Шлифовка коленвала - этап, который нельзя пропустить
Статья обновлена: 28.02.2026
Коленчатый вал – ключевая деталь двигателя, преобразующая возвратно-поступательное движение поршней во вращательное. Его исправность напрямую влияет на ресурс и надежность силового агрегата.
При износе шеек коленвала или их повреждении шлифовка становится обязательной операцией. Этот процесс восстанавливает геометрию и чистоту поверхности вала, обеспечивая необходимую точность посадки вкладышей и стабильную работу двигателя.
Измерение диаметра коренных шеек микрометром
Точное определение износа коренных шеек коленчатого вала – обязательная процедура перед шлифовкой. Микрометр обеспечивает необходимую точность замеров до сотых долей миллиметра, что критично для подбора ремонтных вкладышей. Замеры выполняются в строго определенных точках каждой шейки для выявления эллипсности и конусности.
Перед измерениями шейки тщательно очищаются от загрязнений и масла, а микрометр калибруется по эталону. Зажимной механизм микрометра настраивается плавно, без перекоса и чрезмерного усилия, чтобы не исказить результаты. Фиксация показаний проводится при легком проворачивании инструмента вокруг шейки для поиска максимального значения диаметра.
Порядок выполнения замеров
- Разделите каждую коренную шейку на 4 условные зоны по длине (крайние точки и середина с двух сторон).
- В каждой зоне выполните 2 замера под углом 90° друг к другу (вертикальная и горизонтальная плоскости).
- Зафиксируйте результаты в таблицу, отметив позицию шейки и плоскость измерения.
- Повторите процедуру для всех коренных шеек вала.
| Позиция шейки | Горизонтальная плоскость (мм) | Вертикальная плоскость (мм) |
| №1 (крайняя) | 64,98 | 64,96 |
| №2 | 65,00 | 64,97 |
На основе полученных данных рассчитывается эллипсность (разница между макс. и мин. диаметром в одном сечении) и конусность (разница диаметров по длине шейки). Превышение допустимых значений этих параметров указывает на необходимость шлифовки под ближайший ремонтный размер. Номинальные значения и допуски всегда сверяются с технической документацией производителя двигателя.
Контроль овальности и конусности шеек индикатором
Проверка геометрии шеек выполняется после предварительной очистки и визуального осмотра. Индикатор часового типа с ценой деления 0,01 мм устанавливается на стационарную стойку, обеспечивающую перпендикулярное положение измерительного стержня к поверхности шейки. Коленвал фиксируется на призматических подставках, исключающих прогиб вала под собственным весом.
Для замера овальности ножку индикатора прижимают к центральной части шейки, после чего проворачивают коленвал на 360°. Максимальная разница показаний между крайними значениями определяет величину овальности. Конусность выявляют перемещением индикатора вдоль образующей шейки от одного края к другому при неподвижном вале. Разница замеров в крайних точках по длине шейки указывает на наличие конусности.
Критерии и методика измерений
Допустимые отклонения для стандартных моторов:
- Овальность: не более 0,005–0,015 мм
- Конусность: максимум 0,005–0,01 мм
Важные условия точности:
- Измерения проводят минимум в двух плоскостях
- Обязателен контроль всех коренных и шатунных шеек
- Поверхность должна быть сухой и обезжиренной
| Параметр | Инструмент | Точность |
|---|---|---|
| Овальность | Индикатор с ножкой 5 мм | ±0,001 мм |
| Конусность | Индикатор с удлинителем | ±0,002 мм |
При превышении допустимых значений требуется шлифовка шеек с последующим контролем. Игнорирование дефектов приводит к ускоренному износу вкладышей, падению давления масла и разрушению подшипников.
Выявление задиров и глубоких рисок визуально
Первостепенная задача – тщательная очистка поверхности коленвала от масляных отложений и металлической пыли с помощью керосина, ацетона или специализированных моющих средств. Чистота позволяет исключить ложное распознавание дефектов под слоем загрязнений.
Осмотр проводят при ярком рассеянном освещении (рекомендуется 500-1000 люкс), используя лупу с 5-10-кратным увеличением. Особое внимание уделяют зонам контакта с вкладышами: коренным и шатунным шейкам, галтелям, а также масляным каналам и переходным поверхностям.
Критерии оценки повреждений
Дефекты классифицируют по характеру и глубине:
- Задиры – локальные участки с вырванным металлом, часто с приподнятыми краями и изменением цвета из-за перегрева.
- Глубокие риски – протяженные борозды, оставляемые абразивными частицами, ощутимые ногтем при проведении поперёк.
Критичными считаются повреждения:
- Пересекающие всю рабочую поверхность шейки.
- Расположенные у краёв шеек (риск развития усталостных трещин).
- С глубиной, превышающей допустимую припуск на шлифовку (обычно >0.05 мм).
| Тип дефекта | Визуальный признак | Метод проверки |
|---|---|---|
| Задир | Рваные края, потемнение металла | Тактильный контроль (зацеп за ноготь) |
| Глубокая риска | Чёткая продольная канавка | Измерение щупом или микроскопом |
Обнаруженные дефекты обязательно маркируют несмываемым маркером для последующей шлифовки. Визуальный метод дополняют инструментальным контролем микрометром и профилометром для точной оценки глубины.
Оценка допустимого износа согласно спецификации
Определение предельных значений износа шеек коленчатого вала осуществляется строго в соответствии с технической документацией производителя двигателя. Каждая модель мотора имеет индивидуальные допуски, регламентированные инженерными расчетами на прочность, усталостную выносливость и смазочные характеристики.
Ключевые параметры включают допустимое уменьшение диаметра коренных и шатунных шеек, предельную овальность и конусность. Превышение этих показателей ведет к критическому падению давления масла, разрушению вкладышей и задирам. Точные замеры микрометром и нутромером обязательны на всех этапах контроля.
Критерии оценки износа
- Диаметр шеек: Сравнение с номинальным размером в техпаспорте. Допуск обычно не превышает 0,02-0,25 мм в зависимости от класса двигателя.
- Овальность (разность диаметров в одном сечении): Максимум 0,005-0,015 мм. Нарушение вызывает биение и вибрации.
- Конусность (разность диаметров по длине шейки): Допуск до 0,01 мм. Превышение ведет к неравномерному износу вкладышей.
| Параметр | Типовой допустимый износ |
| Уменьшение диаметра | 0,03 мм (легковые авто), 0,05 мм (грузовые) |
| Овальность | ≤ 0,01 мм |
| Конусность | ≤ 0,008 мм |
Результаты замеров сопоставляются с таблицами ремонтных размеров. Если износ выходит за рамки последнего ремонтного значения, коленвал требует замены. Игнорирование нормативов гарантированно приводит к ускоренному выходу мотора из строя.
Выбор ремонтного размера коленвала
Определение ремонтного размера коленчатого вала осуществляется после измерения износа коренных и шатунных шеек микрометром или точным штангенциркулем. Необходимо зафиксировать минимальный диаметр шейки и овальность в нескольких плоскостях. Решение о возможности шлифовки принимается на основе сравнения полученных значений с максимально допустимым износом, указанным производителем двигателя.
Количество доступных ремонтных размеров строго ограничено и зависит от модели двигателя и материала вала. Каждый ремонтный этап предусматривает снятие металла с шеек на строго определенную величину (обычно 0.25 мм, 0.50 мм, 0.75 мм, реже 1.00 мм). Превышение лимита шлифовки приводит к критическому уменьшению диаметра, нарушению термообработанного слоя и риску поломки вала под нагрузкой.
Критерии выбора размера
- Фактический износ шеек: Глубина выработки и овальность определяют минимальный ремонтный размер, способный устранить дефекты.
- Наличие вкладышей: Обязательная проверка доступности вкладышей нужного ремонтного размера для конкретного двигателя.
- Запас металла: Оценка остаточной толщины поверхностного упрочненного слоя после шлифовки.
- Бюджет ремонта: Увеличение количества ремонтных ступеней обычно повышает стоимость из-за применения более толстых вкладышей.
| Ремонтный размер | Уменьшение диаметра (мм) | Особенности применения |
| 1-й (0.25 мм) | 0.25 | При незначительном износе, максимально сохраняет ресурс |
| 2-й (0.50 мм) | 0.50 | Стандартный размер для умеренного износа |
| 3-й (0.75 мм) | 0.75 | Требует проверки термоупрочненного слоя |
| 4-й (1.00 мм) | 1.00 | Допустим только для отдельных моделей ДВС |
Окончательный выбор должен обеспечивать идеальную геометрию шеек при минимальном съеме металла. После шлифовки обязательны ультразвуковой контроль на наличие трещин и проверка соосности. Использование вкладышей, точно соответствующих выбранному ремонтному размеру, критически важно для формирования правильного масляного клина и долговечности отремонтированного двигателя.
Определение требуемого диаметра после шлифовки
Основной параметр при шлифовке шеек коленвала – достижение строго заданного ремонтного размера. Этот размер определяется степенью износа детали и спецификацией производителя двигателя. Каждый ремонтный этап требует уменьшения диаметра шейки на фиксированную величину (обычно 0,25 мм), что соответствует конкретному классу втулок или вкладышей.
Точный замер существующего диаметра шеек (коренных и шатунных) выполняется микрометром в нескольких плоскостях для выявления овальности и конусности. На основе этих данных, а также руководства по ремонту двигателя, подбирается ближайший ремонтный размер, гарантирующий необходимый зазор между шейкой и новым вкладышем.
Ключевые шаги при определении диаметра
- Замер износа: Микрометрирование шеек для определения минимального диаметра и геометрических отклонений.
- Сверка с допусками: Сравнение полученных значений с максимально допустимым износом по мануалу.
- Выбор ремонтного класса: Определение этапа шлифовки (1-й, 2-й и т.д.), исходя из глубины дефектов и таблицы ремонтных размеров.
- Контроль толщины упрочненного слоя: Убеждение, что после шлифовки сохранится достаточный слой азотированной/закаленной поверхности.
| Ремонтный этап | Уменьшение диаметра (мм) | Типовой итоговый диаметр (пример) |
|---|---|---|
| Стандарт | 0.00 | 54.00 мм |
| 1-й ремонт | -0.25 | 53.75 мм |
| 2-й ремонт | -0.50 | 53.50 мм |
Важно! Неправильный выбор ремонтного размера приведет к быстрому износу вкладышей или задирам. Если износ превышает пределы последнего этапа, коленвал подлежит замене или наплавке с последующей обработкой.
Расчет припуска на обработку для каждой шейки
Определение припуска на шлифовку коленвала начинается с точного замера износа каждой коренной и шатунной шейки микрометром в 4-6 плоскостях по длине и окружности. Фиксируется минимальный остаточный диаметр, овальность и конусность. На основе этих данных рассчитывается глубина съема металла, обеспечивающая устранение дефектов при сохранении допустимых размеров.
