Статическая балансировка колес - суть и технология
Статья обновлена: 28.02.2026
Неравномерное распределение массы автомобильного колеса неизбежно вызывает вибрации при вращении. Эти колебания передаются на подвеску, рулевое управление и кузов, ускоряя износ шин, ступичных подшипников и элементов ходовой части.
Статическая балансировка – фундаментальный метод устранения дисбаланса, при котором колесо рассматривается как плоский объект. Технология выявляет тяжелую точку на ободе и компенсирует ее вес специальными грузиками, обеспечивая равномерное вращение без биения.
Процедура выполняется на балансировочных станках, фиксирующих колесо в свободном положении. Статический дисбаланс проявляется самопроизвольным поворотом тяжелого сектора вниз – именно эту зону требуется уравновесить.
Основной физический принцип статической балансировки
Статический дисбаланс возникает при несовпадении центра массы колеса с его осью вращения. Это приводит к появлению неуравновешенной центробежной силы, вызывающей вибрации и биения при вращении колеса.
Физический принцип балансировки заключается в перераспределении массы колеса для совмещения центра тяжести с осью вращения. Достигается это добавлением корректирующих грузов в точках, диаметрально противоположных зонам избыточной массы, либо удалением материала с тяжелых участков.
Ключевые элементы принципа
- Гравитационное выравнивание: Несбалансированное колесо при свободном вращении останавливается тяжелым сектором вниз под действием силы тяжести.
- Плечо силы: Эффект дисбаланса определяется произведением массы неуравновешенного участка на расстояние от центра (m·r).
- Векторная компенсация: Корректирующий груз создает равную по величине, но противоположно направленную центробежную силу.
Чем статическая балансировка отличается от динамической?
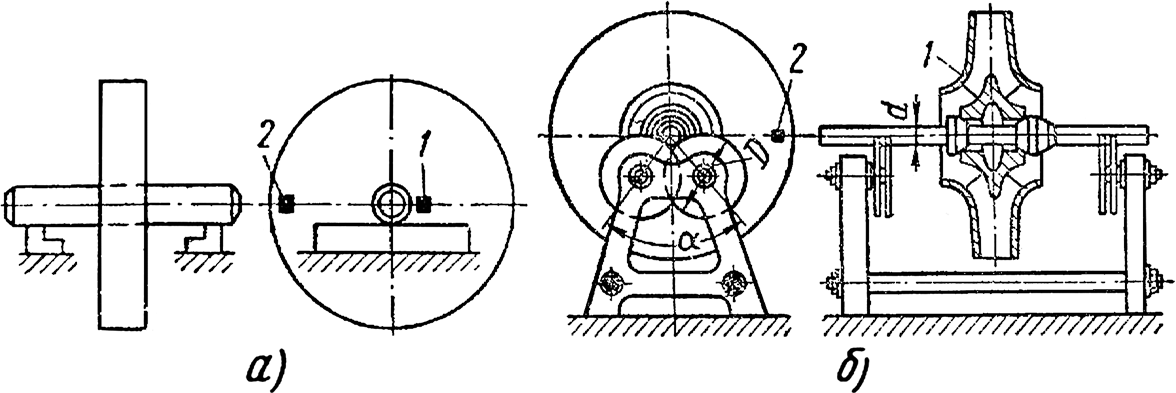
Статическая балансировка устраняет дисбаланс в одной плоскости вращения, ориентируясь исключительно на радиальное смещение центра массы. Она эффективна для узких колес (ширина меньше диаметра), где моментные силы незначительны. Метод основан на принципе самопроизвольного поворота тяжелой точки вниз при свободном вращении на призмах или конусах, после чего груз крепится в диаметрально противоположной позиции.
Динамическая балансировка компенсирует дисбаланс в двух плоскостях, параллельных оси вращения, что критично для широких колес (ширина больше диаметра). Она нейтрализует не только смещение центра массы, но и моментные силы, вызывающие «рыскание» колеса. Процедура выполняется на компьютерных стендах при принудительном вращении с измерением векторов сил и автоматическим расчетом массы/позиции корректирующих грузов для каждой стороны.
| Критерий | Статическая балансировка | Динамическая балансировка |
|---|---|---|
| Тип дисбаланса | Статический (радиальное смещение центра массы) | Динамический (радиальное смещение + моментные силы) |
| Количество плоскостей коррекции | 1 плоскость | 2 плоскости |
| Применимость | Узкие колеса (ширина < диаметра) | Широкие колеса (ширина > диаметра) |
| Метод выявления | Свободное вращение до остановки тяжелой точкой вниз | Анализ колебаний при принудительном вращении на стенде |
| Точность | Ограниченная (не устраняет моментные силы) | Высокая (компенсирует все виды дисбаланса) |
Визуальные признаки статического дисбаланса колеса
Наиболее очевидным визуальным признаком статического дисбаланса является видимое вертикальное биение колеса при его вращении. "Тяжелое" место будет стремиться вниз, вызывая подпрыгивание колеса в вертикальной плоскости. Это биение часто можно наблюдать визуально, особенно на поднятом автомобиле при медленном вращении колеса рукой.
Другим важным визуальным индикатором служит специфический характер износа протектора шины. Статический дисбаланс приводит к неравномерному давлению на определенный участок покрышки, что вызывает ускоренный износ именно в этой зоне. В результате на беговой дорожке шины появляется характерное "пятно" или "лысина" с более стертым рисунком протектора по сравнению с остальной поверхностью.
Наиболее характерные визуальные индикаторы
Ключевые визуальные признаки, указывающие на возможное наличие статического дисбаланса:
- Вертикальное биение колеса: Видимое подпрыгивание или "восьмерка" колеса при его вращении на подъемнике или балансировочном станке.
- Неравномерный ("пятнистый") износ протектора: Локальные участки с существенно большим износом резины, часто в форме пятна или сегмента на беговой дорожке.
- Разница в давлении на шине (косвенный признак): После длительной стоянки может наблюдаться более заметная деформация шины в области дисбаланса ("тяжелого места") из-за неравномерного распределения нагрузки.
