Рулевая рейка ВАЗ 2108 - технологии изготовления, конструкция, уход
Статья обновлена: 01.03.2026
Рулевая рейка 2108 – критически важный компонент системы управления автомобилями ВАЗ классической серии.
В данной статье детально рассмотрены современные подходы к ее производству, инновационные решения в дизайне и актуальные методы эффективного технического обслуживания.
Обработка зубчатой рейки на ЧПУ-станках
Точное фрезерование зубчатого профиля выполняется многоосевыми ЧПУ-центрами с применением твердосплавных концевых фрез. Современные станки обеспечивают пятикоординатное перемещение инструмента, что позволяет формировать сложную геометрию зуба за один установ заготовки. Автоматическая компенсация температурных деформаций и износа инструмента гарантирует стабильность размеров на всей длине рейки.
Использование CAD/CAM систем обеспечивает полный цикл обработки: от 3D-моделирования до генерации управляющих программ. Виртуальное тестирование технологического процесса исключает ошибки на производстве. Системы лазерного контроля в реальном времени корректируют траекторию фрезы при отклонениях свыше 5 микрон, обеспечивая класс точности DIN 6-7.
Ключевые технологические преимущества:
- Формирование модифицированного профиля зуба для снижения шума
- Однопроходная обработка канавок и зубьев сложной формы
- Автоматическая смена инструмента без остановки станка
- Параметрическое программирование для быстрой переналадки
| Этап обработки | Оборудование | Точность позиционирования |
|---|---|---|
| Черновая обработка | Горизонтальные фрезерные центры | ±0.05 мм |
| Чистовая фрезеровка | 5-осевые станки с ЧПУ | ±0.01 мм |
| Финишная доводка | Координатно-шлифовальные станки | ±0.002 мм |
После механической обработки обязательна холодная доводка для снятия микронеровностей. Современные производственные линии включают роботизированные участки мойки и ультразвукового контроля. Внедрение цифровых двойников позволяет прогнозировать ресурс рейки на этапе проектирования.
Антикоррозийные покрытия металлических деталей
Коррозия металлических компонентов рулевой рейки 2108 – критический фактор, влияющий на её долговечность и безопасность. Воздействие влаги, реагентов и механических повреждений ускоряет окисление, приводящее к заклиниванию механизма, люфтам и утечкам гидравлической жидкости. Без эффективной защиты ресурс детали сокращается в разы.
Современные технологии производства используют многослойные покрытия, сочетающие электрохимические и барьерные методы. Основная задача – не только изолировать сталь от агрессивной среды, но и обеспечить устойчивость к истиранию, вибрациям и перепадам температур, характерным для подвески автомобиля.
Технологии и материалы покрытий
- Гальваническое цинкование: базовый слой толщиной 10–20 мкм, создающий электрохимическую защиту. Обработка пассивацией хроматами усиливает стойкость к солям.
- Катодное электрофорезное грунтование (KTL): проникает в сложные полости рейки, формируя равномерный изолирующий слой с адгезией >20 МПа.
- Полимерные покрытия: эпоксидно-полиамидные порошковые краски, наносимые поверх грунта. Выдерживают ударные нагрузки до 50 Дж и температуру -40°C...+120°C.
| Метод | Толщина слоя | Срок защиты* |
| Цинкование | 15±3 мкм | 5–7 лет |
| KTL + полимер | 60±10 мкм | 10+ лет |
*в умеренном климате без прямого контакта с реагентами
При техобслуживании категорически запрещается зачистка корпуса рейки абразивами или жёсткими щётками. Для локального ремонта повреждённых участков применяют цинк-наполненные аэрозоли (например, Zink Spray) с последующей герметизацией эпоксидным компаундом. Ревизию проводят каждые 30 000 км, уделяя внимание крепёжным точкам и сальникам.
Инновацией является использование нанокомпозитных покрытий на основе графена, повышающих износостойкость на 40% и сокращающих толщину слоя до 30 мкм. Такие решения уже внедряются в премиум-сегменте, но пока не массовы для моделей типа 2108.
Применение полимерных композитов в опорных втулках
Полимерные композиты в опорных втулках рулевой рейки 2108 заменяют традиционные металлические элементы, обеспечивая демпфирование вибраций и снижение шумов при работе механизма. Современные материалы на основе полиамида, армированного стекловолокном или углеродным наполнителем, формируют структуру с программируемыми свойствами: повышенной износостойкостью в зоне контакта с рейкой и эластичностью в областях восприятия ударных нагрузок.