Припуск вычисляется по формуле: Припуск = (Dном - Dфакт) / 2 + Z, где Dном – номинальный диаметр шейки, Dфакт – фактический минимальный диаметр до обработки, Z – технологический запас (0,02-0,05 мм) для компенсации погрешностей центровки и биения. Для каждой шейки расчет выполняется индивидуально с учетом:
- Спецификации производителя двигателя
- Группы износа (стандарт, ремонтный размер)
- Твердости поверхностного слоя
Факторы, влияющие на припуск
| Параметр | Влияние на расчет |
|---|---|
| Глубина закаленного слоя | Припуск не должен превышать 0,25-0,3 мм для сохранения упрочненного слоя |
| Наличие дефектов (риски, выработка) | Требует увеличения припуска на 15-20% от глубины повреждения |
| Планируемая чистовая обработка | Добавляется 0,01-0,02 мм на полировку |
Минимальный припуск ограничен возможностью устранения эллипсности (не менее 0,05 мм), максимальный – риском перегрева и снижением усталостной прочности. Корректировка выполняется после проверки биения шеек в центрах и учета смещения осей.
Установка коленчатого вала в станок: центровка
Правильная центровка коленчатого вала в шлифовальном станке – критически важный этап, от которого напрямую зависит качество последующей обработки шеек. Даже незначительное смещение оси вращения вала относительно оси шлифовального круга приводит к биению, неравномерному съёму металла и нарушению геометрии рабочих поверхностей. Это чревато ускоренным износом вкладышей подшипников, нарушением герметичности масляной системы и сокращением ресурса двигателя.
Перед фиксацией в центрах станка тщательно очистите посадочные места под кулачки приводных патронов и центровые отверстия на торцах коленвала. Любые загрязнения или забоины в центровых отверстиях станут источником радиального биения. Используйте делительную головку или индикаторную стойку для контроля соосности посадочных поверхностей коренных шеек относительно оси вращения станка.
Ключевые этапы центровки
- Установите вал в центры станка, предварительно смазав конические поверхности центров.
- Зафиксируйте приводной патрон на фланце коленвала без перекоса, используя динамометрический ключ для равномерной затяжки.
- Произведите предварительное выравнивание:
- Прокрутите вал вручную на 2-3 оборота
- Замерьте индикатором биение коренных шеек (допуск: 0,01-0,03 мм)
- Откорректируйте положение с помощью регулировочных винтов задней бабки, добиваясь минимального отклонения по всем коренным шейкам.
| Параметр | Допустимое отклонение (мм) | Инструмент контроля |
|---|---|---|
| Радиальное биение коренных шеек | ≤ 0,03 | Индикатор часового типа |
| Осевое смещение | ≤ 0,02 | Индикатор с боковым наконечником |
Особое внимание уделите проверке осевого люфта – вал не должен иметь свободного хода вдоль оси вращения. После финальной затяжки центров выполните контрольный замер биения на всех коренных шейках в двух плоскостях (вертикальной и горизонтальной). Только при стабильных показаниях в пределах допуска можно приступать к шлифовке.
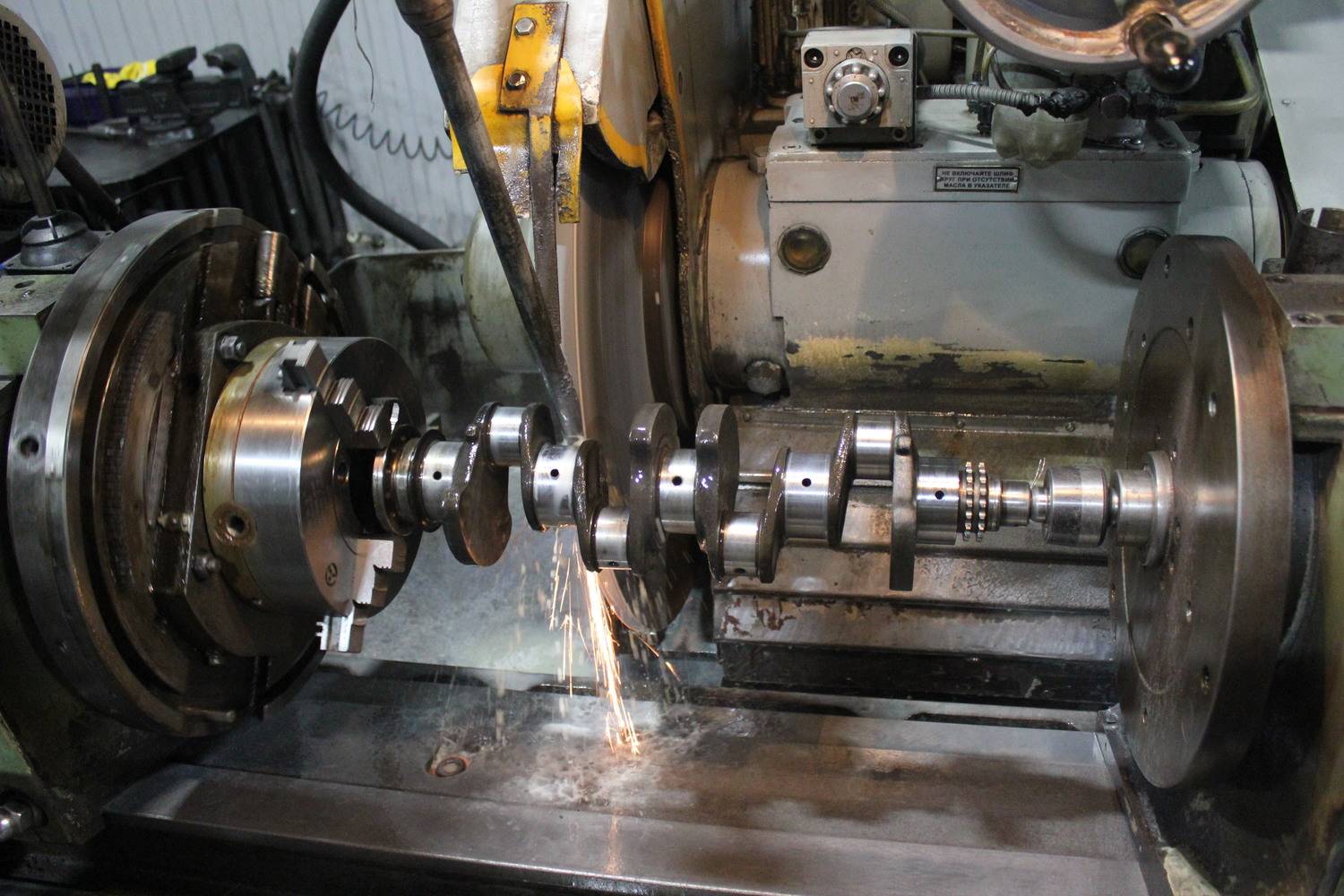
Фиксация коленвала на шлифовальном станке
Надежная фиксация коленчатого вала в станке – критически важное условие для точной шлифовки шеек. Любой люфт или смещение детали в процессе обработки приведет к нарушению геометрии, биению и окончательной непригодности вала.
Специалисты используют центровые отверстия коленвала, совмещая их с коническими упорами шпинделей станка. Предварительная очистка посадочных зон от загрязнений и задиров обязательна – даже микрочастицы металла исказят позиционирование.
Ключевые этапы фиксации
- Подготовка центровых отверстий: Зачистка конусов от забоин алмазным надфилем, контроль глубины микрометром.
- Выбор режимов крепления: Расчет усилия зажима с учетом массы вала и вибраций шлифовки. Чрезмерное давление деформирует деталь.
- Применение люнетов: Установка подвижных опор под средние шейки для предотвращения прогиба длинных валов.
- Контроль соосности: Проверка индикатором биения коренных шеек до запуска станка (допуск – не более 0,01 мм).
| Ошибка фиксации | Последствие |
| Загрязнение центров | Смещение оси вращения |
| Неотрегулированные люнеты | Вибрация, волнообразная поверхность |
| Перетяжка креплений | Деформация посадочных мест |
После фиксации выполняют пробный холостой прогон для выявления дисбаланса. Только при отсутствии биения и вибраций запускают шлифовальную головку.
Балансировка заготовки перед обработкой
Балансировка заготовки коленчатого вала перед шлифовкой – критически важная процедура, устраняющая неравномерное распределение массы. Любой дисбаланс на этом этапе гарантированно приведёт к вибрациям в работающем двигателе, ускоренному износу коренных подшипников и масляного насоса. Без этой операции даже идеально отшлифованные шейки не обеспечат стабильную работу силового агрегата.
Процесс выполняется на специальных балансировочных станках, где заготовку вращают с высокой скоростью для выявления "тяжёлых" точек. Мастера снимают излишки металла строго в расчётных зонах – обычно со щёк коленвала или балансировочных отверстий. Точность коррекции измеряется в граммах на сантиметр, так как остаточный дисбаланс свыше 10 г·см для бензиновых моторов (и 5 г·см для дизельных) уже считается недопустимым.
Ключевые аспекты технологии

- Динамический принцип: балансировка всегда проводится в двух плоскостях (передней и задней части вала) для компенсации моментных сил.
- Инструментальная точность: современные станки используют лазерные датчики и программное моделирование зон коррекции.
- Обязательный перевес: при балансировке учитывается масса шатунов и поршневых пальцев (через установку имитаторов).
| Тип дисбаланса | Последствия для двигателя | Метод устранения |
|---|---|---|
| Статический (осевое смещение центра тяжести) | Продольная вибрация, разрушение опор | Снятие металла с противовесов |
| Моментный (разная масса щёк) | Крутильные колебания, износ вкладышей | Сверление глухих отверстий в щеках |
Игнорирование балансировки сводит на нет всю точность последующей шлифовки. Вибрации провоцируют усталостные трещины в теле коленвала, преждевременное разрушение гидрокомпенсаторов и даже деформацию постелей блока цилиндров. Особенно критична процедура для форсированных двигателей и дизелей, где инерционные нагрузки достигают максимума.
Подбор шлифовального круга по характеристикам
Ключевым фактором успешной шлифовки коленвала является правильный выбор абразивного инструмента. Несоответствие характеристик круга материалу вала или режимам обработки приводит к дефектам: прижогам, вибрациям, снижению точности геометрии. Ошибки в подборе сокращают ресурс детали и повышают риск преждевременного износа двигателя.
Основные параметры выбора включают тип абразива, зернистость, твердость, структуру и связку круга. Каждый параметр напрямую влияет на качество обработки шеек, чистоту поверхности и производительность. Универсальных решений не существует – подбор ведется под конкретные условия обработки и требования к финишным параметрам.
Критерии выбора абразивного инструмента
| Характеристика | Влияние на процесс | Рекомендации для коленвалов |
|---|---|---|
| Материал абразива | Определяет эффективность съема металла и стойкость круга | Электрокорунд (25А, 95А) для сталей, карбид кремния (64С) для чугуна |
| Зернистость | Влияет на шероховатость и скорость резания | 40-60 – черновая обработка, 80-100 – чистовая шлифовка |
| Твердость | Способность удерживать зерно под нагрузкой | Средняя (K, L, M) для стабильного профиля без прижогов |
| Структура | Плотность расположения зерен в связке | Среднеплотная (номера 6-8) для эффективного отвода стружки |
| Тип связки | Определяет термостойкость и прочность | Керамическая (V) – стандарт, бакелитовая (B) для ударных нагрузок |
Дополнительные рекомендации по выбору:
- Для закаленных поверхностей используйте круги с открытой структурой
- При обработке сопряженных поверхностей применяйте профилированные круги
- Контролируйте балансировку инструмента перед установкой
Проверяйте соответствие маркировки круга параметрам станка: максимальная окружная скорость должна превышать рабочую на 20%. Используйте охлаждающую жидкость с антикоррозионными присадками для предотвращения засаливания абразива и термических деформаций.