Дополнительные признаки, которые могут наблюдаться в динамике (хотя и не всегда строго визуальны):
| Признак | Описание |
|---|---|
| Вибрация на низкой скорости | Колесо начинает ощутимо вибрировать (часто заметно на руле или кузове) уже при очень медленном движении автомобиля (10-20 км/ч). |
| Смещение центра тяжести | При свободном вращении поднятого колеса оно всегда останавливается в одном и том же положении ("тяжелой" точкой вниз), что легко проверить вручную. |
Специальное оборудование для статической балансировки
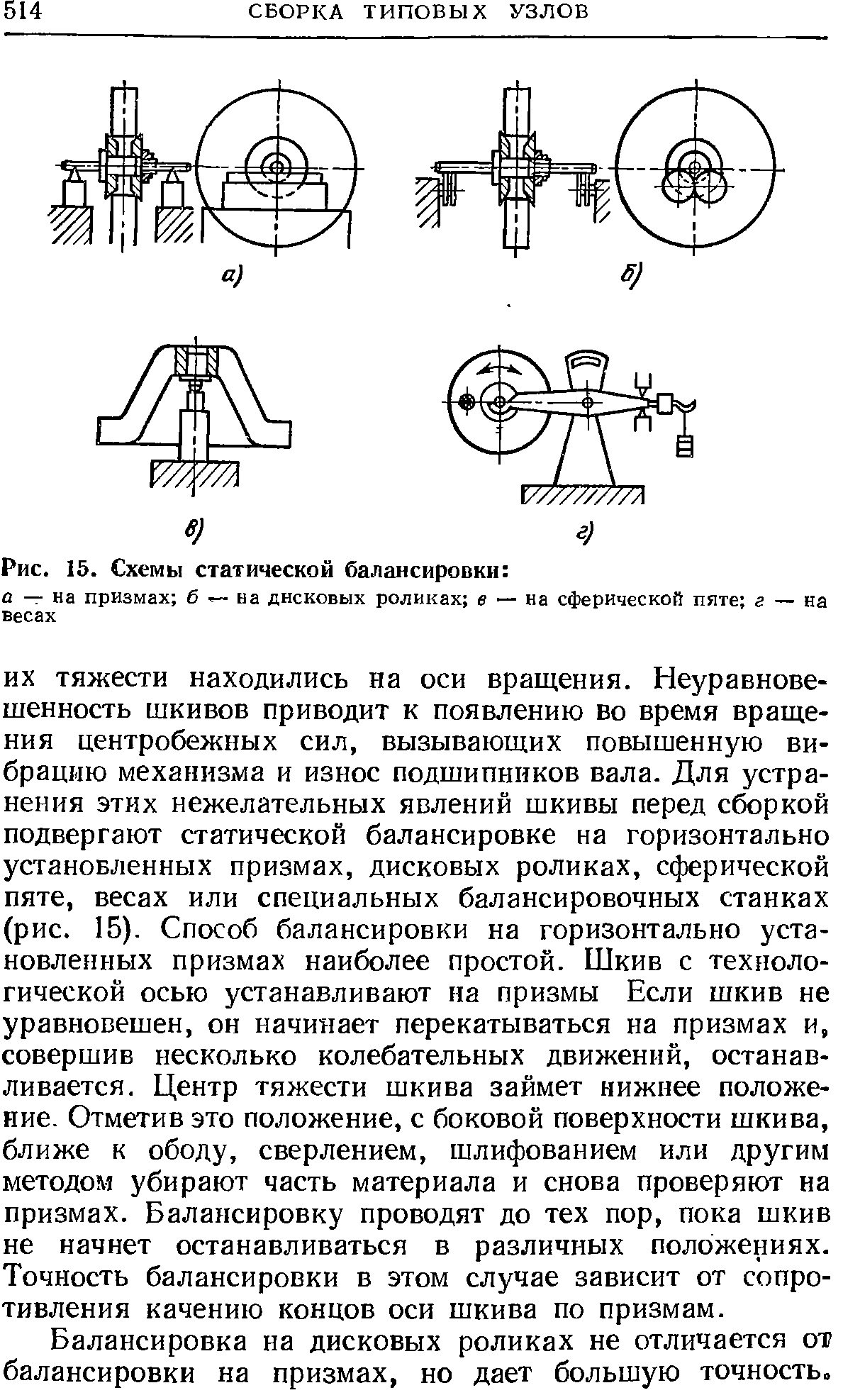
Основным инструментом для статической балансировки служат балансировочные стенды. Они представляют собой жесткую станину с установленными на ней призмами или роликами, образующими опорную поверхность минимальной площади. Колесо в сборе с шиной монтируется на ось (обычно через адаптер, соответствующий ступице), которая свободно укладывается на эти опоры.
Чувствительность процесса обеспечивается низким коэффициентом трения между осью и опорами (часто используются закаленные стальные ролики). Дисбаланс определяется по самопроизвольному проворачиванию колеса: более тяжелый сектор всегда стремится занять нижнее положение. Для точной локализации точки дисбаланса применяют индикаторные метки или лазерные указатели на станине.
Типы и компоненты оборудования
Конструктивно стенды делятся на:
- Профильные призменные: Стальные параллельные балки с V-образным сечением для фиксации оси.
- Роликовые: Пара вращающихся цилиндров из высокопрочной стали, снижающих трение качения.
- Автоматизированные: Оснащены датчиками положения и электронными дисплеями для индикации угла дисбаланса.
Ключевые элементы оборудования:
- Адаптеры конусного типа (FLANGE, CONE) для центровки колеса на оси.
- Измерительная шкала или цифровой инклинометр для определения угла тяжелой точки.
- Набор балансировочных грузов: клеящиеся (для литых дисков) и набивные (для стальных, фиксируемые на ребре обода).
| Тип груза | Материал | Крепление | Применение |
|---|---|---|---|
| Набивные (цанговые) | Свинец/цинк | Зажим на кромке диска | Стальные диски с бортиками |
| Самоклеящиеся | Свинец с клейким слоем | Адгезия к внутренней поверхности | Легкосплавные диски |
Простейший метод проверки без станка: балансировочные призмы
Для выявления статического дисбаланса колеса без специализированного оборудования применяют балансировочные призмы. Они представляют собой две параллельные направляющие из закаленной стали с V-образной или плоской рабочей поверхностью, установленные строго горизонтально на жестком основании. Призмы обеспечивают минимальное трение при вращении колеса, позволяя ему свободно занимать положение под действием силы тяжести.
Колесо в сборе с шиной устанавливают на призмы через посадочное отверстие ступицы, предварительно сняв с автомобиля. Предполагается, что подшипники колеса исправны, а люфты отсутствуют. После легкого прокручивания и остановки колеса отмечают самую нижнюю точку обода – именно в этом месте сосредоточен избыток массы. Процедуру повторяют 2-3 раза для подтверждения результата.
Технология коррекции дисбаланса
После определения тяжелой зоны дисбаланс устраняют двумя способами:
- Установка грузиков: на противоположной (верхней) точке обода крепят свинцовые балансировочные грузы соответствующей массы.
- Удаление материала: в тяжелой точке высверливают часть металла (для стальных дисков) или фрезеруют изнаночную сторону (для легкосплавных).
Проверку повторяют до достижения статического равновесия – колесо должно оставаться неподвижным в любом положении после вращения.
| Фактор | Требование к точности |
|---|---|
| Горизонтальность призм | Погрешность ≤ 0.05 мм/м |
| Чистота поверхности | Отсутствие грязи, масла, забоин |
| Состояние подшипников | Нулевой люфт, плавное вращение |
Метод применим только для статической балансировки, выявляющей дисбаланс в одной плоскости. Радиальное биение диска или деформации шины существенно снижают точность измерений.
Подготовка колеса к балансировке: очистка от грязи
Перед установкой колеса на балансировочный станок необходимо тщательно удалить все загрязнения с диска и шины. Крупные комья грязи, камни в протекторе или налипший снег создают дисбаланс, искажая реальные показания оборудования. Даже незначительные отложения в ребрах диска или между ободом и покрышкой влияют на точность измерений.
Особое внимание уделите внутренней полости обода и зоне посадочных поверхностей – остатки старого балансировочного груза, коррозия или масляные пятна требуют механической зачистки. Пренебрежение очисткой приводит к "ложному" дисбалансу, повторным корректировкам и снижению ресурса подвески из-за некорректной балансировки.
Технология очистки
- Удаление крупного мусора: выбить камни из протектора шины металлическим скребком или щеткой.