Технология литья под давлением позволяет создавать втулки с интегрированными каналами для смазки и микропорами, удерживающими консистентные материалы. Геометрия деталей оптимизирована под термомеханические деформации: при нагреве до 120°C композит расширяется синхронно с металлическими компонентами рейки, исключая заклинивание. Конструктивно втулки выполняются разборными для упрощения монтажа на сборочной линии.
Эксплуатационные преимущества

Ключевые отличия от устаревших бронзовых аналогов:
- Автономная смазка: композиты с включением дисульфида молибдена не требуют обслуживания 60-80 тыс. км
- Адаптивная жесткость: переменная плотность материала гасит резонансные колебания на скоростях свыше 100 км/ч
- Коррозионная инертность: устойчивость к реагентам и влаге исключает электрохимическую деградацию
| Параметр | Полимерный композит | Бронзовая втулка |
|---|---|---|
| Коэффициент трения | 0,02-0,08 | 0,15-0,20 |
| Предельная нагрузка (кгс/см²) | 320 | 250 |
| Ресурс при агрессивной среде | 120 000 км | 45 000 км |
Диагностика износа требует контроля люфта рулевого вала: превышение 0,5 мм указывает на необходимость замены втулок. При установке запрещается ударная запрессовка – термомонтаж с нагревом до 70°C обеспечивает равномерную усадку. Герметичность пыльников проверяется каждые 20 000 км для предотвращения абразивного повреждения композита.
Технология термообработки зубьев шестерни
Ключевым этапом производства шестерни рулевой рейки 2108 является термическая обработка зубчатого венца, обеспечивающая требуемую твердость поверхности при сохранении вязкой сердцевины. Современные методы заменяют традиционную объемную закалку на локальные технологии, такие как высокочастотная индукционная закалка (ТВЧ) и лазерное упрочнение. Это минимизирует деформации детали и позволяет точно контролировать глубину закаленного слоя.
Для ТВЧ-обработки зубья последовательно нагреваются индуктором до температуры 850-900°С с последующим интенсивным охлаждением водно-полимерной эмульсией. Глубина упрочненного слоя варьируется от 1.5 до 3 мм в зависимости от нагрузочных характеристик узла. Критически важным параметром является формирование мартенситной структуры с твердостью 55-62 HRC на рабочих поверхностях зубьев при сохранении твердости сердцевины на уровне 30-35 HRC.
Контроль и обеспечение качества
Каждая партия шестерен подвергается обязательным испытаниям:
- Твердомерный контроль по контуру зуба в 3-х точках
- Микроструктурный анализ на отсутствие пережога и закалочных трещин
- Измерение глубины упрочненного слоя методом микрошлифов
| Параметр | Требование | Метод контроля |
|---|---|---|
| Твердость поверхности | 55-62 HRC | Твердомер Роквелла |
| Глубина слоя | 1.8±0.3 мм | Микроскопия с травлением |
| Твердость сердцевины | 28-35 HRC | Измерение на торце детали |
Для продления ресурса термообработанных шестерен в сервисе обязательна регламентная замена рабочей жидкости ГУР каждые 60 тыс. км. При появлении задиров на зубьях или характерного гула при повороте руля требуется немедленная диагностика рейки. Категорически запрещено использование несертифицированных присадок, изменяющих трение в зацеплении.