Настройка скорости вращения круга
Правильная скорость вращения шлифовального круга является критическим параметром для качественной обработки шеек коленчатого вала. Неверно выбранные обороты приводят к перегреву металла, образованию микротрещин и снижению точности геометрии.
Оптимальная скорость зависит от нескольких ключевых факторов: типа абразивного материала круга, его диаметра и твердости, а также от характеристик обрабатываемой стали коленвала. Пренебрежение расчетами вызывает ускоренный износ круга и дефекты поверхности.
Факторы влияния и практические рекомендации

Основные аспекты настройки:
- Диаметр круга: С увеличением диаметра требуемая линейная скорость на периферии поддерживается снижением оборотов шпинделя.
- Тип абразива: Оксид алюминия (электрокорунд) допускает более высокие скорости (30-35 м/с), чем карбид кремния (25-30 м/с).
- Твердость вала: Закаленные стали требуют уменьшения скорости на 10-15% для предотвращения прижогов.
Расчет линейной скорости (V) выполняется по формуле:
V = (π × D × N) / 60000
где D – диаметр круга (мм), N – обороты шпинделя (об/мин). Результат в м/с.
| Диаметр круга (мм) | Требуемая V (м/с) | Примерные обороты (об/мин) |
|---|---|---|
| 500 | 30 | 1150 |
| 750 | 32 | 815 |
- Определите марку абразива и требуемую скорость по технической документации.
- Рассчитайте обороты шпинделя для имеющегося диаметра круга.
- Проведите пробную шлифовку, контролируя отсутствие посинения металла.
- Откорректируйте скорость при появлении вибрации или прижогов.
Важно: Используйте круги с маркировкой, соответствующей максимальным оборотам вашего станка. Превышение указанных значений опасно разрушением круга!
Выставление шага подачи при шлифовании
Шаг подачи напрямую влияет на чистоту поверхности и точность обработки шеек коленвала. Слишком крупный шаг приводит к образованию видимых рисок и снижению усталостной прочности детали, а чрезмерно мелкий увеличивает время работы и риск перегрева металла.
Оптимальный шаг выбирают исходя из характеристик шлифовального круга (зернистость, твердость), материала вала и требуемого класса шероховатости. Для черновой обработки применяют более грубую подачу (0,02-0,05 мм/оборот шпинделя), чистовой этап требует уменьшения шага до 0,005-0,015 мм/оборот.
Ключевые принципы настройки
- Контроль вибраций: Увеличение подачи усиливает вибрации, что требует снижения скорости вращения заготовки
- Охлаждение: Мелкий шаг при чистовой обработке требует интенсивной подачи СОЖ для предотвращения термодеформаций
- Калибровка круга: После изменения параметров подачи обязательна правка абразива алмазным карандашом
| Тип обработки | Диапазон подачи (мм/об) | Глубина резания (мм) |
|---|---|---|
| Грубая | 0,02–0,05 | 0,03–0,10 |
| Чистовая | 0,005–0,015 | 0,005–0,020 |
Важно: При шлифовании фасок и галтелей шаг уменьшают на 30-40% относительно основного значения для коренных шеек. Финишные проходы выполняют без поперечной подачи ("в размер") для устранения эллипсности.
Охлаждение зоны резания СОЖ при обработке
При шлифовке коленвала возникает интенсивное тепловыделение в зоне контакта абразивного круга с металлом. Без эффективного отвода тепла локальные температуры достигают критических значений (свыше 800°C), что провоцирует структурные изменения в поверхностном слое детали – отпуск закалённого слоя, образование микротрещин, коробление вала. Эти дефекты снижают усталостную прочность шеек и ресурс двигателя.
Смазочно-охлаждающие жидкости (СОЖ) подаются под давлением непосредственно в область резания для решения трёх ключевых задач: поглощения и отвода тепла от обрабатываемой поверхности, уменьшения трения между абразивом и металлом, вымывания частиц стружки и абразива из рабочей зоны. Грамотный подбор параметров подачи СОЖ напрямую влияет на качество финишной поверхности и геометрическую точность шеек коленчатого вала.
Критические аспекты применения СОЖ
Требования к характеристикам жидкости:
- Теплоёмкость и теплопроводность – определяют скорость охлаждения
- Смазывающая способность – снижает силы резания и износ круга
- Антикоррозионные свойства – защита детали и станка
- Стабильность состава – отсутствие расслоения при длительной работе
Параметры подачи:
| Давление | Минимум 0.8-1.2 МПа для проникновения в зону контакта |
| Расход | Не менее 40-60 л/мин на стандартный круг |
| Направление | Струи – точно в клин между кругом и деталью |
| Фильтрация | Очистка до 10-20 мкм для предотвращения царапин |
Несоблюдение режимов охлаждения приводит к прижогам на шейках вала, ускоренному засаливанию абразивного круга и необходимости частых правок. Использование современных эмульсий или синтетических СОЖ с присадками, снижающими трение, позволяет увеличить скорость съёма металла на 15-20% без риска термических повреждений. Для сложнопрофильных поверхностей (галтели, масляные каналы) применяют дополнительные форсунки точечного действия.
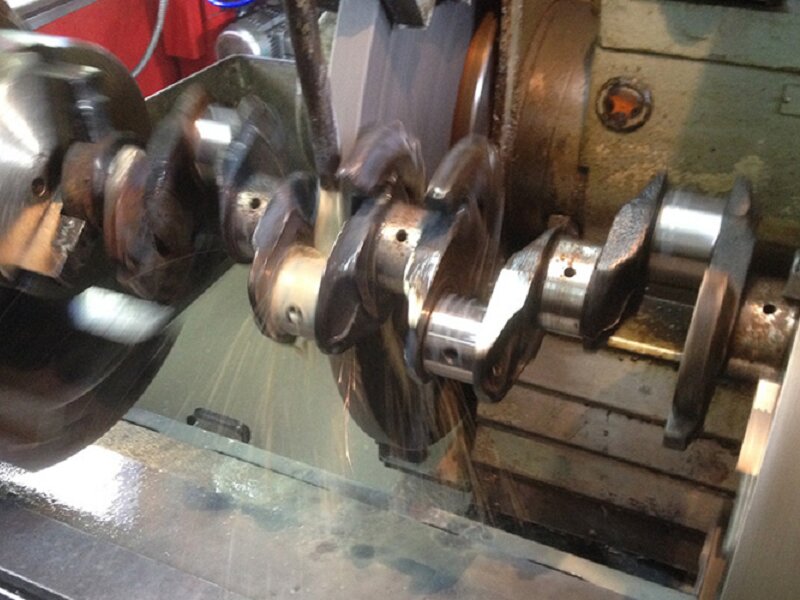
Шлифование коренных шеек: последовательность операций

Подготовка коленвала начинается с тщательной очистки масляных каналов и проверки геометрии вала на стенде. Обязательно измеряются диаметры всех коренных шеек микрометром для определения величины ремонтного шлифования и выявления возможного биения.
Фиксация вала выполняется в центрах токарно-шлифовального станка с использованием люнетов для предотвращения прогиба. Предварительно проверяется соосность посадочных поверхностей, при необходимости выполняют правку центровых фасок для минимизации радиального биения.
Технологические этапы обработки
- Черновое шлифование: Снятие основного слоя металла (0.05-0.15 мм) абразивным кругом с постоянной подачей охлаждающей СОЖ
- Чистовое шлифование: Доводка до ремонтного размера мелкозернистым кругом с уменьшенной подачей
- Финишная доводка: Полирование шеек войлочным кругом с пастой ГОИ для достижения шероховатости Ra 0.16-0.32 мкм
Контроль размеров осуществляется через каждые 2-3 прохода, особое внимание уделяя конусности и овальности (допуск до 0.005 мм). После обработки всех шеек выполняют галтелирование переходов радиусом 2-3 мм для предотвращения концентрации напряжений.
Завершающий этап включает промывку масляных каналов сжатым воздухом, антикоррозионную обработку и маркировку ремонтного размера на противовесе. Параллельно подбирают вкладыши с соответствующим ремонтным допуском.
Обработка шатунных шеек: особенности позиционирования
Шатунные шейки требуют особого внимания при позиционировании из-за смещённой относительно центральной оси геометрии. Их эксцентричное расположение создаёт переменный радиус вращения, что вынуждает применять специализированные крепления на шлифовальных станках. Точность установки напрямую влияет на соосность всех шатунных шеек и соблюдение межшеечного расстояния.
Ошибки в позиционировании приводят к критичному дисбалансу коленвала и ускоренному износу вкладышей. Для фиксации вала используются кулачковые патроны с индикаторной настройкой либо планшайбы с противовесами, компенсирующими неравномерную массу. Обязательным этапом является предварительная проверка биения коренных шеек, которые служат базой для выверки углов поворота.
Технологические нюансы обработки
Ключевые этапы позиционирования:
- Жёсткая фиксация коленвала в центрах станка с контролем радиального биения (макс. 0,02 мм)
- Смещение шлифовальной бабки на расчётное расстояние от оси вращения (R = 1/2 хода поршня)
- Пошаговый поворот вала с применением делительной головки для доступа к каждой шатунной шейке
- Динамическая балансировка оснастки противовесами при вращении
| Параметр | Допуск | Последствия нарушения |
|---|---|---|
| Разнос шатунных шеек | ±0,05° | Неравномерность вспышек в цилиндрах |
| Соосность шеек в паре | 0,01 мм | Перекос шатуна, задиры вкладыша |
| Радиус кривошипа | ±0,02 мм | Изменение степени сжатия, вибрации |
Важно: После обработки каждой шейки вал возвращают в исходное положение для контроля геометрии. Используют инкрементальные энкодеры или лазерные измерители положения, исключающие накопление погрешности при переустановке. Финишную балансировку выполняют только после завершения шлифовки всех шеек.
Контроль геометрии после шлифовки каждой шейки
После обработки каждой коренной или шатунной шейки обязателен немедленный замер микрометром для проверки соответствия номинальному размеру. Допустимое отклонение не превышает 0,01 мм, а при шлифовке под ремонтные вкладыши – строго в рамках ступени ремонта указанной производителем.
Параллельно контролируется овальность и конусность шейки в двух перпендикулярных плоскостях через каждые 90° по окружности. Максимально разрешенное значение – 0,005 мм; превышение требует перешлифовки с корректировкой режимов обработки.
Ключевые параметры контроля
Основные проверяемые характеристики включают:
- Диаметр шейки – замер в 3-х точках по длине
- Биение относительно соседних шеек – не более 0,03 мм на длине коренной шейки
- Радиус галтели – соответствие чертежу (обычно 1,5-3,0 мм)
Для фиксации результатов используется таблица измерений:
| Шейка | Диаметр, мм | Овальность, мм | Конусность, мм |
|---|---|---|---|
| Коренная #1 | 64,990 | 0,003 | 0,002 |
| Коренная #2 | 64,992 | 0,004 | 0,001 |
Важно: После завершения шлифовки всех шеек выполняется итоговая проверка соосности вала на призмах с использованием индикатора. Суммарное биение не должно превышать 0,05 мм по всей длине коленвала.