- Мойка обода: обработать внутренние и внешние поверхности диска щелочным очистителем при помощи аппарата высокого давления.
- Механическая обработка:
- Зачистить посадочные места от коррозии стальной щеткой или абразивным кругом.
- Снять остатки старых балансировочных грузов кусачками.
- Сушка: продуть сжатым воздухом ступичные отверстия, вентиляционные каналы и зону бортовых закраин.
| Тип загрязнения | Инструмент для удаления | Риски при игнорировании |
|---|---|---|
| Камни в протекторе | Шиповик, крюк | Вибрация на скорости 60-80 км/ч |
| Коррозия на хампе | Абразивная насадка | Неравномерное прилегание шины |
| Остатки старых грузов | Плоскогубцы | Ошибка балансировки до 30 г |
Проверьте чистоту хампов (кольцевых выступов на ободе) – их повреждение или загрязнение нарушает герметичность бескамерной шины. Контрольный осмотр проводят на вращающемся стенде: отсутствие вибрации диска при холостом прокручивании подтверждает готовность к балансировке.
Правила демонтажа и установки колеса на балансировочный станок
Перед демонтажем колеса с транспортного средства убедитесь в отсутствии грязи, камней или посторонних предметов в протекторе. Ослабьте болты/гайки крепления на весу, после чего полностью поднимите автомобиль домкратом. Снимите колесо, аккуратно уложите его на чистую ровную поверхность шиной вверх.
Очистите посадочные поверхности диска от коррозии, остатков балансировочных грузиков и загрязнений металлической щеткой. Проверьте состояние шины на предмет повреждений (порезы, грыжи, износ), а диска – на деформацию. Удалите старые балансировочные грузы.
Процедура монтажа на станок
Выполните следующие шаги для корректной установки:
- Подберите конус-адаптер, соответствующий диаметру центрального отверстия диска.
- Наденьте колесо на вал станка стороной диска к оператору (если иное не предусмотрено инструкцией станка).
- Зафиксируйте колесо прижимной гайкой, используя динамометрический ключ с усилием, указанным в паспорте станка (обычно 30-60 Нм).
Критические ошибки:
- Использование поврежденных или несоответствующих конусов
- Неполное прилегание диска к фланцу вала
- Перетяжка или недотяжка прижимной гайки
После фиксации вручную прокрутите колесо для проверки биения. При визуальном отклонении более 2-3 мм повторите установку с очисткой посадочных поверхностей. Убедитесь, что колесо вращается свободно без касания элементов станка.
Определение наиболее тяжелой точки на колесе
Наиболее тяжелая точка колеса (зона максимальной массы) определяется как участок обода, где сосредоточена избыточная масса относительно оси вращения. Её выявление – фундаментальный этап статической балансировки, так как дисбаланс возникает именно из-за неравномерного распределения веса по окружности.
Эта точка автоматически становится "нижней" при свободном вращении колеса на горизонтальной оси под действием гравитации. Сила тяжести смещает центр массы вниз, приводя к остановке колеса в положении, где самая тяжелая зона оказывается внизу.
Технологии выявления тяжелой точки
Основные методы определения:
- Ручной способ на призмах: Колесо надевают на балансировочные призмы. После легкого прокручивания и остановки отмечают нижнюю позицию. Процедуру повторяют 3-4 раза для подтверждения стабильности результата.
- Использование балансировочного станка: При креплении колеса на вал станка датчики вибрации фиксируют амплитуду и фазу дисбаланса при вращении. Компьютер рассчитывает и отображает угловое положение тяжелой точки.
| Метод | Принцип работы | Точность |
| Ручной | Гравитационное выравнивание | Низкая (погрешность до 30°) |
| Станок | Анализ центробежных сил | Высокая (погрешность <5°) |
После локализации тяжелой точки к диаметрально противоположной стороне колеса крепят балансировочные грузы. Это смещает общий центр массы к оси вращения, устраняя статический дисбаланс.
Точное позиционирование колеса на статических конусах
Ключевым этапом статической балансировки является правильная установка колеса на балансировочный станок. Для этого используются специальные конусы разных размеров, подбираемые в соответствии с диаметром центрального отверстия диска. Конус плотно вставляется в отверстие диска, после чего колесо фиксируется на валу станка прижимной гайкой.
Неправильный подбор конуса или недостаточное затягивание гайки приводят к биению колеса во время вращения. Это искажает результаты балансировки, так как дисбаланс маскируется люфтом. При чрезмерном усилии затяжки возможна деформация диска. Точное совпадение осей вращения колеса и вала станка – обязательное условие корректных измерений.
Технология правильного позиционирования
Последовательность действий для минимизации погрешностей:
- Очистка поверхностей: Удаление грязи и коррозии с посадочного отверстия диска и конуса.
- Подбор конуса: Выбор конуса, максимально соответствующего диаметру отверстия диска (без зазоров, но и без натяга).
- Установка: Насадка колеса на вал станка через конус до упора.
- Фиксация: Затяжка прижимной гайки с усилием, рекомендованным производителем станка (обычно 30-50 Н·м).
- Проверка соосности: Вращение колеса вручную для контроля отсутствия видимого эксцентриситета.
Для сложных случаев (например, диски с увеличенным центральным отверстием) применяют переходные кольца-центровщики. Они обеспечивают плотное сопряжение между отверстием диска и конусом станка, исключая радиальное смещение.
| Тип диска | Рекомендуемая оснастка | Критичный параметр |
|---|---|---|
| Штампованный | Стандартные конусы | Диаметр ЦО* |
| Легкосплавный | Конусы + переходные кольца | Точность прилегания кольца |
| Грузовой | Усиленные фланцы | Затяжной момент гайки |
*ЦО - центральное отверстие диска
После установки необходимо убедиться в свободном вращении колеса без сопротивления. Малейший перекос или трение о элементы станка делают процедуру балансировки неэффективной. Особое внимание уделяется дискам с повреждёнными посадочными отверстиями – их балансировка требует использования адаптеров с фиксацией за болтовые отверстия.
Принцип работы индикаторов дисбаланса
Индикаторы дисбаланса измеряют величину и угловое положение неуравновешенной массы колеса при его вращении. Основой работы служит фиксация центробежных сил, возникающих из-за неравномерного распределения массы. Датчики преобразуют механические колебания в электрические сигналы, которые обрабатываются электронным блоком.
Точность измерений обеспечивается строгой фиксацией колеса на балансировочном станке и контролем скорости вращения. Современные системы используют адаптивные алгоритмы для компенсации погрешностей, вызванных деформацией шины или неточностями монтажа. Результаты выводятся в виде цифровых значений дисбаланса по плоскостям.
Ключевые этапы измерения
- Фиксация колеса: Колесо жёстко крепится на вал станка через конусные переходники для исключения биений.
- Вращение с заданной скоростью: Привод разгоняет колесо до 100-300 об/мин (ниже резонансной частоты).