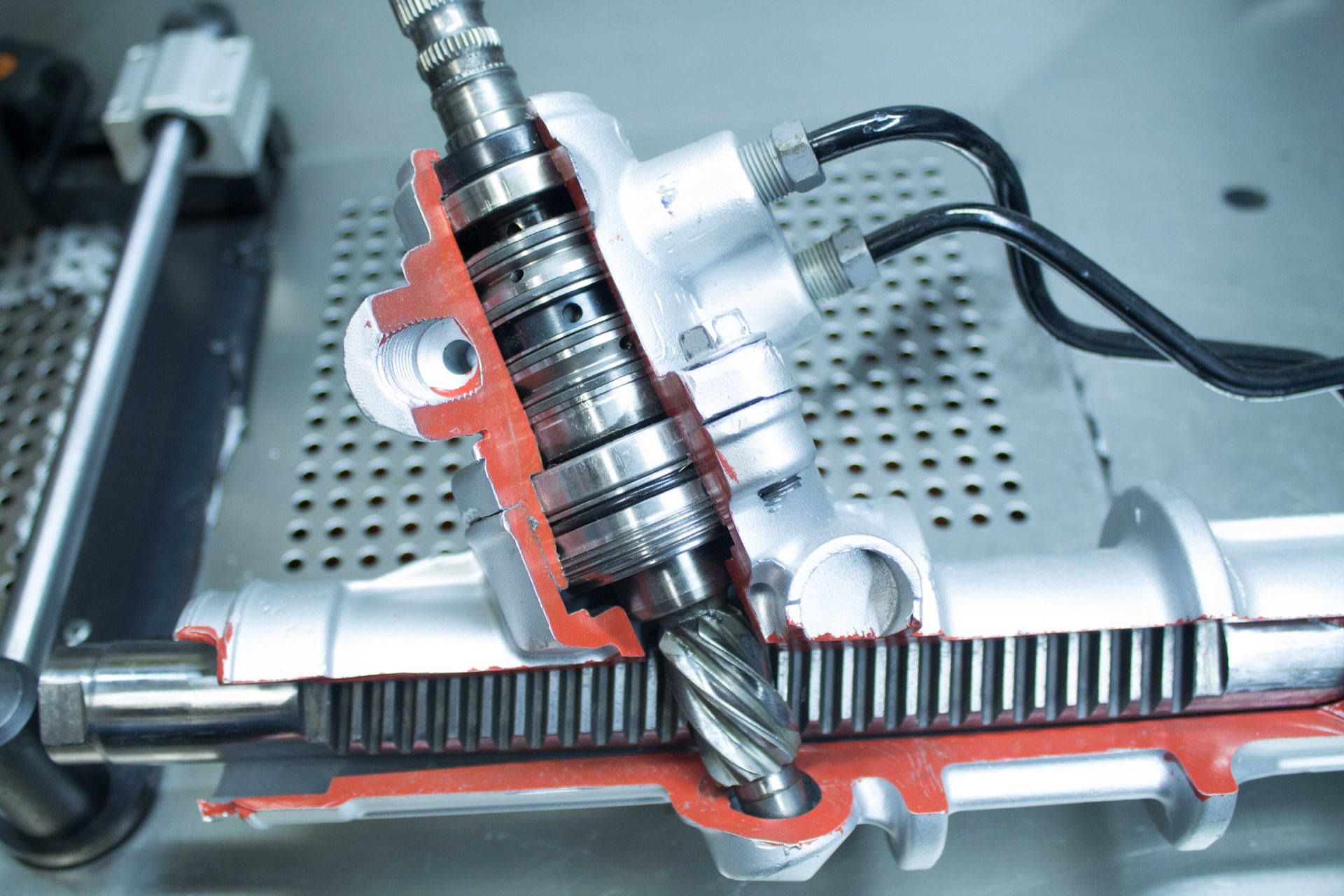
Конструкция двухвального механизма редуктора
Двухвальный редуктор рулевой рейки ВАЗ 2108 включает ведущий (первичный) и ведомый (вторичный) валы, обеспечивающие преобразование вращательного усилия рулевой колонки в линейное перемещение рейки. Ведущий вал соединён с карданным шарниром рулевого вала, а ведомый интегрирован с зубчатым сектором, входящим в зацепление с зубьями рейки. Оба вала монтируются в алюминиевом корпусе на конических роликовых подшипниках, минимизирующих люфт и снижающих трение.
Ключевым элементом является винтово-роликовый механизм: на ведущем валу выполнена винтовая канавка, взаимодействующая с роликом на ведомом валу через сепаратор. Такая схема обеспечивает плавность хода и снижает усилие на руле. Герметичность узла поддерживается сальниками и резиновыми манжетами, а регулировка зацепления осуществляется эксцентриковой втулкой ведомого вала и контргайкой, позволяющей компенсировать износ зубьев.
Ключевые элементы конструкции
- Ведущий вал – стальной кованый элемент с винтовой канавкой и шлицевым соединением для кардана.