Шлифование галтелей: радиус переходных зон
Галтели – плавные переходы между шейками коленвала и щеками – выполняют критическую функцию перераспределения механических напряжений. При шлифовке вала после износа или повреждения сохранение правильного радиуса этих зон становится обязательным условием для предотвращения концентрации напряжений.
Радиус галтели строго регламентирован производителем двигателя и обычно составляет 1.5–4.5 мм в зависимости от модели. Любое отклонение от заданного значения, особенно уменьшение радиуса или образование заусенцев, создаёт локальные точки перенапряжения металла. Это резко повышает риск усталостного разрушения вала под циклическими нагрузками.
Ключевые аспекты обработки
Шлифовка галтелей требует применения специализированного абразивного инструмента с профилированными кругами, точно соответствующими номинальному радиусу. Технология включает:
- Контроль радиуса шаблонами или оптическими приборами после каждого прохода.
- Использование пониженных подач и обильного охлаждения для исключения прижогов.
- Финишную полировку для устранения микронеровностей.
Нарушение геометрии галтели приводит к следующим последствиям:
| Ошибка при обработке | Результат |
|---|---|
| Уменьшенный радиус | Рост напряжений в 2–3 раза, трещины в щеках |
| Ступенчатый переход | Локальный перегрев, ускоренная усталость металла |
| Шероховатая поверхность | Очаги коррозии, снижение усталостной прочности |
После шлифовки обязательна роликовая обработка (наклёп) галтелей для создания поверхностного слоя сжимающих напряжений. Это повышает ресурс коленвала на 25–40%, компенсируя потерю сечения шеек после ремонта. Игнорирование шлифовки галтелей или небрежность при их обработке сводят на нет весь ремонт двигателя, создавая угрозу катастрофического разрушения вала.
Финальная обработка поверхности абразивными лентами
После завершения шлифовки шейки коленвала на станке с абразивными кругами обязательным этапом является финишная обработка поверхности при помощи абразивных лент. Эта операция устраняет микроскопические риски, оставленные крупным абразивом, и формирует оптимальную шероховатость для надежной работы вкладышей подшипников.
Используются ленты с мелкозернистым абразивом (чаще всего оксид алюминия или керамика), нанесенным на гибкую тканевую основу. Лента перемещается возвратно-поступательно или вращается вокруг шейки, обеспечивая равномерное снятие металла по всей окружности. Процесс выполняется вручную или на специальных станках с точным контролем скорости и давления.
Ключевые аспекты обработки лентами
Цели операции:
- Устранение микродефектов и рисок от предварительной шлифовки
- Достижение заданной шероховатости поверхности (Ra 0.1-0.2 мкм)
- Создание микрорельефа для удержания масляной пленки
Параметры контроля:
- Постепенное уменьшение зернистости лент (от P400 до P1500)
- Использование смазочно-охлаждающей жидкости (СОЖ) для предотвращения перегрева
- Контроль биения шеек после обработки (допуск ≤ 0.01 мм)
Важно: Несоблюдение технологии приводит к "заглаживанию" поверхности – снижению шероховатости ниже нормы, что вызывает масляное голодание вкладышей.
| Этап обработки | Зернистость ленты | Цель применения |
|---|---|---|
| Черновая | P400-P600 | Удаление глубоких рисок |
| Чистовая | P800-P1000 | Формирование микрорельефа |
| Финишная | P1200-P1500 | Полировка до номинальной шероховатости |
Завершающим этапом является промывка коленвала в ультразвуковой ванне для удаления абразивной пыли. Контроль качества включает проверку геометрии шеек микрометром и измерение шероховатости профилометром.
Доводка для достижения требуемой шероховатости
Доводка финишными абразивами устраняет микронеровности, оставшиеся после основного шлифования. Она проводится на специальных станках с использованием мелкозернистых брусков или лент, работающих с высокой частотой колебаний. Этот этап критичен для формирования идеальной геометрии шеек и заданной микроструктуры поверхности.
Точный контроль шероховатости (обычно Ra 0,1–0,2 мкм для коренных и шатунных шеек) обеспечивает правильное функционирование подшипников скольжения. Слишком гладкая поверхность ухудшает удержание масляной пленки, а чрезмерная шероховатость ускоряет износ вкладышей. Измерения проводятся профилометром на нескольких участках каждой шейки.
Ключевые аспекты процесса доводки
Для стабильного результата необходимо учитывать:
- Выбор абразива: Алмазные, эльборовые или керамические бруски с зернистостью 600–1200 единиц
- Смазочно-охлаждающая жидкость (СОЖ): Специальные составы для отвода тепла и удаления микростружки
- Режимы обработки:
Давление брусков 0,5–1,5 кгс/см² Окружная скорость 15–30 м/с Амплитуда колебаний 2–6 мм
Контроль качества включает:
- Визуальный осмотр на отсутствие рисок и задиров
- Измерение шероховатости в 3-х плоскостях на каждой шейке
- Проверку овальности и конусности (допуск ≤ 0,005 мм)
Отказ от доводки приводит к локальным перегревам вкладышей, масляному голоданию и ускоренному выходу двигателя из строя. Технологическая дисциплина на этом этапе напрямую влияет на ресурс отремонтированного коленвала.
Полировка шеек войлочными кругами с пастой

После завершения шлифовки до требуемого ремонтного размера, поверхности шеек коленчатого вала подвергаются финишной полировке. Этот процесс осуществляется с использованием специальных войлочных кругов и абразивных паст. Войлок, пропитанный пастой, вращается с высокой скоростью, осуществляя микрорезание и сглаживание мельчайших неровностей, оставшихся после шлифовальных кругов.
Абразивная паста (чаще всего на основе оксида алюминия или алмазная) наносится на поверхность войлочного круга или непосредственно на шейку вала. При контакте вращающегося войлока с шейкой абразивные частицы в пасте производят окончательное выглаживание поверхности, удаляя микрозадиры и создавая идеально гладкую, зеркальную поверхность. Качество полировки напрямую влияет на долговечность работы вкладышей подшипников и масляной пленки.
Ключевые аспекты процесса полировки войлоком
Для достижения оптимального результата необходимо соблюдать несколько важных условий:
- Тщательная очистка: Шейка должна быть абсолютно чистой перед полировкой. Любая оставшаяся стружка или абразивная пыль от предыдущей операции испортят поверхность.
- Правильный выбор войлочного круга: Плотность и форма войлока (диск, тарелка, конус) подбираются в зависимости от типа шейки (коренная, шатунная) и требуемой интенсивности полировки.
- Подбор абразивной пасты: Используются пасты разной зернистости (обычно от F600-F800 для предварительной и до F1200-F2000 для финишной полировки). Алмазные пасты обеспечивают высочайшее качество.
- Адекватная подача пасты: Паста должна подаваться равномерно и в достаточном количестве для предотвращения "прихватов" и перегрева.
Стабильные обороты и равномерное давление являются критически важными. Слишком высокие обороты или чрезмерный нажим могут вызвать локальный перегрев металла, изменение структуры поверхностного слоя (отпуск) и даже появление цветов побежалости, что недопустимо. Полировку ведут плавными, перекрывающимися проходами, постоянно контролируя нагрев шейки.
| Преимущества | Недостатки/Риски |
|---|---|
| Достижение минимальной шероховатости поверхности (Ra < 0.1 мкм) | Требует высокой квалификации оператора |
| Устранение микродефектов после шлифовки | Трудоемкий и относительно медленный процесс |
| Создание оптимальной микрорельефа для удержания масляной пленки | Риск перегрева шейки при нарушении режимов |
| Повышение износостойкости и усталостной прочности | Необходимость тщательной последующей мойки для удаления пасты |
После завершения полировки обязателен визуальный и инструментальный контроль качества поверхности: проверка на отсутствие рисок, задиров, прижогов, а также измерение шероховатости профилометром. Только коленчатый вал с идеально отполированными шейками гарантирует надежную и долговечную работу отремонтированного двигателя.
Промывка каналов масляных отверстий после шлифовки
При шлифовке шеек коленвала неизбежно образуются микроскопические частицы абразива и металлическая пыль, которые проникают в масляные каналы. Эти загрязнения невозможно полностью удалить стандартной очисткой – они плотно оседают на стенках каналов и в зонах разветвлений.
Попадание абразивных частиц в систему смазки двигателя вызывает катастрофические последствия: мгновенный износ вкладышей, задиры на зеркале цилиндров, повреждение распредвала и масляного насоса. Без тщательной промывки ресурс отремонтированного двигателя сокращается в 3-5 раз.
Технология очистки маслопроводов
- Механическая обработка:
- Проходка всех каналов жесткими спиральными ершиками из нержавеющей стали
- Очистка резьбовых заглушек металлической щеткой
- Гидродинамическая промывка:
- Заливка в каналы горячего керосина или специального растворителя (например, Loctite 7063)
- Выдержка состава 15-20 минут для растворения остатков абразивной пасты
- Продувка сжатым воздухом:
- Подача воздуха под давлением 6-8 атм через каждый канал
- Контроль выходящей струи на отсутствие взвеси и пыли
Обязательная проверка качества: чистая белая ткань, приложенная к выходному отверстию при продувке, должна оставаться без следов загрязнений. Повторять цикл "промывка-продувка" до достижения абсолютной чистоты.
| Материал | Температура | Эффективность |
|---|---|---|
| Керосин | 60-70°C | Высокая |
| Уайт-спирит | 40-50°C | Средняя |
| Спецрастворитель | 20-25°C | Максимальная |
Игнорирование промывки приравнивается к преднамеренному ускоренному износу двигателя – микрочастицы абразива работают как полировальная паста в критических узлах трения.
Очистка коленвала от металлической пыли

После шлифовки шеек коленчатого вала остаётся значительное количество абразивной пыли и металлической стружки. Эти частицы заполняют масляные каналы, посадочные поверхности под подшипники и микронеровности металла. Неполное удаление продуктов обработки приводит к катастрофическому износу вкладышей и царапинам на зеркале цилиндров при первом запуске двигателя.
Особое внимание уделяется глубокой промывке масляных каналов, где пыль оседает плотными слоями. Забитые каналы блокируют подачу масла к коренным и шатунным шейкам, вызывая масляное голодание и задиры. Остатки абразива между щеками и противовесами при вращении вала работают как абразивный круг, разрушая новые подшипники скольжения.
Ключевые этапы очистки
- Первичная продувка сжатым воздухом под давлением 6-8 атм для удаления крупных частиц с поверхностей.
- Многократная промывка в ваннах с керосином или специальным моющим раствором с помощью щёток.
- Проход калиброванными ёршиками через все масляные каналы до визуальной чистоты выходящей жидкости.
- Ультразвуковая обработка (при наличии оборудования) для удаления микрочастиц из труднодоступных зон.