- Регистрация колебаний: Пьезоэлектрические или индукционные датчики в опорах вала фиксируют:
- Амплитуду вибраций
- Фазовый угол относительно метки на роторе
- Анализ сигналов: Процессор вычисляет:
Статический дисбаланс – смещение центра массы относительно оси вращения Моментный дисбаланс – пара разнонаправленных сил в разных плоскостях - Визуализация результата: На экране отображаются:
- Масса корректирующих грузов (в граммах)
- Точки установки грузов (в градусах от метки)
Как интерпретировать показания гравитационного маятника

Показания гравитационного маятника отражают величину и расположение статического дисбаланса колеса. При остановке вращения маятник отклоняется от вертикальной оси под воздействием неуравновешенной массы. Угол этого отклонения прямо пропорционален силе дисбаланса: чем больше отклонение, тем значительнее масса, вызывающая разбалансировку.
Направление отклонения маятника указывает на угловое положение тяжелой точки относительно оси вращения. Маятник всегда останавливается напротив зоны избыточной массы. Это позволяет точно локализовать дисбаланс на окружности колеса без дополнительных измерений.
Порядок интерпретации данных
- Фиксация угла отклонения:
- Считайте значение угла со шкалы маятника (в градусах)
- Сравните с калибровочной таблицей оборудования для перевода в массу дисбаланса (г)
- Определение положения груза:
- Отметить сектор колеса, на который указывает маятник
- Дисбаланс находится строго в этом секторе
- Расчет корректирующего воздействия:
- Корректирующий груз устанавливается диаметрально противоположно показанию маятника
- Масса груза соответствует величине, полученной из калибровочной таблицы
| Показание маятника | Физическое значение | Действие |
|---|---|---|
| Угол 0° | Дисбаланс отсутствует | Корректировка не требуется |
| Угол 15° | Малый дисбаланс | Установка груза 10-20 г |
| Угол 30°+ | Критический дисбаланс | Установка груза 50+ г |
Важно: перед снятием показаний убедитесь в свободном ходе маятника и отсутствии внешних вибраций. Повторяйте замеры после установки корректирующего груза для проверки остаточного дисбаланса.
Подбор места установки балансировочного грузика
Место установки определяется положением точки дисбаланса, которое выявляется балансировочным станком при вращении колеса. Станок рассчитывает массу корректирующего груза и точный угол его установки относительно контрольной метки обода. Для статической балансировки грузик монтируется в одной плоскости (центральной оси колеса), а для динамической – на обеих сторонах диска.
Конкретная позиция зависит от типа диска и конструкции груза. На стальных дисках набивные грузики крепятся на ребро обода, а на легкосплавных – клеящиеся фиксируются на внутреннюю поверхность «лопастей» для сохранения внешнего вида. При монтаже исключают зоны вентиляционных отверстий, сварных швов и датчиков системы TPMS.
Факторы выбора места монтажа
| Критерий | Варианты установки |
|---|---|
| Тип дисбаланса |
|
| Конструкция диска |
|
| Тип грузика |
|
После расчета станком точных координат, груз фиксируют без смещения от указанной точки. Для клеящихся грузиков поверхность диска предварительно обезжиривают, для набивных – проверяют плотность посадки. Ошибка позиционирования даже на 5° увеличивает остаточный дисбаланс.
Расчет необходимой массы груза
После определения положения дисбаланса на колесе с помощью балансировочного станка, рассчитывается масса корректирующего груза. Величина массы напрямую зависит от амплитуды и фазы дисбаланса, измеренных оборудованием. Станок анализирует вектор неуравновешенной силы и автоматически определяет требуемый вес компенсатора для конкретного радиуса установки на ободе.
Ключевым параметром выступает радиус размещения груза (R). Сила дисбаланса (F) рассчитывается по формуле: F = m * ω² * r, где m – масса дисбаланса, ω – угловая скорость, r – радиус расположения неуравновешенной массы. Для компенсации необходима равная противодействующая сила: Fгр = mгр * ω² * R. Упрощая уравнение при одинаковой угловой скорости, получаем базовую зависимость: mгр = (m * r) / R.
Факторы влияния и практическая реализация
На точность расчета влияют:
- Тип грузов: набивные (для стальных дисков) или самоклеящиеся (для легкосплавных);
- Погрешность оборудования: точность датчиков и калибровки станка;
- Радиус монтажа (R): должен строго соответствовать зоне крепления на ободе.
Технология предусматривает два метода установки:
- Один груз: применяется при четкой локализации дисбаланса в одном секторе.
- Два груза: используется для распределенной компенсации, когда станок рекомендует разнесенные по ободу массы (например, 30 г на 0° и 20 г на 180°).
| Параметр | Влияние на расчет | Примечание |
|---|---|---|
| Радиус (R) | Обратная пропорциональность | Увеличение R снижает требуемую массу груза |
| Материал груза | Плотность и форма | Свинцовые/цинковые груза имеют стандартную плотность |
| Точность позиционирования | Критична | Ошибка в 5° угла установки снижает эффективность на 15-20% |
После монтажа груза выполняется контрольный прогон колеса на станке. Если остаточный дисбаланс превышает допуск (обычно 5-10 г для легковых авто), расчет и установку повторяют с корректировкой массы/положения груза.
Типы грузов: набивные и клеящиеся
Набивные грузы представляют собой металлические цилиндры с продольным пазом для фиксации на ободе колеса. Их устанавливают методом механического забивания внутрь специального паза на кромке диска. Данный тип требует точного подбора массы и надежной фиксации во избежание самопроизвольного выпадения при эксплуатации.
Клеящиеся грузы изготавливаются из свинцовых или цинковых сплавов с самоклеящейся основой. Монтируются исключительно на чистую внутреннюю поверхность легкосплавного диска в зоне, максимально приближенной к ободу. Их применение исключает механическое воздействие на диск, но требует идеальной подготовки поверхности и контроля адгезии.
Ключевые особенности
- Набивные:
- Подходят только для стальных дисков с бортовым пазом
- Допускают многократный демонтаж/установку
- Риск коррозии в месте контакта с диском
- Клеящиеся:
- Предназначены для легкосплавных дисков без паза
- Требуют одноразового монтажа (демонтаж повреждает груз)
- Уязвимы к воздействию химических реагентов
| Критерий | Набивные | Клеящиеся |
|---|---|---|
| Тип диска | Стальные | Легкосплавные |
| Точность балансировки | ±5 г | ±1 г |
| Стойкость к вибрациям | Высокая | Средняя |
Особенности применения клеящихся грузиков
Клеящиеся балансировочные грузики монтируются напрямую на внутреннюю поверхность диска через самоклеящийся слой. Эта технология исключает механическое воздействие на обод (царапины, деформации), что критично для легкосплавных и хромированных колёс. Монтаж требует идеальной очистки поверхности от грязи, масел и антикоррозионных составов – даже незначительные загрязнения снижают адгезию.
Грузики выпускаются в виде плоских полос с разбивкой по массе (чаще 5–50 грамм) и длине. Для точного позиционирования используется градуированная шкала на подложке. Фиксация требует сильного прижатия по всей площади на 10–15 секунд. Эксплуатационная стойкость напрямую зависит от температурного режима: качественные модели сохраняют свойства от -40°C до +150°C, но перегрев при торможении или низкокачественный клей могут вызвать отклеивание.