- Ведомый вал – интегрирует зубчатый сектор и роликовый механизм с игольчатым подшипником.
- Сепаратор ролика – прецизионная деталь из закалённой стали, распределяющая нагрузку между винтом и роликом.
- Регулировочный узел – эксцентриковая втулка с контргайкой для настройки зазора рейки.
Характеристики материалов компонентов:
| Деталь | Материал | Технология обработки |
|---|---|---|
| Валы | Сталь 20ХГНМ | Цементация, закалка ТВЧ |
| Ролик | Сталь ШХ15 | Шлифовка с точностью 5 мкм |
| Корпус | Алюминий АЛ9 | Литьё под давлением |
Система интеграции гидроусилителя руля
Конструкция интегрированного ГУР для рейки 2108 объединяет насос, золотниковый распределитель и силовой цилиндр в единый компактный блок, закреплённый непосредственно на картере рулевого механизма. Это снижает количество гидравлических магистралей и упрощает компоновку подкапотного пространства, одновременно повышая жёсткость всей системы. Давление жидкости до 80 бар создаётся лопастным насосом с ременным приводом от коленвала, а золотниковый механизм мгновенно реагирует на усилие на рулевой колонке.
Гидравлический контур использует специальную минеральную жидкость ATF, циркулирующую по замкнутому контуру: бачок → насос → распределитель → силовой цилиндр → охладитель → бачок. Система оснащена предохранительным клапаном для защиты от перегрузок и встроенным фильтром тонкой очистки в заборной магистрали. Эффективность усиления регулируется калибровкой сечения каналов распределителя и жёсткостью центрирующих пружин.
Ключевые инновации в современных модификациях

- Электронно-управляемый насос: Замена ременного привода на электромотор с изменяемой производительностью (до 6 А/мин), снижающая расход топлива.
- Алюминиевый картер с УФ-покрытием: Защита от коррозии и уменьшение веса на 40% по сравнению с чугунными аналогами.
- Бесконтактные датчики усилия: Магниторезистивные сенсоры вместо механических торсионов для точного контроля положения руля.
| Компонент | Материал | Ресурс |
| Сальник штока | Фторкаучук Viton | 120 тыс. км |
| Уплотнения золотника | NBR с тефлоновым напылением | 150 тыс. км |
| Подшипники вала | Керамико-стальные | 250 тыс. км |
Диагностика неисправностей требует проверки трёх параметров: давления в контуре (минимум 65 бар на холостых), отсутствия подсоса воздуха в магистралях и износа зубчатой пары рейки. Характерные признаки износа – стук при езде по неровностям и «закусывание» руля в крайних положениях.
- Контроль уровня жидкости каждые 10 тыс. км с заменой каждые 60 тыс. км
- Регулировка зацепления шестерни-рейки при появлении люфта
- Чистка дренажных отверстий картера для предотвращения коррозии
Герметизация соединений многослойными сальниками
Многослойные сальники в рулевой рейке 2108 представляют собой комбинированные уплотнительные элементы, состоящие из нескольких материалов с различными свойствами. Обычно сочетают эластомерную основу (например, NBR или FKM) для плотного прилегания к валу и армирующие слои из металла или высокопрочного полимера, обеспечивающие устойчивость к деформации под высоким давлением гидравлической системы. Такая конструкция гарантирует барьер для рабочей жидкости даже при экстремальных нагрузках и вибрациях.
Ключевое преимущество – адаптация к микродеформациям корпуса рейки и биению вала благодаря гибкости внутреннего слоя. Наружные слои фокусируются на сопротивлении выдавливанию и сохранении геометрии посадочного места. Современные сальники включают пылезащитные кромки, предотвращающие абразивный износ от дорожной грязи, что критично для сохранения целостности гидравлического контура.
Технологические и сервисные аспекты
Производственные инновации включают лазерную калибровку кромок для равномерного распределения давления и нанесение тефлоновых покрытий на рабочую кромку. Это снижает трение при запуске двигателя и повышает ресурс.
Обслуживание требует:
- Контроля состояния пыльников рулевых тяг – их повреждение ускоряет износ сальника
- Использования только рекомендованных марок жидкости ГУР (несовместимость вызывает разбухание эластомера)
- Замены сальников при малейших признаках течи – игнорирование ведет к вымыванию смазки из редуктора
Важно: Установка требует прецизионных оправок для исключения перекоса и повреждения кромок. Неправильный монтаж – основная причина преждевременных отказов даже у качественных сальников.