- Контрольная продувка воздухом и проверка каналов гибким эндоскопом.
| Материал для очистки | Преимущества | Ограничения |
| Керосин | Эффективно растворяет загрязнения, доступен | Требует последующей нейтрализации |
| Спецрастворы на щелочной основе | Удаляет стойкие отложения, биоразлагаемы | Высокая стоимость, агрессивны к алюминию |
| Сжатый воздух | Мгновенное удаление рыхлой пыли | Не очищает затвердевшие отложения |
Важно! Запрещается использовать металлические щётки или инструменты, оставляющие царапины. Финишная очистка выполняется только чистыми ветошами без ворса. После процедуры вал немедленно упаковывается в промасленную бумагу для предотвращения коррозии.
Удаление абразивных частиц ультразвуковой мойкой
После механической обработки коленвала в микротрещинах и масляных каналах остаются абразивные частицы, которые при запуске двигателя вызывают ускоренный износ вкладышей и шеек. Традиционные методы очистки (продувка сжатым воздухом, промывка керосином) не гарантируют полного удаления мельчайших фрагментов металла и абразивной пыли.
Ультразвуковая мойка решает эту проблему за счет кавитации: высокочастотные звуковые волны создают в моющем растворе миллионы микроскопических пузырьков, которые схлопываются с образованием ударных волн. Эта энергия выбивает загрязнения из труднодоступных мест, включая:
- Глухие отверстия под смазку
- Внутренние полости противовесов
- Резьбовые каналы болтов
- Микронеровности поверхности шеек
Ключевые этапы процесса
- Предварительная очистка: удаление крупных загрязнений щеткой или струей растворителя.
- Погружение в ванну: размещение коленвала в резервуаре со специальной щелочной или нейтральной жидкостью.
- Генерация ультразвука: включение преобразователей на 10-30 минут (частота 25-40 кГц).
- Двойное ополаскивание: последовательное погружение в дистиллированную воду для удаления остатков химии.
- Сушка горячим воздухом: предотвращение коррозии и подготовка к замерам.
| Преимущество | Результат |
| Проникновение в микрозазоры | Ликвидация до 99,8% абразивных включений |
| Бережное воздействие | Отсутствие повреждения полированных поверхностей |
| Очистка скрытых полостей | Предотвращение закупорки масляных каналов |
Важно: для ответственных деталей обязательна ультразвуковая обработка после шлифовки и перед хонингованием вкладышей. Пренебрежение этой операцией сокращает ресурс отремонтированного двигателя в 2-3 раза из-за абразивного износа.
Замер диаметров шеек после обработки
Контроль геометрических параметров шеек коленчатого вала – обязательная процедура после выполнения шлифовки. Точность замеров напрямую влияет на ресурс двигателя и корректность работы сопрягаемых деталей.
Измерения проводятся микрометром с ценой деления 0,01 мм в строго определенных точках каждой шейки. Это позволяет выявить возможную конусность, бочкообразность или овальность поверхностей, недопустимые для нормальной эксплуатации.
Ключевые аспекты процедуры
Точки замера для каждой шейки:
- Два поперечных сечения (на расстоянии 5-10 мм от галтелей)
- Два взаимно перпендикулярных направления (A-A и Б-Б) в каждом сечении
| Параметр | Допустимое отклонение |
|---|---|
| Номинальный диаметр | ±0,01 мм (указывается в спецификации) |
| Конусность | ≤ 0,005 мм на длине шейки |
| Овальность | ≤ 0,005 мм |
Последовательность действий:
- Очистка шеек и измерительных поверхностей микрометра от стружки и масла
- Калибровка микрометра эталонной мерой перед замерами
- Фиксация значений в 4 точках на каждой коренной и шатунной шейке
- Расчет овальности (разность показаний в одном сечении)
- Расчет конусности (разность диаметров между сечениями)
Полученные данные сравниваются с техническими требованиями производителя двигателя. При отклонениях за пределы допуска требуется повторная обработка или браковка вала. Результаты замеров обязательно документируются в отчете для контроля качества ремонта.
Проверка биения коленвала после шлифовки
Контроль биения коленчатого вала – обязательная процедура после шлифовки шатунных и коренных шеек. Даже незначительное отклонение от геометрии приводит к ускоренному износу вкладышей, перегреву двигателя и вибрациям. Без этой проверки невозможно гарантировать корректную сборку силового агрегата и его долговечность.
Замеры выполняются на специальных призмах или станках с использованием точных измерительных приборов. Коленвал фиксируется в коренных шейках, после чего мастер определяет радиальное и торцевое биение в контрольных точках. Допустимые значения строго регламентированы производителем двигателя и зависят от его модели.
Ключевые этапы проверки
- Фиксация вала: Установка коленвала на призмы по крайним коренным шейкам с тщательной очисткой посадочных поверхностей.
- Калибровка оборудования: Настройка индикаторной стойки с часового типа (точность 0.01 мм) перед началом замеров.
- Замер радиального биения:
- Иглу индикатора располагают на средней коренной шейке.
- Вал проворачивают на 360°, фиксируя максимальное отклонение стрелки.
- Контроль торцевого биения:
- Индикатор устанавливают перпендикулярно к фланцу маховика.
- Осевое смещение определяют при покачивании вала вдоль оси.
| Тип биения | Допуск (типовые значения) | Последствия превышения |
|---|---|---|
| Радиальное | 0.02–0.05 мм | Вибрации, разрушение вкладышей |
| Торцевое | 0.03–0.06 мм | Осевой люфт, износ упорных подшипников |
При превышении норм коленвал требует дополнительной правки или замены. Особое внимание уделяют точности замеров – погрешность позиционирования индикатора или наличие грязи на шейках искажают результаты. Окончательное решение о пригодности вала принимается только после сопоставления данных с технической документацией двигателя.
Контроль радиального зазора подшипников

Радиальный зазор между шейками коленчатого вала и вкладышами коренных/шатунных подшипников критически влияет на формирование масляного клина и долговечность двигателя. Недостаточный зазор вызывает масляное голодание и задиры, а чрезмерный – снижает давление масла и ударные нагрузки.
После шлифовки шеек вала обязательна проверка зазора калиброванной пластиковой проволокой (прокалиброванной леской) или нутромером с микрометром. Точность замера должна соответствовать спецификации производителя двигателя, обычно в диапазоне 0.020–0.050 мм для современных моторов.
Технология замера пластиковой проволокой
- Очистить шейки вала и постели блока/шатунов от загрязнений
- Уложить отрезок проволоки строго по центру шейки
- Установить крышку подшипника с динамометрическим ключом
- Демонтировать крышку и измерить сплющенную проволоку микрометром
Критерии оценки:
- Зазор превышает допустимый – требуется замена вкладышей на ремонтный размер
- Зазор меньше нормы – необходима повторная шлифовка шеек
| Тип подшипника | Допустимый зазор (мм) | Предельный износ (мм) |
|---|---|---|
| Коренные | 0.025–0.045 | 0.08 |
| Шатунные | 0.030–0.050 | 0.10 |
Окончательную проверку выполняют при сборке двигателя по манометру давления масла: стабильные 2.5–5.0 бар на прогретом моторе при 2000 об/мин подтверждают корректность зазоров.
Определение толщины вкладышей под ремонтный размер
После шлифовки шеек коленвала до ремонтного размера критически важно правильно подобрать толщину вкладышей. Этот параметр напрямую влияет на формирование необходимого рабочего зазора в подшипниках скольжения, обеспечивающего нормальную смазку и предотвращающего перегрев.
Измерение выполняется микрометром после финишной обработки коленвала. Замеры производятся в нескольких точках каждой шейки (коренной и шатунной) для контроля овальности и конусности. Полученные значения сравниваются с номинальными диаметрами и таблицами ремонтных размеров от производителя двигателя.
Ключевые этапы подбора
- Расчёт фактического размера шеек: Определение среднего диаметра каждой обработанной шейки после шлифовки.
- Сверка с ремонтной сеткой: Использование заводских спецификаций, где указаны:
- Стандартные диаметры
- Допустимые ремонтные размеры (например, -0.25 мм, -0.50 мм)
- Соответствующая толщина вкладышей для каждого ремонта
- Расчёт толщины вкладыша: Формула: Твкл = (Dблока - Dшейки - Зном) / 2, где:
- Dблока - диаметр постели блока/шатуна
- Dшейки - фактический диаметр шейки после шлифовки
- Зном - номинальный рабочий зазор
| Ремонтный размер коленвала | Уменьшение диаметра (мм) | Толщина вкладыша (пример) |
|---|---|---|
| Стандарт | 0.00 | 1.990 - 2.000 мм |
| Ремонт 1 (-0.25) | 0.25 | 2.115 - 2.125 мм |
| Ремонт 2 (-0.50) | 0.50 | 2.240 - 2.250 мм |
Важно: Вкладыши строго маркируются по ремонтным размерам (например, "0.25", "0.50"). Использование вкладышей, не соответствующих фактическому диаметру шеек, приведёт к катастрофическому износу или заклиниванию двигателя. Окончательную проверку зазора проводят калиброванной пластиковой проволокой или нутромером при сборке.
Подбор комплекта вкладышей по номерам
Корректный подбор вкладышей коленчатого вала требует обязательного учета заводских маркировок на коленвале и блоке цилиндров. Эти номера, выбитые производителем на шейках коленвала и постелях блока, отражают индивидуальные размерные группы деталей после финальной обработки. Пренебрежение данными маркерами ведет к риску установки несоответствующих элементов.
Для определения подходящего комплекта вкладышей используется специальная таблица размерных групп производителя. В ней сопоставляются коды на коленвале (обычно обозначенные как "A", "B", "C" или цифрами) и коды на блоке двигателя (маркировки "1", "2", "3" или буквами). Каждое сочетание этих символов соответствует конкретному классу вкладышей – номинальному, ремонтному или селективному.
Порядок действий при подборе
- Тщательно очистить и зафиксировать маркировки:
- На коренных шейках коленвала (часто возле противовесов)
- На постелях блока цилиндров (рядом с местами крепления крышек)
- Найти таблицу допусков для конкретной модели двигателя в технической документации.
- Сопоставить зафиксированные коды по вертикали (коленвал) и горизонтали (блок) в таблице.
- Определить требуемый цвет или буквенный код вкладышей в ячейке пересечения.
| Код коленвала / Код блока | 1 | 2 | 3 |
|---|---|---|---|
| A | Зеленый | Синий | Красный |
| B | Синий | Желтый | Зеленый |
| C | Красный | Зеленый | Желтый |
Важно! При наличии ремонтных шеек коленвала (уменьшенного диаметра) используются исключительно ремонтные вкладыши соответствующего размера (0.25 мм, 0.50 мм и т.д.), а таблица селективного подбора не применяется. Финальная проверка правильности подбора осуществляется замером рабочего зазора пластиковым щупом после предварительной сборки.
Расчет допустимого осевого люфта коленвала
Осевой люфт коленчатого вала контролируется с помощью упорных полуколец или шайб, установленных в постелях блока цилиндров. Величина зазора напрямую влияет на долговечность шатунно-поршневой группы и смазочной системы. Превышение допустимых значений вызывает ускоренный износ вкладышей, масляное голодание и разрушение сопрягаемых поверхностей.