Ключевые ограничения и правила использования
- Запрещено применение: на деформированных, корродированных дисках или при толщине слоя грязи/краски >0.5 мм
- Требуемая подготовка: Обезжиривание спиртовым раствором и полная просушка зоны монтажа
- Минимальный радиус изгиба: Не допускается установка на рёбра жёсткости или криволинейные участки с радиусом менее 15 мм
| Тип диска | Макс. рекомендованная масса (г) | Особые условия |
|---|---|---|
| Стальной штампованный | 60 | Требуется зачистка контактной зоны |
| Легкосплавный литой | 40 | Только на плоских участках между спицами |
| Кованый | 30 | Запрещён монтаж в зоне вентиляционных каналов |
Важно: После мойки высоким давжением необходимо проверять фиксацию грузиков. При частом использовании химических реагентов (зимние реагенты, агрессивные шампуни) рекомендуется профилактический осмотр каждые 5 000 км.
Нейтрализация дисбаланса на внешней стороне диска
Для компенсации внешнего статического дисбаланса грузики крепятся строго на наружную плоскость колесного диска. Техник определяет точку установки по индикатору балансировочного стенда, который показывает угол и массу необходимого противовеса. Место монтажа тщательно зачищается от грязи и окислов для обеспечения надежной адгезии.
На литых и кованых дисках преимущественно применяются самоклеящиеся грузики из цинка или свинца, которые устанавливаются в зоне, максимально приближенной к внешнему ободу. На стальных штампованных дисках используются набивные грузы, механически фиксируемые завальцованным краем обода. Масса противовеса подбирается строго в соответствии с показаниями оборудования.
Технологические этапы нейтрализации
- Повторная проверка дисбаланса после установки первого груза
- Добавление корректирующих грузиков при остаточном дисбалансе >5 г
- Попарная установка меньших грузов по обе стороны от основного при ограничениях по массе
Критерии качества: Допустимый остаточный дисбаланс не должен превышать 0,3–0,5% от массы колеса в сборе. При использовании самоклеящихся грузов обязательна проверка адгезии при экстремальных температурах. Набивные грузы требуют контроля плотности прилегания к поверхности обода.
| Тип диска | Вид груза | Макс. масса (г) |
|---|---|---|
| Стальной штампованный | Набивной (цинк) | 100 |
| Легкосплавный | Самоклеящийся (свинец) | 60 |
| Кованый | Самоклеящийся (цинк-полимер) | 40 |
При работе с легкосплавными дисками запрещено использование набивных грузов из-за риска повреждения покрытия. После финальной балансировки выполняется визуальный контроль симметричности расположения грузов и запуск тестового цикла на стенде.
Корректировка дисбаланса на внутренней стороне диска
Для устранения статического дисбаланса на внутренней плоскости колесного диска используются корректировочные грузы специальной конструкции. Эти элементы крепятся непосредственно к бортовой закраине диска с помощью пружинных клипс или клеевого слоя, обеспечивая точное смещение центра массы.
Технолог определяет требуемую массу груза и его расположение по углу наклона на основании данных балансировочного стенда. Критически важно очистить зону монтажа от грязи и обезжирить поверхность для надежной фиксации, особенно при использовании адгезивных грузов.
Ключевые этапы установки
- Расчет параметров: Стенд указывает массу груза (в граммах) и угол установки (в градусах) относительно контрольной точки.
- Подбор типа груза:
- Клипсовые (набивные): Стальные или цинковые элементы с пружинным зажимом для стальных дисков.
- Адгезивные (клеевые): Свинцовые или цинковые грузы с двусторонним скотчем для легкосплавных дисков.
- Монтаж:
- Набивные грузы закрепляются ударным способом на закраине диска.
- Клеевые элементы плотно прижимаются к чистой поверхности на 30 секунд.
Контроль качества: После установки выполняется повторная балансировка для проверки остаточного дисбаланса. Допустимое отклонение не должно превышать 5 г на сторону колеса согласно стандартам ISO 1940-1.
| Тип груза | Преимущества | Ограничения |
|---|---|---|
| Клипсовый | Высокая надежность фиксации | Риск повреждения покрытия диска |
| Адгезивный | Бережный монтаж, универсальность | Чувствительность к перепадам температуры |
Этап проверки после установки груза
После фиксации корректирующего груза на колесе в указанном месте, обязательной процедурой является повторный контрольный запуск на балансировочном станке. Это позволяет убедиться в правильности проведенных расчетов и монтажа. Станок вновь раскручивает колесо, а датчики регистрируют оставшийся дисбаланс.
Если балансировка выполнена корректно, индикатор станка должен показать значение остаточного дисбаланса в допустимых пределах (обычно в пределах 5 грамм, но точные требования зависят от спецификаций производителя станка и типа колеса). Визуально колесо не должно проявлять "биения" или вибрации на рабочих скоростях вращения.
Ключевые аспекты контрольной проверки
Основные моменты, требующие внимания на этом этапе:
- Анализ показаний станка: Значение дисбаланса после коррекции должно соответствовать норме, указанной в технической документации к оборудованию или автомобилю.
- Проверка надежности крепления груза: Необходимо визуально и физически (аккуратно) убедиться, что установленные грузы (набивные или клеящиеся) прочно зафиксированы и не сместятся при эксплуатации.
- Контроль положения груза: Убедиться, что груз установлен точно на отмеченный маркером угол (обычно соответствует месту наименьшей тяжести).
В случае если остаточный дисбаланс превышает допустимый порог, процедуру балансировки повторяют. Это включает:
- Снятие или корректировку веса установленного груза.
- Проведение нового замера дисбаланса на станке.
- Расчет и установку уточненного корректирующего груза.
- Повторную финальную проверку.
Только после получения удовлетворительных показаний станка и подтверждения надежности крепления грузов колесо считается статически сбалансированным и готовым к установке на транспортное средство.
Допустимые нормы остаточного дисбаланса
Допустимые нормы остаточного дисбаланса регламентируются международными (ISO 1940-1, ISO 21940) и национальными стандартами (ГОСТ 31325-2006, ГОСТ ИСО 1940-1-2007). Эти нормы устанавливают предельные значения неуравновешенной массы в граммах на килограмм веса колеса в зависимости от его типа, скорости вращения и класса точности балансировки.
Ключевым параметром является степень неуравновешенности (e·ω), измеряемая в мм/с. Она рассчитывается как произведение удельного дисбаланса (г·мм/кг) на угловую скорость (рад/с). Для легковых автомобилей допустимый дисбаланс обычно не превышает:
- 5–15 г на внутренний борт колеса
- 3–10 г на внешний борт колеса
Факторы, влияющие на допустимые значения
Тип транспортного средства:
| Мотоциклы | До 1–3 г на сторону |
| Легковые авто | 5–15 г (внутр.), 3–10 г (внеш.) |
| Грузовики/автобусы | 20–80 г на сторону |
Скоростной режим: При скоростях свыше 120 км/т требования ужесточаются на 30–50%. Для шин с маркировкой H (до 210 км/ч) и V (свыше 240 км/ч) допустимый дисбаланс снижается пропорционально квадрату скорости.
- Класс точности G: Определяется по формуле G = (e·ω) / 1000, где:
- G6.3 – стандарт для легковых авто
- G40 – для грузового транспорта
- Конструкция колеса: Литые диски допускают меньший дисбаланс (до 10 г), чем штампованные (до 15 г).
Последствия превышения норм: Вибрации руля/кузова, ускоренный износ подвески, деформация шин. Контроль осуществляется на электронных балансировочных стендах с погрешностью измерения ≤1 г.
Почему возникает остаточный дисбаланс?