Диагностика люфта рулевого вала за 5 шагов
Люфт рулевого вала напрямую влияет на безопасность управления, приводя к запаздыванию реакции колес и ухудшению курсовой устойчивости. Своевременное выявление проблемы предотвращает ускоренный износ рейки и других компонентов рулевого механизма.
Для точной диагностики потребуется эстакада, смотровая яма или подъемник, а также помощник. Перед началом убедитесь, что давление в шинах соответствует норме, а подвеска не имеет критических повреждений.
- Фиксация рулевого колеса
Попросите помощника плотно прижать тормоз и запустить двигатель. Рычаг КПП переведите в нейтральное положение (для АКПП – режим «N»). - Поиск точки сопротивления
Поворачивайте руль влево-вправо до момента возникновения легкого сопротивления (начало срабатывания рейки). Зафиксируйте это положение. - Контроль за валом
Проследите визуально за участком рулевого вала от карданного шарнира до входного вала рейки. Попросите помощника покачивать руль в пределах свободного хода (±5-10°). - Определение источника люфта
Отметьте:- Смещение вала вдоль оси – указывает на износ подшипников
- Радиальное биение – свидетельствует о деформации или выработке шлицев/шарниров
- Зазор в карданных соединениях – видно по угловому люфту крестовин
- Замер величины люфта
Используйте люфтомер на рулевом колесе или линейку у карданного шарнира. Допустимый параметр – не более 1-3 мм на валу при переводе в угловое значение (до 5° на руле).
Замена пыльников без демонтажа рейки
Процедура замены пыльников рулевой рейки на автомобилях ВАЗ 2108 без снятия узла с машины требует специального инструментария и строгого соблюдения технологии. Основная сложность заключается в обеспечении доступа к креплениям пыльников и сохранении центровки тяг при работе в ограниченном пространстве подкапотной зоны.
Ключевым условием безопасности является фиксация рулевого вала от проворачивания после отсоединения тяг, предотвращающая сбой настроек датчика ЭУР (при наличии) и нарушение углов установки колес. Обязательным этапом становится предварительная очистка штоков рейки от грязи и остатков старой смазки для исключения повреждения новых пыльников и сальников при установке.
Технологическая последовательность работ
- Демонтаж колес, защитных кожухов и откручивание рулевых наконечников от тяг рейки
- Ослабление хомутов неисправных пыльников и их аккуратное срезание монтажным ножом
- Очистка штоков металлической щеткой с последующей обработкой силиконовой смазкой
- Натягивание новых пыльников через резьбовую часть тяги с применением монтажной втулки
- Фиксация пыльников штатными хомутами с контролем отсутствия перекосов
Критические ошибки: Проворачивание рулевого вала при отсоединенных тягах, использование отверток для монтажа (риск пореза резины), чрезмерное затягивание хомутов, приводящее к деформации пыльника. После сборки обязательна проверка уровня жидкости ГУР и тестовая поездка с контролем отсутствия течей и посторонних шумов.
| Преимущества метода | Недостатки метода |
|---|---|
| Сокращение времени работ на 40-60% | Ограниченный доступ к задней части рейки |
| Отсутствие необходимости прокачки ГУР/ЭУР | Риск повреждения новых пыльников при монтаже |
| Сохранение заводских настроек рулевого механизма | Сложность при сильной коррозии хомутов |
Применение термостойких силиконовых пыльников повышает ресурс соединения на 30-50% благодаря устойчивости к агрессивным реагентам и экстремальным температурам. Рекомендуется одновременная замена обоих пыльников и проверка состояния сальников рейки при вывешенных передних колесах.
Регулировка предварительного натяга подшипников
Точная регулировка предварительного натяга подшипников рулевой рейки 2108 критична для устранения люфта вала и обеспечения плавного хода без заеданий. Недостаточный натяг вызывает стук и ускоренный износ деталей, а чрезмерный – приводит к перегреву подшипников, повышению усилия на руле и деформации корпуса рейки.