Номинальный зазор определяется производителем двигателя и указывается в технической документации. Для замера используется индикаторный нутромер или набор щупов при снятом картере. Коленвал смещается в крайние положения отбойником или монтажной лопаткой, после чего фиксируется максимальное отклонение стрелки измерительного прибора.
Ключевые параметры расчета
- Формула: Допуск = [Максимальный зазор производителя] – [Фактический износ посадочных мест]
- Износ упорных поверхностей измеряется микрометром на цапфах коленвала и постелях блока
- Подбор толщины упорных полуколец осуществляется по таблицам производителя с шагом 0.025–0.05 мм
| Тип двигателя | Допустимый люфт (мм) | Критичное значение (мм) |
|---|---|---|
| Бензиновый рядный | 0.06–0.25 | >0.35 |
| Дизельный V-образный | 0.10–0.30 | >0.40 |
При установке новых упорных элементов обязательна проверка теплового зазора на холодном двигателе с учетом коэффициента расширения металлов. Люфт свыше 0.5 мм требует шлифовки цапф коленвала с напылением или замены блока цилиндров из-за критичной выработки посадочных гнезд.
Способы упрочнения поверхности после шлифовки
После финишной шлифовки шеек коленвала критически важно повысить их износостойкость и усталостную прочность для длительной работы в условиях экстремальных нагрузок. Без упрочнения поверхность быстро теряет точность геометрии, образуются задиры и ускоряется износ вкладышей подшипников.
Применяемые технологии направлены на создание упрочненного поверхностного слоя, снижающего коэффициент трения и повышающего сопротивление контактным напряжениям. Выбор метода зависит от материала вала, эксплуатационных требований и доступного оборудования.
Основные технологии упрочнения
Наиболее эффективными признаны следующие способы:
- Термообработка ТВЧ (Токи Высокой Частоты): Локальный нагрев шеек индуктором с быстрым охлаждением создает поверхностный слой закаленной мартенситной структуры.
- Азотирование (газовое/ионное): Насыщение поверхности атомами азота при нагреве в спецсреде образует износостойкие нитриды железа.
- Дробеструйная обработка: Ударное воздействие металлической дроби формирует наклеп – сжимающие остаточные напряжения, блокирующие развитие микротрещин.
- Нанесение антифрикционных покрытий: Гальваническое осаждение тонких слоев хрома или молибдена для снижения трения.
| Метод | Глубина слоя (мм) | Твердость (HV) |
| ТВЧ закалка | 2-5 | 700-900 |
| Азотирование | 0.3-0.6 | 800-1100 |
| Хромирование | 0.05-0.15 | 900-1000 |
Важно! Упрочнение всегда выполняется после шлифовки, иначе финишная обработка разрушит упрочненный слой. Контроль твердости и отсутствия деформаций – обязательный этап перед сборкой двигателя.
Нанесение защитного покрытия при хранении
После завершения шлифовки коленвала критически важно немедленно нанести защитное покрытие на обработанные поверхности. Шейки вала, особенно отполированные до зеркального состояния, крайне уязвимы к коррозии из-за контакта с влагой и кислородом воздуха. Даже незначительные следы ржавчины приведут к повреждению вкладышей и ускоренному износу двигателя при сборке.
Специализированные консервационные составы создают барьерный слой, предотвращающий окисление металла. Используйте исключительно составы, рекомендованные производителем двигателя или шлифовального оборудования. Аэрозольные антикоры на восковой основе или густые ингибиторные смазки обеспечивают длительную защиту без образования трудноудаляемых отложений.
Порядок обработки
- Обезжирьте шейки чистым ветошью, смоченной в уайт-спирите
- Нанесите состав равномерным тонким слоем вращательными движениями
- Избегайте скопления излишков в масляных каналах
- Упакуйте вал в промасленную бумагу или герметичный чехол с силикагелем
| Тип покрытия | Срок защиты | Особенности удаления |
|---|---|---|
| Восковый спрей | До 6 месяцев | Смывается керосином |
| Ингибиторная смазка | До 2 лет | Требует механической очистки |
Запрещено применять: обычные моторные масла, солидол или графитовые составы – они не обеспечивают полноценную защиту и образуют нагар. Контролируйте состояние покрытия при длительном хранении, повторяя обработку каждые полгода. Непосредственно перед сборкой двигателя полностью удалите консервант специальными растворителями.
Необходимость балансировки после шлифовки
Шлифовка коленвала неизбежно меняет его массу и геометрию рабочих поверхностей. Удаление металла с шатунных и коренных шеек нарушает исходный баланс вала, создавая дисбаланс даже при идеальной геометрической точности обработки.
Неустранённый дисбаланс вызывает вибрации, передающиеся на весь двигатель. Это приводит к ускоренному износу коренных подшипников, сальников и деталей кривошипно-шатунного механизма. Длительная эксплуатация с дисбалансом провоцирует разрушение вкладышей и деформацию сопрягаемых элементов.
Ключевые последствия отсутствия балансировки
- Вибрации на всех режимах работы – повышенный шум, дискомфорт в салоне
- Разрушение вкладышей – локальный перегрев и выкрашивание антифрикционного слоя
- Ускоренный износ масляного насоса – кавитация и падение давления масла
Балансировка выполняется на специализированных станках путём снятия металла с противовесов или установки балансировочных грузов. Допустимый остаточный дисбаланс регламентируется производителем и обычно не превышает 5-10 грамм на метр.
| Дисбаланс (г/см) | Последствия для двигателя |
| 15-20 | Вибрация руля, повышенный шум |
| 25-40 | Стук вкладышей, перегрев подшипников |
| >50 | Риск заклинивания коленвала |
Игнорирование этой операции сводит на нет точность шлифовки и сокращает ресурс двигателя в 2-3 раза. Балансировка обязательна при любой обработке коленчатого вала, включая ремонт шатунных шеек или замену противовесов.
Проверка соосности шеек коленвала
Соосность шеек коленчатого вала подразумевает их идеальное расположение на единой центральной оси вращения. Любое отклонение приводит к биению вала, вызывающему дисбаланс и вибрации в двигателе. Точность геометрии критична после шлифовки, так как даже минимальные погрешности обработки влияют на работоспособность узла.
Нарушение соосности провоцирует ускоренный износ вкладышей коренных подшипников, деформацию шатунов и локальный перегрев. В тяжелых случаях возможны заклинивание двигателя, разрушение постелей блока цилиндров или обрыв шатунных болтов. Без проверки этого параметра последующая сборка мотора бессмысленна.
Методы контроля
Основные способы проверки соосности:
- Струбцины с индикаторами (на призмах): Коленвал фиксируется на калиброванных призмах. Индикатор часового типа перемещается по коренным шейкам для замера радиального биения.
- Центровые станки: Вал крепится в токарном станке за фланцы или центровые отверстия. Проверка выполняется аналогично методу призм, но с жесткой фиксацией.
- Лазерное сканирование: Бесконтактное измерение с помощью оптических систем. Обеспечивает высокую точность и построение 3D-модели геометрии.
Допустимое биение коренных шеек:
| Диаметр шейки (мм) | Макс. биение (мм) |
| До 50 | 0.01–0.02 |
| 50–80 | 0.02–0.03 |
| Свыше 80 | 0.03–0.04 |
Важно: Замеры выполняются минимум в двух плоскостях (вертикальной и горизонтальной). При превышении норм требуется правка вала на гидравлическом прессе или повторная шлифовка с коррекцией центровки. Игнорирование отклонений гарантирует преждевременный выход двигателя из строя.
Диагностика микротрещин магнитопорошковым методом
Магнитопорошковая дефектоскопия – обязательный этап после шлифовки шеек коленвала. Метод выявляет скрытые трещины, невидимые невооружённым глазом, которые возникают из-за усталости металла или термонапряжений при обработке. Отсутствие такой проверки может привести к катастрофическому разрушению вала под нагрузкой.
Технология основана на регистрации магнитных полей рассеяния над дефектами. Коленвал намагничивают продольно или циркулярно, после чего наносят ферромагнитную суспензию (масляную или водную). Частицы порошка концентрируются в зонах трещин, образуя четкие индикаторные рисунки.
Ключевые этапы диагностики
- Подготовка поверхности: очистка шеек от стружки, масла и абразивной пыли.
- Намагничивание: создание магнитного поля с помощью соленоидов или контактных штанг.
- Нанесение индикатора: распыление или окунание в суспензию магнитного порошка.
- Визуализация дефектов: анализ скоплений порошка под УФ- или обычным светом.
- Размагничивание: устранение остаточной намагниченности для предотвращения притяжения металлической стружки.
Трещины критичны в зонах галтелей, масляных каналов и переходов щёк в шейки. Допустимая глубина – до 0.1 мм при длине ≤2 мм. Превышение этих параметров требует замены или сварки с последующей перешлифовкой.
| Тип дефекта | Вид индикации | Допустимость |
|---|---|---|
| Поверхностная трещина | Чёткая прерывистая линия | Недопустима |
| Волосяная трещина | Тонкая прямая нить | ≤0.1×2 мм |
| Рыхлота металла | Размытое пятно | Допустима вне нагружаемых зон |
Важно: диагностику проводят до финальной промывки вала. Остатки порошка в масляных каналах блокируют смазку, вызывая задиры вкладышей. Альтернативные методы (УЗИ, капиллярный контроль) менее эффективны для ферромагнитных сталей коленвалов.
Дефектовка после шлифовки: критичные параметры
Контроль геометрии и состояния коленчатого вала после шлифовки обязателен для исключения скрытых дефектов и подтверждения соответствия техническим требованиям. Без тщательной дефектовки даже качественно отшлифованный вал может спровоцировать ускоренный износ или аварийный отказ двигателя.
Проверка осуществляется с использованием прецизионных измерительных инструментов: микрометров, нутромеров, штангенциркулей и индикаторных приборов. Особое внимание уделяется критичным параметрам, отклонения которых недопустимы даже в пределах микрон.
Основные контролируемые характеристики
| Параметр | Метод контроля | Последствия отклонений |
|---|---|---|
| Диаметр шеек | Микрометр в 4-х плоскостях | Нарушение посадки вкладышей, масляное голодание |
| Овальность и конусность | Сравнение замеров по краям и центру шейки | Локальный перегрев, задиры |
| Радиусы галтелей | Шаблоны или профилометр | Концентрация напряжений, трещины в щеках |
| Биение коренных шеек | Индикатор на призмах | Вибрации, разрушение подшипников |
| Параллельность осей | Замер межосевых расстояний | Перекос шатунов, неравномерный износ |
| Чистота поверхности | Визуальный осмотр, магнитопорошковая дефектоскопия | Задиры, ускоренный износ вкладышей |
Отдельно проверяется состояние масляных каналов: отсутствие заусенцев после шлифовки и правильность заглушек. Недопустимы риски, ступенчатость переходов и термические потемнения на поверхностях шеек. Каждый параметр сверяется с паспортными допусками для ремонтного размера.
При выявлении несоответствий коленвал отправляется на дошлифовку или бракуется. Критично соблюдать последовательность замеров: сначала биение и геометрию, затем - параметры каждой шейки. Игнорирование любого этапа дефектовки равносильно сборке двигателя с "миной замедленного действия".