Даже после проведения процедуры статической балансировки на стенде может сохраняться остаточный дисбаланс. Основная причина этого заключается в принципиальных ограничениях самой технологии статической балансировки. Она эффективно устраняет только статический дисбаланс – неравномерное распределение массы относительно оси вращения колеса в радиальной плоскости (поперек оси). При этом она не способна выявить и компенсировать динамический дисбаланс, который является следствием неравномерного распределения массы вдоль оси вращения (параллельно оси).
Динамический дисбаланс проявляется как пара сил, стремящихся "раскачать" колесо в разных плоскостях при вращении. Статическая балансировка, фиксирующая колесо только на одной оси (на конусах стенда), не создает условий для вращения, необходимого для выявления такого типа дисбаланса. Следовательно, если колесо изначально имеет динамическую неуравновешенность, она останется неисправленной после статической балансировки, превращаясь в остаточный дисбаланс.
Другие факторы возникновения остаточного дисбаланса
Помимо неучтенного динамического дисбаланса, к остаточному дисбалансу могут привести:
- Погрешности оборудования: Несовершенство балансировочного стенда (износ подшипников, люфты, неточность датчиков), неисправные конусы крепления колеса.
- Погрешности монтажа: Неправильная установка колеса на балансировочный станок (грязь на посадочных поверхностях, деформированный фланец, неверно выбранный конус), слабая затяжка гайки/болтов при фиксации.
- Дефекты колеса или шины:
- Разнородность материала шины (толщина протектора, боковины, каркаса).
- Наличие слабых или тяжелых точек на ободе (микродеформации, неоднородность сплава).
- Несовпадение самой легкой точки шины (обычно маркируется желтой точкой) с самым тяжелым местом обода (обычно маркируется красной точкой или клапаном).
- Погрешности балансировочных грузиков: Недостаточная точность веса самих грузиков (особенно липких), их смещение или отклеивание после установки.
- Человеческий фактор: Ошибки оператора при вводе данных (ширины обода, вылета), неправильная интерпретация показаний стенда, неточное размещение грузиков.
Таким образом, остаточный дисбаланс – это неизбежное следствие ограниченности метода статической балансировки в борьбе с динамической неуравновешенностью, усугубляемое совокупностью технологических погрешностей и дефектов компонентов.
Проверка на качество: повторная ротация колеса
После установки балансировочных грузиков колесо повторно устанавливается на станок и прокручивается. Эта операция направлена на проверку точности выполненной балансировки и выявление возможных ошибок. Техник контролирует показания индикаторов статического дисбаланса, которые должны быть близки к нулю или находиться в пределах допуска, указанного производителем оборудования.
Если прибор регистрирует остаточный дисбаланс, превышающий допустимые значения, процесс балансировки повторяют: проверяют правильность посадки колеса на конус станка, чистоту обода, точность расположения грузов. Особое внимание уделяют колесам со значительным изначальным дисбалансом или повреждениями – для них может потребоваться несколько итераций коррекции.
Ключевые аспекты контроля качества
При повторной ротации обязательно выполняются следующие действия:
- Визуальная проверка надежности крепления грузов (не должны смещаться при вибрации)
- Контроль показаний прибора в нескольких скоростных режимах вращения
- Фиксация значения остаточного дисбаланса в протоколе
Типичные причины необходимости повторной балансировки:
| Ошибка монтажа | Неправильная установка колеса на вал станка |
| Загрязнение | Налипшая грязь на ободе или шине |
| Дефекты | Кривизна диска, неравномерность шины |
| Смещение груза | Непрочное крепление балансировочных элементов |
Колесо считается качественно отбалансированным, только если при повторной ротации дисбаланс не превышает установленных норм (обычно 5-10 грамм для легковых авто). Технология требует обязательной финальной проверки – это исключает передачу клиенту колеса с вибрацией при эксплуатации.
Ограничения статической балансировки для узких шин
Статическая балансировка эффективно устраняет только дисбаланс в вертикальной плоскости, определяя "тяжёлую точку" колеса при его вращении вокруг горизонтальной оси. Однако узкие шины обладают существенной шириной относительно диаметра, что создаёт условия для возникновения динамического дисбаланса – неравномерного распределения массы по обеим сторонам плоскости вращения колеса. Данный тип дисбаланса не выявляется при статическом методе.
При установке узких колёс на автомобиль динамический дисбаланс проявляется как "биение" руля на определённых скоростях, вызванное образованием разворачивающей пары сил. Это происходит из-за смещения центра массы шины относительно её центральной оси вращения в продольном направлении. Статическая балансировка, фокусируясь исключительно на радиальном смещении, не способна компенсировать этот эффект.
Ключевые проблемы и последствия
- Невыявленный динамический дисбаланс: Основное ограничение. Статический метод не учитывает разницу в массе по бокам шины (левой и правой боковине относительно обода), критичную для узких колёс.
- Продольное биение: Нескомпенсированные дисбалансные пары сил вызывают вибрации рулевого управления, особенно заметные на скоростях выше 60-80 км/ч.
- Ускоренный износ подвески: Вибрации от динамического дисбаланса увеличивают нагрузку на шаровые опоры, ступичные подшипники и рулевые тяги.
- Неравномерный износ протектора: Проявляется характерным "пятнистым" или "пилообразным" стиранием резины по краям беговой дорожки.
| Тип шины | Статическая балансировка | Динамическая балансировка |
|---|---|---|
| Узкая (низкопрофильная) | Недостаточна (риск вибраций) | Обязательна |
| Широкая | Частично эффективна | Рекомендована |
Для узких шин динамическая балансировка является технологически необходимым этапом. Она выполняется на станках с вращением колеса на собственной оси и измеряет дисбаланс в двух плоскостях (внутренний и внешний борт), позволяя точно установить корректирующие грузы с обеих сторон обода для нейтрализации продольных моментов сил.
Эффективность статической балансировки для задних колес легковых авто
Статическая балансировка задних колес устраняет вертикальный дисбаланс, возникающий из-за неравномерного распределения массы относительно оси вращения. Несмотря на кажущуюся меньшую нагрузку по сравнению с передними колесами, дисбаланс на задней оси вызывает вибрации, передающиеся через кузов на сиденья и рулевую колонку. Это особенно заметно на скоростях свыше 80 км/ч, где возрастает центробежная сила.
Для задних колес процедура выполняется аналогично передним: колесо устанавливается на балансировочный станок, выявляются тяжелые точки, а компенсация достигается креплением грузиков на обод. Однако требования к точности ниже – допустимый остаточный дисбаланс обычно составляет 5-10 грамм вместо 3-5 грамм для передней оси, что связано с особенностями кинематики подвески.