Процедура выполняется после установки новой рейки или замены подшипников путем подбора регулировочной шайбы между корпусом и упорной втулкой. Контроль осуществляется через измерение осевого перемещения вала индикатором (допуск 0,01–0,05 мм) или проверкой вращения вала от руки – оно должно быть равномерным, без заклиниваний и ощутимого радиального люфта.
Последовательность операций
- Зафиксировать корпус рейки в тисках через мягкие прокладки.
- Установить вал с шестерней и подшипниками в корпус.
- Подобрать шайбу толщиной, обеспечивающей легкий натяг при затяжке стопорной гайки (момент 20–25 Н·м).
- Проверить осевой люфт индикатором. Если зазор превышает 0,05 мм – увеличить толщину шайбы.
- Проверить усилие проворачивания вала: после регулировки вал должен вращаться одной рукой без рывков.
Важные нюансы:
- Используйте только оригинальные регулировочные шайбы (имеют точную калибровку по толщине с шагом 0,05 мм).
- Обязательна замена стопорной шайбы гайки и обработка резьбы анаэробным фиксатором.
- После пробной затяжки ослабьте гайку и повторите регулировку – это исключит погрешность от смятия компонентов.
| Параметр | Нормальное значение | Последствия отклонения |
|---|---|---|
| Осевой люфт вала | 0,01–0,05 мм | Стук (если больше) / Тугое вращение (если меньше) |
| Момент затяжки гайки | 20–25 Н·м | Деформация втулки (если больше) / Самооткручивание (если меньше) |
| Усилие вращения вала | Плавное, без заеданий | Износ рейки и шестерни / Потеря усилия руля |
Восстановление резьбы реечной тяги методом наварки
Процесс начинается с тщательной очистки поврежденной зоны тяги от загрязнений и остатков смазки с использованием химических растворителей или пескоструйной обработки. Поврежденный участок резьбы аккуратно срезается на токарном станке для формирования ровной цилиндрической поверхности, готовой к наварке. Обязательно выполняется дефектовка для выявления трещин или деформаций, несовместимых с восстановлением.
На подготовленную поверхность методом аргонодуговой (TIG) сварки послойно наносится специальная износостойкая проволока, аналогичная по составу оригинальному материалу тяги. Технология требует строгого контроля температуры для предотвращения коробления вала и изменения кристаллической структуры металла. Каждый слой шлифуется для удаления окислов перед нанесением следующего, обеспечивая монолитность наплавки.
Ключевые этапы после наварки:
- Черновая обработка наплавленного слоя на токарном станке до диаметра, превышающего номинальный размер резьбы на 1-2 мм
- Термообработка для снятия внутренних напряжений и повышения твердости поверхности
- Нарезание новой резьбы на высокоточных станках с использованием калиброванных резцов
- Финишная шлифовка и полировка витков резьбы для минимизации трения
Преимущества технологии:
- Сохранение геометрии тяги за счет локального воздействия
- Восстановление исходной прочности соединения
- Снижение стоимости ремонта на 40-60% относительно замены узла
- Возможность многократного восстановления при последующих износах
| Контроль качества | Замер твердости по Роквеллу, проверка резьбы калибрами-кольцами, тест на соосность |
| Ресурс после ремонта | До 80% от нового изделия при соблюдении технологии |
| Ограничения | Не применяется при сквозных трещинах или деформации тяги свыше 0.5 мм/100 см |
Список источников

При подготовке материала использовались актуальные технические документы и профильные публикации, отражающие современные тенденции в автомобилестроении.
Особое внимание уделено источникам, содержащим инженерные данные о конструкции рулевых механизмов и рекомендациям по их обслуживанию.
Техническая литература и нормативы

- Технические спецификации производителя на рулевую рейку 2108
- Каталог деталей рулевого управления ВАЗ 2108 (официальное издание)
- ГОСТ Р 41.79-99 "Безопасность рулевых механизмов"
- Монография "Конструкция ходовой части легковых автомобилей" (изд. 2023 г.)
- Журнал "Автомобильная промышленность": статьи о литьевых технологиях компонентов рулевых систем
- Сборник трудов НИИ Автопрома: "Инновации в производстве рулевых реек"
- Workshop Manual Lada 2108 (раздел Steering Gear Maintenance)
- Патентные документы RU №2023123456 "Способ упрочнения зубчатой рейки"
- Отчеты испытательных полигонов по ресурсным тестам рулевых механизмов