Инструмент для измерения диаметра шеек
Точность замера диаметра коренных и шатунных шеек коленчатого вала критична для определения стадии ремонта – простая полировка или обязательная шлифовка под ремонтный размер. Погрешность даже в сотые доли миллиметра ведет к неправильной посадке вкладышей, масляному голоданию и ускоренному износу.
Для корректной диагностики используются специализированные инструменты, исключающие субъективную оценку. Ручные штангенциркули или универсальные микрометры недостаточны из-за возможной эллипсности или конусности поверхностей – требуются приборы, гарантирующие замер в строго заданных точках по длине шейки и контроль геометрической формы.
Основные типы измерительного инструмента
- Микрометрическая скоба (нутромер): Оснащается сменными наконечниками под конкретный диапазон диаметров. Требует навыка для позиционирования строго перпендикулярно оси шейки.
- Микрометр с удлиненными пятками: Специальная конструкция для глубокого захвата. Фиксирует диаметр в одной плоскости, но не выявляет эллипс без дополнительных замеров.
- Индикаторный нутромер (типа НИ): Компактен, позволяет быстро сравнивать размеры относительно эталона. Чувствителен к перекосу в отверстии.
- Электронный нутромер с цифровой индикацией: Обеспечивает высокую точность (±0.001 мм), запоминает min/max значения для автоматического выявления овализации. Часто имеет программное обеспечение для построения графиков износа.
Обязательное условие – предварительная очистка шеек от малейших загрязнений и масла, контроль температуры вала (идеально 20°C). Замеры производятся минимум в двух перпендикулярных плоскостях (А-А и Б-Б) и на обоих концах каждой шейки для выявления конуса.
| Тип инструмента | Точность, мм | Преимущества | Недостатки |
|---|---|---|---|
| Микрометрическая скоба | 0.01 | Прочность, стабильность | Сложность позиционирования, ручной расчет |
| Индикаторный нутромер | 0.005 | Скорость замера, наглядность | Зависимость от эталона, риск перекоса |
| Электронный нутромер | 0.001 | Автоматизация, запись данных | Высокая стоимость, чувствительность к ударам |
Данные замеров сравниваются с допусками производителя двигателя. Если разница диаметров в плоскостях или по длине шейки превышает 0.005-0.008 мм, либо фактический размер выходит за пределы поля допуска – вал подлежит шлифовке на специализированном станке с последующим тщательным контролем.
Требования к шероховатости поверхности
Шероховатость шеек коленвала напрямую влияет на долговечность работы подшипников скольжения и стабильность масляного клина. Превышение допустимых параметров Ra приводит к ускоренному износу вкладышей, падению давления в системе смазки и риску задиров.
Оптимальные значения определяются типом двигателя, материалом вкладышей и условиями эксплуатации. Для большинства современных моторов критичен диапазон Ra 0,16–0,32 мкм, при этом шлифовка коренных и шатунных шеек требует индивидуального подхода к допускам.
Ключевые критерии контроля
- Равномерность обработки: Отсутствие локальных выступов/впадин на всей контактной поверхности
- Направленность рисок: Параллельность микронеровностей оси вращения для удержания масляной плёнки
- Отсутствие дефектов: Запрещены прижоги металла, риски глубже 0,02 мм, волнообразный профиль
| Тип шейки | Ra (мкм) | Rz (мкм) | Контрольный метод |
|---|---|---|---|
| Коренная | 0,16–0,25 | 0,8–1,6 | Профилометр |
| Шатунная | 0,20–0,32 | 1,0–2,0 | Эталонные пластины |
Финишная полировка абразивной лентой снижает Ra до минимальных значений, но строго запрещена при наличии овальности или конусности шеек. Контроль параметров обязателен после каждого этапа обработки с внесением данных в протокол ремонта.
Допуски параллельности шеек коленвала
Параллельность шеек коленчатого вала критически влияет на распределение нагрузок в подшипниках скольжения и стабильность масляного клина. Отклонение от нормы провоцирует локальные перегревы, задиры вкладышей и ускоренный износ шатунных и коренных опор.
Допустимое значение непараллельности смежных шеек строго регламентировано производителями ДВС и обычно не превышает 0,01–0,02 мм на 100 мм длины шейки. Для проверки используют прецизионные поверочные плиты и индикаторные стойки, фиксируя отклонения в двух плоскостях при проворачивании вала.
Последствия нарушения допусков
- Вибрации и биения, разрушающие коренные подшипники
- Деформация масляного слоя и масляное голодание
- Прогиб шатунов с риском заклинивания поршней
| Тип двигателя | Макс. отклонение (мм/100 мм) |
|---|---|
| Бензиновый атмосферный | 0,015 |
| Турбодизель | 0,010 |
| Высокооборотный спортивный | 0,008 |
Корректировка выполняется при шлифовке коленвала на специализированных станках с ЧПУ через компенсацию смещения осей шеек. После обработки обязательна проверка индикатором в четырёх угловых позициях каждой пары шеек относительно базовой оси вращения.
Последствия некачественной шлифовки галтелей
Некачественная обработка галтелей коленвала провоцирует концентрацию механических напряжений в переходных зонах. Нарушение требуемого радиуса или шероховатости поверхности создаёт локальные очаги усталости металла.
Микротрещины и задиры на галтелях стремительно прогрессируют под нагрузкой, снижая прочность конструкции. Это приводит к катастрофическим деформациям при работе двигателя на высоких оборотах.
- Ускоренное разрушение вала: Трещины распространяются на шатунные шейки и щёки коленвала, вызывая поломку.
- Повреждение смежных компонентов: Осколки металла и вибрация разрушают вкладыши, царапают зеркало цилиндров.
- Масляное голодание: Нарушение геометрии галтелей ухудшает смазку трущихся пар, провоцируя заклинивание.
- Аварийные ситуации: Обрыв коленвала при движении блокирует трансмиссию или разрушает блок цилиндров.
Ремонт требует полной замены коленчатого вала, шлифовки постелей, капитального восстановления двигателя. Экономия на качестве обработки многократно увеличивает итоговую стоимость работ.
Влияние шлифовки на ресурс коленчатого вала
Шлифовка коленвала неизбежно уменьшает диаметр коренных и шатунных шеек, а также толщину упрочнённого поверхностного слоя. Это снижает запас прочности детали и её сопротивляемость усталостным нагрузкам. Каждая последующая обработка сокращает допустимый запас для будущих ремонтов.
Критически важным становится соблюдение ремонтных размеров, установленных производителем двигателя. Превышение максимально допустимого диаметра шлифовки приводит к риску поломки вала под нагрузкой из-за критического истончения стенок. Неравномерное снятие металла или нарушение геометрии вала провоцирует вибрации и ускоренный износ вкладышей.
Факторы, определяющие сохранение ресурса
На долговечность коленвала после шлифовки влияют:
- Качество обработки – отсутствие рисок, микротрещин и соблюдение точности радиусов галтелей
- Термообработка – восстановление твёрдости поверхностного слоя методом азотирования или закалки ТВЧ
- Соответствие вкладышей – использование ремонтных вкладышей строго по размеру шлифовки
Правильная обкатка двигателя после ремонта – обязательное условие для приработки поверхностей и распределения нагрузки. Пренебрежение этим этапом вызывает задиры шеек даже при качественной шлифовке.
| Количество шлифовок | Снижение ресурса | Критические риски |
|---|---|---|
| Первая (стандартный ремонт) | 10-15% | Минимальные при соблюдении технологии |
| Вторая и более | 25-40% | Деформация вала, усталостные трещины в галтелях |
Компенсировать потерю ресурса помогает балансировка коленвала после шлифовки. Дисбаланс увеличивает вибрационную нагрузку на шейки и коренные опоры, ускоряя разрушение вкладышей и самого вала.
Типичные ошибки при выполнении операции
Шлифовка коленвала требует предельной точности и соблюдения технологических норм. Малейшие отклонения в процессе обработки могут привести к критическим дефектам, снижающим ресурс двигателя.
Опытные мотористы выделяют ряд распространенных ошибок, которые возникают из-за недостаточной квалификации персонала или нарушения регламента работ. Эти недочеты способны спровоцировать ускоренный износ, задиры или поломку узла.
Наиболее частые технологические нарушения
- Неправильный выбор ремонтного размера – несоответствие диаметра шеек доступным вкладышам, ведущее к нарушению зазоров.
- Нарушение геометрии шеек – образование конусности, овальности или бочкообразности из-за неточной настройки станка.
- Недостаточная обработка галтелей – уменьшение радиуса переходных зон между шейками и щеками, вызывающее концентрацию напряжений.
- Перегрев поверхностей – появление отпускных пятен и микротрещин при отсутствии охлаждения или чрезмерном съеме металла за один проход.
- Ошибки фиксации вала – деформация из-за неправильной установки в центрах или патронах, приводящая к биению.
- Несоответствие шероховатости – оставление глубоких рисок (>Ra 0,32 мкм) либо "глажение" поверхности, ухудшающее удержание масляной пленки.
| Ошибка | Последствие |
| Игнорирование контроля твердости | Снижение износостойкости шеек после перешлифовки |
| Неполная промывка масляных каналов | Загрязнение подшипников абразивной пылью |
| Отказ от динамической балансировки | Вибрации и усталостные разрушения при работе |
Технология шлифовки коленвалов без снятия с авто
Шлифовка коленчатого вала без демонтажа двигателя выполняется с применением специализированного переносного оборудования, позволяющего обрабатывать шейки непосредственно в подкапотном пространстве. Данная технология требует высокой квалификации мастера и точной фиксации оснастки на блоке цилиндров для обеспечения соосности обрабатываемых поверхностей.
Процесс начинается с диагностики дефектов (задиры, эллипсность) шатунных и коренных шеек через масляные каналы или технологические лючки. После очистки масляных каналов и установки защитных экранов на смежные детали, шейки последовательно шлифуются с минимальным съёмом металла (0,25-0,50 мм) до восстановления геометрии. Обязательным условием является непрерывная подача СОЖ для охлаждения и удаления абразивной пыли.
Ключевые этапы технологии

- Фиксация станины: Монтаж направляющих на привалочную плоскость блока цилиндров с юстировкой по оси коленвала.
- Обработка шеек: Использование регулируемых резцовых головок с алмазными или CBN-насадками для чистовой обработки.
- Контроль параметров: Замер микрометром после каждого прохода для соблюдения допусков (овальность ≤ 0,005 мм, конусность ≤ 0,008 мм).
Преимущества и ограничения
| Преимущества | Ограничения |
| Сокращение времени ремонта на 60-70% | Неприменимо при критическом износе (>1 мм) или трещинах |
| Сохранение заводской приработки деталей | Требует демонтажа поддона и маслонасоса |
Особенности обработки закаленных коленвалов
Закаленные коленчатые валы подвергаются термообработке для повышения поверхностной твердости и износостойкости шатунных и коренных шеек. Основная сложность шлифовки заключается в преодолении высокой твердости поверхностного слоя (55–62 HRC), что требует применения специализированного абразивного инструмента и строгого контроля температурного режима.