Ключевые преимущества для задней оси
- Повышение комфорта: Снижение низкочастотных вибраций, ощущаемых пассажирами второго ряда
- Защита элементов трансмиссии: Уменьшение ударных нагрузок на ступичные подшипники и полуоси
- Стабильность курсовой устойчивости: Предотвращение "рыскания" задней части авто на высокой скорости
- Экономия резины: Равномерный износ протектора по всей окружности покрышки
Критическое отличие от динамической балансировки проявляется при ширине дисков до 6 дюймов – в этом диапазоне статического метода достаточно для задних колес большинства легковых моделей. Для широких низкопрофильных шин (например, 225/45 R18) рекомендуется комбинированный подход с контролем моментального дисбаланса.
| Фактор влияния | Последствия дисбаланса | Эффект балансировки |
|---|---|---|
| Центробежная сила | Биение колеса, разрушение подвески | Снижение нагрузки на подшипники на 15-30% |
| Резонансные частоты | Вибрация кузова на 90-110 км/ч | Ликвидация пиковых колебаний |
| Контакт с дорогой | Локальный износ беговой дорожки шины | Увеличение пробега покрышек на 8-12% |
Важно: После балансировки обязателен тестовый заезд для проверки результата. Если вибрация сохраняется, требуется диагностика геометрии дисков или состояния подвески – дисбаланс может маскировать более серьезные неисправности.
Ручная работа с грузиками: инструменты и методы
Основным инструментом для ручной балансировки служат свинцовые или стальные грузики разных типов: набивные (крепятся забиванием на обод) и клеящиеся (фиксируются самоклеящимся слоем). Набор включает грузы массой от 5 до 100 граммов с шагом 5-10 г, позволяя точно подбирать массу для компенсации дисбаланса. Для набивных вариантов обязателен комплект фиксаторов (клипс), предотвращающих самопроизвольное смещение.
Ключевой метод работы – пошаговый подбор массы и позиции после установки колеса на балансировочный станок. Сначала определяют зону максимальной тяжести (место дисбаланса), затем закрепляют пробный груз напротив этой точки. После повторного вращения корректируют массу и положение грузиков до достижения нулевого показателя дисбаланса. Для клеящихся грузов критична тщательная очистка и обезжиривание места монтажа.
Технологические нюансы монтажа
- Набивные грузы: Монтируются кувалдой или молотком с пластиковым бойком через защитную прокладку. Усилие должно исключать деформацию обода.
- Клеящиеся грузы: Требуют прогрева поверхности феном при температуре ниже +10°C. Приклеивание выполняется строго по центру обода для сохранения эстетики.
- Комбинированный подход: При большом дисбалансе часть массы крепят набивными грузами изнутри, остаток – клеящимися снаружи.
| Тип дисбаланса | Рекомендуемый груз | Точка крепления |
|---|---|---|
| Статический (до 20 г) | Клеящийся | Центр обода |
| Динамический (>30 г) | Набивной + клеящийся | Внутренний/внешний борт |
| Смешанный | Набор набивных | По результатам развесовки |
После фиксации грузов обязательна контрольная прокатка на станке для проверки остаточного дисбаланса. Допустимое отклонение – не более 5 г на легковых авто. При работе с кованными дисками или сплавами сложной формы используют только клеящиеся грузы во избежание повреждений.
Безопасное крепление клеящихся грузов
Надежная фиксация клеящихся грузов критична для сохранения балансировки колеса в течение всего срока эксплуатации. Отслоение грузов приводит к быстрой потере баланса, вызывая вибрации руля, ускоренный износ шин и элементов подвески, а также создает риски для безопасности движения. Неправильное крепление сводит на нет результаты балансировки независимо от точности оборудования.
Технология крепления требует строгого соблюдения последовательности операций: подготовки поверхности, точного позиционирования груза и обеспечения максимального контакта клейкого слоя. Каждый этап влияет на адгезионную прочность соединения, особенно при экстремальных температурных режимах, вибрационных нагрузках и воздействии реагентов.
Процедура нанесения и требования
- Подготовка поверхности: Обезжирить зону крепления специальным очистителем на основе изопропилового спирта. Удалить коррозию, грязь и остатки старых грузов шлифованием.
- Контроль условий: Работы проводить при температуре +15°C...+25°C. При монтаже на холодный обод (ниже +10°C) предварительно прогреть поверхность.
- Нанесение груза: Снять антиадгезионную пленку непосредственно перед установкой. Приложить груз к ободу без перекосов, совместив ось симметрии с меткой балансировочного станка.
- Фиксация: С усилием прокатать резиновым роликом от центра к краям для удаления воздушных пузырей. Минимальное усилие прикатки – 50 Н.
- Время полимеризации: Обеспечить отсутствие нагрузок на колесо в течение 10-15 минут после монтажа.
| Фактор риска | Последствия | Меры предотвращения |
|---|---|---|
| Загрязнение поверхности | Снижение адгезии на 60-80% | Использование безворсовых салфеток и спецочистителей |
| Недокатка груза | Отслоение краёв при вибрации | Контроль прижима динамометрическим роликом |
| Некорректный выбор груза | Коррозия обода (для свинцовых грузов на алюминии) | Применение цинковых или стальных грузов для легкосплавных дисков |
Контроль качества: Визуальная проверка отсутствия зазоров по периметру груза. Тестирование на отрыв – усилие не менее 30 Н/см². Запрещается установка грузов массой свыше 60 г в один сегмент – требуется распределение на 2-3 точки.
Правила установки набивных грузиков на стальной диск
Набивные (клепаемые) грузики фиксируются на краю стального диска через специальное монтажное отверстие с помощью заклепочного пистолета. Точное позиционирование строго обязательно – груз должен соответствовать точке максимального дисбаланса, выявленной балансировочным станком. Молотковая установка запрещена: ударные нагрузки деформируют диск и нарушают плотность прилегания.
Заклепка обязана проходить через оба слоя металла грузика и диск без перекосов, формируя плотное неразъемное соединение. После установки необходимо вручную проверить надежность крепления: груз не должен смещаться или вибрировать при силовом воздействии. Излишки материала заклепки аккуратно срезаются кусачками для предотвращения контакта с суппортом.
Критерии корректного монтажа
- Очистка поверхности: Удаление грязи, ржавчины и старой краски в месте установки металлической щеткой
- Запрет наложения: Грузики монтируются встык, но не внахлест друг на друга
- Минимальный отступ: 10-15 мм от вентиляционных отверстий или технологических выступов диска
| Тип груза | Диаметр заклепки | Допустимая нагрузка |
|---|---|---|
| Стандартный (цинк) | 4.8 мм | до 100 г |
| Усиленный (сталь) | 6.0 мм | свыше 100 г |
Используйте только сертифицированные грузы с антикоррозионным покрытием. При работе с литыми дисками или дисками сложной формы применяйте Z-образные грузики для сохранения зазора с колесными колпаками. После монтажа выполните повторный цикл балансировки для верификации результата.
Адаптация грузиков под литые и кованые диски
При балансировке литых и кованых дисков критически важен правильный подбор типа и способа крепления балансировочных грузов. Эти диски имеют специфическую конструкцию кромки обода (полки) и эстетические требования, исключающие использование стандартных набивных (цанговых) грузиков, характерных для стальных штампованных дисков. Неправильный выбор груза может повредить поверхность диска или нарушить баланс.
Для литых дисков применяются исключительно клеящиеся (адгезивные) грузики из свинца или экологичных сплавов (цинк-алюминий). Они монтируются на внутреннюю поверхность обода с помощью высокопрочного двустороннего термостойкого скотча. Клеящая поверхность груза и зона диска под установку должны быть обезжирены для надежной фиксации. Кованые диски, обладая повышенной прочностью и гладкой поверхностью, также балансируются клейкими грузами, но в редких случаях с толстой полкой допускается осторожное применение набивных грузов с мягким покрытием, исключающим царапины.
