной симптом неисправности. Громкое грохотание, дребезжание или "рычание" особенно заметно на низких оборотах при старте или ускорении. Звук часто локализуется в передней части выхлопной системы.
Вибрация кузова или рулевого колеса появляется из-за нарушения баланса выхлопных газов и механических повреждений. Утечки отработавших газов создают характерный шипящий или "трещащий" звук, сопровождаемый запахом выхлопа в салоне, особенно при прогреве авто или работе на холостом ходу.
- Снижение мощности двигателя: трещины или пробои создают неправильное сопротивление выпускным газам.
- Дребезжание под днищем: при тряске или переезде препятствий из-за обрыва креплений или коррозии подвесов.
- Видимые повреждения: сквозная коррозия, вмятины, следы копоти вокруг стыков или сварных швов.
- Увеличенный расход топлива из-за нарушенного сопротивления потоку газов.
Алгоритм замены изношенной приёмной трубы
Обеспечьте безопасность: заглушите двигатель и наденьте защитные очки с перчатками. Зафиксируйте автомобиль на эстакаде/подъемнике, примените противооткатные упоры и снимите минусовую клемму АКБ. Дайте выпускной системе остыть до комнатной температуры во избежание ожогов.
Демонтируйте старый компонент: обработайте крепежные соединения (гайки, болты) проникающей смазкой. Отсоедините приемную трубу от выпускного коллектора и катализатора/резонатора, аккуратно сбивая прикипевшие элементы. Освободите все кронштейны крепления к кузову, отсоедините кислородный датчик при его наличии.
Этапы установки

- Очистите посадочные фланцы коллектора и резонатора металлической щёткой.
- Нанесите термостойкую графитовую смазку на новые болты/шпильки.
- Установите новую прокладку между приёмной трубой и коллектором.
- Совместите трубу с крепёжными точками и заведите болты без докрутки.
- Равномерно затяните соединения крест-накрест динамометрическим ключом (согласно спецификации производителя).
- Верните на место датчик кислорода и зафиксируйте хомуты кронштейнов кузова.
Контроль после монтажа:
- Проверьте отсутствие контакта трубы с кузовными элементами
- Запустите двигатель и осмотрите соединения на предмет выхлопных газов
- Проконтролируйте показания датчика кислорода через диагностический сканер
Ремонт против замены: целесообразность и методы
При повреждении приемной трубы глушителя (трещины, прогар, коррозия) вопрос ремонта или замены решается на основе оценки типа дефекта, расположения повреждения и экономической целесообразности. Точечная сварка или аргонодуговая сварка применимы для локальных трещин на прямых участках, особенно если труба изготовлена из обычной стали. Однако ремонт сложнорельефных участков или зон с высокими термическими нагрузками (возле выпускного коллектора) часто ненадежен из-за риска повторного разрушения под вибрацией и перепадами температур.
Полная замена рекомендована при сквозной коррозии, множественных трещиках, деформации трубы либо если материал детали – алюминизированная/нержавеющая сталь (требует спецоборудования для качественной сварки). Стоимость новой трубы сопоставима с трудоемким ремоном, а гарантирует долговечность и сохранение заводских параметров выхлопной системы. Для временного ремонта используют термостойкие герметики или бандажи, но это экстренная мера, влияющая на герметичность и экологичность выхлопа.
Критерии выбора решения
- Ремонтировать:
- Единичные поверхностные трещины вне зон высокого давления
- Низкая стоимость запчасти при сложном демонтаже
- Возможность качественной зачистки и провара шва
- Менять:
- Коррозия >30% толщины металла, сквозные отверстия
- Деформации трубы, нарушающие геометрию системы
- Детали из спецсталей (нержавейка, алюминированная)
- Высокий риск отколовшихся фрагментов (повреждение катализатора)
Важно: После любого ремонта обязательна проверка герметичности соединений и отсутствия контакта с кузовом – вибрации ускоряют износ.
Повышение эффективности и производительности приемной трубы глушителя
Оптимизация геометрии внутренних каналов снижает сопротивление выхлопных газов. Применение эффекта Вентури в сужающихся участках ускоряет поток, предотвращая обратное давление и улучшая продувку цилиндров. Полировка внутренних поверхностей уменьшает турбулентность и налипание сажевых отложений.
Выбор термостойких сплавов (нержавеющая сталь AISI 409/304, инконель) повышает долговечность под воздействием высоких температур и агрессивных химических соединений. Использование двухслойных конструкций с воздушной прослойкой снижает теплоотдачу в подкапотное пространство, что сохраняет энергию выхлопа для турбин.
Ключевые методы модернизации

- Переход на бесшовные трубы: исключение сварных швов повышает прочность и герметичность.
- Применение керамических покрытий: термобарьерный слой снижает температуру металла на 15-20%.
- Динамическое согласование диаметра: подбор сечения под рабочие обороты двигателя (узкие трубы для низких, широкие – для высоких).
| Параметр | Сток | Апгрейд | Эффект |
|---|---|---|---|
| Диаметр (мм) | 50-60 | 45-55 / 65-70 | Оптимизация газовой скорости |
| Толщина стенки (мм) | 1.0-1.5 | 0.8 (двухслойная) | Снижение веса + теплоизоляция |
| Материал | Углеродистая сталь | AISI 304/Inconel | Устойчивость к коррозии до 1000°C |
- Интеграция вихревых генераторов для стабилизации потока перед турбонагнетателем.
- Внедрение активных систем – электрорегулируемые заслонки оперативно адаптируют сечение под режим работы двигателя.
- Использование технологии лазерной резки при производстве: точная калибровка фасок для сочленения компонентов.
Список источников
При подготовке материалов о конструкции и функциях приемной трубы глушителя использовались специализированные технические источники, обеспечивающие достоверность представленных данных. Основное внимание уделялось подтвержденным инженерным характеристикам и принципам работы выхлопных систем современных транспортных средств.
Для углубленного изучения темы рекомендуется ознакомиться с профильными публикациями ведущих автомобильных издательств, официальной технической документацией производителей компонентов выхлопных систем, а также образовательными материалами для инженеров-механиков. Ниже приведен перечень ключевых ресурсов.
Технические и научные материалы
- Головнев В.Ф. Конструкция и расчет автомобильных двигателей - Учебник для вузов
- Heywood J.B. Internal Combustion Engine Fundamentals - McGraw-Hill Education
- Журнал "Автомобильная промышленность" - Аналитические статьи о системах выпуска отработавших газов
- Техническая документация производителей выхлопных систем: Tenneco, Bosal, MagnaFlow, Eberspächer
- Патентные описания на улучшенные конструкции приемных труб глушителей
- Материалы конференций SAE International по автомобильным выхлопным системам
- ГОСТ и международные стандарты ISO по контролю выбросов и шума транспортных средств