Перегрев зоны обработки даже на несколько градусов способен вызвать локальный отпуск металла, образование микротрещин и остаточных напряжений. Для предотвращения этого используют обильное охлаждение СОЖ (смазочно-охлаждающей жидкостью) с добавлением противозадирных присадок, а также корректируют режимы резания – уменьшают глубину шлифования и подачу.
Ключевые аспекты технологии
- Абразивный инструмент: Применяются круги из электрокорунда белого (25А) или хромистого (24А) с керамической связкой, либо эльбора (CBN) на бакелитовой основе. Зернистость подбирается в диапазоне 25–40 для черновой обработки и 16–25 для чистовой.
- Режимы режимы шлифования:
Этап Скорость вращения круга (м/с) Поперечная подача (мм/ход) Обдирочное 35–40 0.02–0.05 Чистовое 25–35 0.005–0.015 - Контроль качества: Обязательная проверка на отсутствие прижогов (травление в растворе азотной кислоты), измерение овальности и конусности шеек (допуск ≤ 0.005 мм), ультразвуковая дефектоскопия трещин.
Финишная обработка включает полирование пастами ГОИ или алмазной суспензией для снижения шероховатости до Ra 0.1–0.2 мкм, что критично для ресурса вкладышей подшипников. Нарушение технологии ведет к ускоренному износу сопрягаемых деталей и задирам.
Чистовые шаги обработки перед сборкой двигателя
После завершения шлифовки коленвала критически важна тщательная очистка всех обработанных поверхностей. Остатки абразивной пыли или металлической стружки приведут к ускоренному износу вкладышей и шеек коленвала при запуске двигателя. Используются специализированные моющие растворы и ультразвуковые ванны для удаления мельчайших частиц из масляных каналов и пазов.
Обязательный этап – финальная полировка шеек коленчатого вала до зеркального блеска. Это снижает трение, улучшает приработку вкладышей и стабильность масляного клина. Полировку выполняют мелкозернистыми абразивными лентами или пастами при строгом контроле геометрии. Параллельно проверяют соосность коленвала и биение коренных шеек.
Контроль и подготовка к установке
Перед сборкой выполняют комплекс замеров:
- Диаметры шеек – сверяют с номиналами для новых вкладышей
- Овальность и конусность – допуск не превышает 0.005 мм
- Радиальные зазоры – пластиковым щупом между шейкой и вкладышем
- Осевой люфт – регулируется подбором упорных полуколец
Поверхности обрабатывают молибденосодержащей консервационной смазкой для предотвращения коррозии и облегчения холодного пуска. Упорные фланцы и шпоночные пазы проверяют на отсутствие заусенцев. Коленвал хранят только в вертикальном положении, исключая контакт шеек с металлическими поверхностями.
Контрольная сборка коленвала с вкладышами
Контрольная сборка коленвала с новыми вкладышами выполняется после шлифовки шеек для проверки правильности подбора ремонтных размеров и соответствия зазоров техническим требованиям. Эта операция позволяет выявить возможные отклонения до окончательной сборки двигателя, предотвращая дорогостоящие поломки из-за недостаточной смазки или заклинивания.
Процедура включает установку коленчатого вала с вкладышами в блок цилиндров с последующим измерением зазоров специальными методами. Точность измерений критична для обеспечения стабильной масляной плёнки и минимизации износа трущихся поверхностей при эксплуатации.
Порядок выполнения работ
- Очистка посадочных мест блока и шатунов от загрязнений
- Укладка вкладышей строго соответствующих ремонтному размеру в постели коленвала и шатуны
- Монтаж коленвала с нанесением смазки на рабочие поверхности
- Поэтапная затяжка коренных и шатунных крышек с предписанным моментом
- Проверка свободного вращения вала рукой (должно быть плавным, без заеданий)
Измерение зазоров производится двумя методами:
- Пластиковым щупом-калибром: укладывается на шейку перед затяжкой, после снятия крышки ширина расплющенного участка сравнивается со шкалой на упаковке
- Индикаторным нутромером: замеряется разница между диаметром вкладыша и шейки при полностью затянутых крышках
| Параметр | Норма для бензиновых ДВС | Норма для дизельных ДВС |
|---|---|---|
| Коренной зазор | 0,020-0,040 мм | 0,030-0,060 мм |
| Шатунный зазор | 0,015-0,035 мм | 0,025-0,055 мм |
| Максимальное отклонение | Не более 0,015 мм на соседних шейках | |
При несоответствии зазоров допускам вкладыши заменяют на следующий ремонтный размер или проверяют правильность обработки шеек. Повторная шлифовка требуется при превышении максимальных зазоров более чем на 0,02 мм относительно нормы для выбранного ремонтного размера.
Проверка контактного пятна на вкладышах
Проверка контактного пятна – обязательный этап после шлифовки коленвала и перед окончательной сборкой двигателя. Она определяет качество прилегания шеек вала к новым вкладышам и выявляет возможные дефекты обработки или монтажа.
Для проведения проверки на рабочую поверхность вкладышей наносят тонкий равномерный слой монтажной краски (обычно синей). Собранный коренной узел с коленвалом проворачивают на несколько оборотов с расчётным моментом затяжки, затем разбирают и анализируют распределение краски.
Ключевые критерии оценки
- Расположение пятна: Должно занимать центральную ⅔ поверхности вкладыша (70-80%) без смещения к краям.
- Равномерность распределения: Отпечаток обязан быть сплошным, без прерывистых участков или локальных пятен.
- Интенсивность контакта: Умеренно-равномерный окрас по всей площади пятна, без зон полного отсутствия краски.
При выявлении отклонений (крайнее смещение, точечный контакт, отсутствие отпечатка на части поверхности) проводят дополнительную диагностику. Причины могут включать:
- Деформацию постелей блока цилиндров
- Некорректную шлифовку шеек (овал, конус)
- Ошибки в подборе номера вкладыша
- Нарушение чистоты поверхности при монтаже
Игнорирование проверки ведёт к ускоренному износу, задирам или провороту вкладышей уже на этапе обкатки двигателя. Корректное контактное пятно гарантирует равномерное распределение нагрузок и формирование стабильной масляной плёнки.
Правила обкатки двигателя после шлифовки коленвала

Обкатка двигателя после ремонта с шлифовкой коленчатого вала – обязательная процедура для притирки новых деталей и восстановления работоспособности силового агрегата. Пренебрежение этим этапом приводит к преждевременному износу, задирам на вкладышах и повторному выходу двигателя из строя.
Соблюдение регламента обкатки позволяет микронеровностям на поверхностях шатунных и коренных шеек коленвала, вкладышей подшипников и стенках цилиндров сгладиться под контролируемой нагрузкой. Это формирует оптимальные зазоры, обеспечивает правильное распределение масляной пленки и стабильную работу ДВС на длительный срок.
Основные правила обкатки
Строго придерживайтесь следующих рекомендаций:
- Первичный запуск: Проверните двигатель стартером без зажигания 10-15 секунд для создания масляного давления. Заведите мотор и дайте ему поработать на холостых оборотах (800-1000 об/мин) 15-20 минут, контролируя температуру и давление масла.
- Режим движения:
- Первые 500 км: Двигайтесь со скоростью не более 60 км/ч, избегая нагрузки. Часто меняйте передачу, удерживая обороты в диапазоне 1500-2500 об/мин.
- 500-1000 км: Плавно увеличивайте скорость до 80 км/ч, кратковременно допуская обороты до 3000 об/мин. Исключите буксировку прицепов и движение в гору на высоких передачах.
- Контроль технических жидкостей: Проверяйте уровень и состояние моторного масла после каждой поездки. При обнаружении металлической стружки или сильного потемнения – немедленно замените масло и фильтр.
- Запрещенные действия:
- Длительная работа на холостом ходу (более 5 минут)
- Резкие ускорения и торможения
- Движение на постоянных оборотах
- Нагрузка свыше 50% от максимальной (буксировка, крутые подъемы)
После завершения обкатки (1000-1500 км): Обязательно замените моторное масло и масляный фильтр, даже при использовании "обкаточного" масла. Проведите диагностику компрессии, проверьте момент затяжки болтов головки блока цилиндров (при необходимости) и состояние масла в поддоне.
Маркировка отшлифованного коленвала ремонтным размером
После шлифовки шеек коленвала на каждый ремонтный размер наносится специальная маркировка. Это обязательная процедура, позволяющая точно идентифицировать проведенную обработку и исключить ошибки при дальнейшей сборке двигателя. Маркировка выполняется ударным способом или гравировкой в строго определенном месте на противовесе коленвала или его щеке.
Четкая маркировка содержит цифровое обозначение ремонтного размера (например, 0,25; 0,50; 0,75; 1,00), указывающее на уменьшение диаметра коренных и шатунных шеек в миллиметрах относительно номинального размера. Иногда дополнительно указывается буквенный индекс (Р, Рем, R) или аббревиатура завода-изготовителя. Эта информация дублируется в технической документации к ремонту.
Ключевые аспекты маркировки
Обязательные элементы обозначения:
- Числовое значение ремонтного размера (величина уменьшения диаметра в мм)
- Расположение в зоне, исключающей повреждение при эксплуатации (часто на торце противовеса)
Важность для подбора компонентов:
- По маркировке подбираются ремонтные вкладыши соответствующего размера.
- Обеспечивается правильный зазор между валом и вкладышем подшипника.
- Исключается установка вкладышей неверного размера, ведущая к ускоренному износу или заклиниванию.
| Рем. размер (мм) | Пример маркировки | Тип вкладышей |
| 0,25 | 0.25 или Р25 | Ремонтные 1-й ступени |
| 0,50 | 0.50 или Р50 | Ремонтные 2-й ступени |
| 0,75 | 0.75 или Р75 | Ремонтные 3-й ступени |
| 1,00 | 1.00 или Р100 | Ремонтные 4-й ступени |
Отсутствие маркировки делает коленвал непригодным для использования, так как невозможно гарантировать правильный подбор комплектующих. Маркировка является юридически значимым подтверждением выполненных работ и должна сохраняться на протяжении всего срока службы вала.
Список источников
При подготовке материалов о шлифовке коленчатого вала использовались специализированные технические издания и отраслевые ресурсы. Акцент делался на источники с подтверждённой репутацией в области ремонта ДВС.
Ключевые публикации содержат детальные данные о технологических стандартах, допусках и методиках обработки коленвалов. Ниже представлен перечень основных материалов.
- Родичев В.А. "Устройство и ремонт грузовых автомобилей". Учебник для СПО. - М.: Академия, 2020
- Пехальский И.П. "Автомобильные двигатели: восстановление и модернизация". - М.: Машиностроение, 2018
- Технические стандарты ГОСТ Р 53480-2009 "Валы коленчатые. Технические условия"
- Методические рекомендации "Ремонт кривошипно-шатунного механизма" НИИ Автопрома
- Журнал "Двигателестроение": тематические выпуски по восстановлению деталей ЦПГ (2021-2023 гг.)
- Производственные руководства Mahle, Kolbenschmidt по ремонту двигателей
- Отраслевой справочник "Технологии ремонта автотранспорта" под ред. Селифанова В.В.