Ключевые особенности адаптации грузов
- Материал груза: Свинец (Pb) или безсвинцовые сплавы (Zn+Al). Безсвинцовые грузы легче и крупнее при равной массе.
- Форма груза: Прямоугольные или трапециевидные пластины с закругленными краями для плотного прилегания к кривизне диска.
- Клеевой слой: Специальный термостойкий состав (выдерживает до +120°C и выше), устойчивый к воде, реагентам и вибрации.
- Расположение: Только на внутренней (скрытой) стороне обода. На лицевую часть грузы не клеят из-за эстетики.
| Тип диска | Рекомендуемый груз | Зона установки | Особенности монтажа |
| Литые (легкосплавные) | Клеящийся (адгезивный) | Внутренняя полка обода | Обязательная очистка и обезжиривание поверхности |
| Кованые | Клеящийся (адгезивный) | Внутренняя полка обода | Допустимы набивные грузы только при наличии утолщенной полки и с защитным покрытием |
Технология установки требует строгого соблюдения чистоты поверхности: остатки смазки, полироли или грязи резко снижают адгезию. После приклеивания грузик прикатывается роликом для удаления воздушных пузырей и увеличения площади контакта. В зимний период или при низких температурах монтажную зону рекомендуется предварительно прогреть строительным феном. Использование грузов со старым или высохшим клеевым слоем недопустимо.
Неправильный подбор или монтаж грузов приводит к их отрыву на высоких скоростях, повреждению лакокрасочного покрытия диска, коррозии в месте контакта и повторному дисбалансу колеса. Для дисков со сложным рельефом внутренней поверхности применяют наборные комплекты из нескольких мелких грузиков вместо одного крупного для точного позиционирования центра массы.
Проверка колеса после монтажа на ступицу
После установки шины на диск и монтажа колеса на ступицу транспортного средства выполняется комплексная проверка. Эта процедура направлена на выявление и устранение возможных дефектов монтажа, механических повреждений компонентов, а также оценку правильности посадки шины. Необходимо убедиться в отсутствии утечек воздуха и надежности фиксации крепежных элементов.
Особое внимание уделяется визуальному контролю положения шины относительно диска по всему периметру бортовой зоны. Проверяется равномерность прилегания маркировки на боковине шины к ободу диска с обеих сторон. Любые смещения, перекосы или локальные деформации указывают на некорректный монтаж и требуют немедленного исправления перед дальнейшими операциями.
Ключевые этапы контроля

- Визуальный осмотр:
- Проверка целостности диска и шины на предмет царапин, вмятин или порезов
- Контроль правильности позиционирования балансировочных грузиков
- Оценка равномерности зазора между шиной и диском по всему кругу
- Тест на герметичность:
- Нанесение мыльного раствора на зону бортов и вентиль
- Выявление пузырьков воздуха, указывающих на места утечек
- Повторная подтяжка ниппеля при необходимости
- Контроль давления:
- Измерение манометром с точностью ±0.1 Бар
- Корректировка до значений, рекомендованных производителем ТС
- Повторная проверка через 15-20 минут после первичной накачки
Обязательным заключительным этапом является проверка биений при вращении колеса на балансировочном станке или непосредственно на ступице автомобиля. Радиальное и боковое биение свыше допустимых норм (обычно не более 1.2 мм для легковых авто) свидетельствует о деформации диска, неравномерной посадке шины или наличии скрытых дефектов. В таких случаях колесо демонтируется для детальной диагностики.
| Тип биения | Допустимое значение | Причины превышения |
|---|---|---|
| Радиальное (вертикальное) | ≤ 0.8-1.2 мм | Деформация обода, неоднородность шины |
| Боковое (горизонтальное) | ≤ 1.0-1.5 мм | Неправильная посадка борта, кривизна диска |
Проблемы при неправильно подобранной массе
Некорректный подбор компенсирующих грузов провоцирует дисбаланс, при котором центр масс колеса смещается относительно оси вращения. Это вызывает центробежные силы, раскачивающие подвеску и рулевую систему. Даже небольшое отклонение (20-40 грамм) на скоростях от 80 км/ч создает ощутимые колебания.
Длительная эксплуатация колеса с неустраненным дисбалансом ускоряет износ критических компонентов. Наибольшему воздействию подвергаются ступичные подшипники, элементы рулевого механизма и шины. Вибрации передаются на кузов, снижая комфорт и точность управления автомобилем.
Основные негативные последствия
- Вибрации руля и кузова
Усиливаются пропорционально скорости - Преждевременный износ:
- Ассиметричный износ протектора шин ("пятнистый" рисунок)
- Деформация элементов подвески (рычагов, сайлентблоков)
- Разрушение ступичных подшипников
- Снижение безопасности: Ухудшение сцепления с дорогой, потеря контроля на высокой скорости
| Проблема | Визуальный индикатор | Критичность |
| Биение руля | Дрожание рулевого колеса | Средняя |
| Кузовная вибрация | Дрожь в сиденьях/панелях | Высокая |
| Шум подвески | Гул или скрежет при движении | Экстренная |
Перебалансировка после сезонной смены резины
Необходимость повторной балансировки при установке сезонной резины обусловлена несколькими факторами. Даже при аккуратном хранении шины могут незначительно деформироваться, а прежние балансировочные грузики демонтируются вместе с колесом. Позиционирование покрышки на диске при монтаже никогда не бывает абсолютно идентичным предыдущему, что изменяет распределение массы.
Пренебрежение процедурой приводит к биению руля, ускоренному износу подвески и шин, снижению комфорта управления. Особенно критично это для современных низкопрофильных покрышек, чутко реагирующих на дисбаланс. Рекомендуется выполнять перебалансировку при каждой сезонной переобувке, независимо от субъективных ощущений после установки.
Технологические особенности процесса
- Очистка диска: Удаление остатков старых грузов и грязи с посадочных поверхностей.
- Контроль геометрии: Визуальная проверка диска на отсутствие деформаций («восьмёрки») перед установкой на станок.
- Точное позиционирование: Использование конусных адаптеров для центровки колеса на балансировочном станке.
- Автоматический расчёт: Современные станки определяют массу и точки крепления грузов (статические для задних колес, динамические для передних).
| Тип дисбаланса | Признаки | Способ коррекции |
|---|---|---|
| Статический | Вертикальное биение | Грузы на внутренней стороне диска |
| Динамический | Горизонтальное биение, вибрация руля | Парные грузы с обеих сторон обода |
После установки грузов выполняется контрольный прогон для проверки остаточного дисбаланса (допустимое значение обычно до 5 грамм). Для литых дисков применяют самоклеящиеся грузики, для стальных – набивные с фиксацией на ребре обода. Обязательна проверка баланса после пробега 500-700 км для выявления скрытых дефектов.
Повышенный износ шин из-за дисбаланса
Дисбаланс колеса создает неравномерную нагрузку на протектор шины при вращении. Центробежные силы смещают точку максимального контакта покрышки с дорожным полотном, что приводит к точечным перегрузкам резины. В результате вместо равномерного истирания по всей поверхности образуются локальные зоны интенсивного износа.
Наиболее характерное проявление дисбаланса – появление "пятнистого" износа в виде проплешин или волнистых участков на беговой дорожке. Такой дефект возникает из-за ритмичного "подпрыгивания" колеса при движении, когда неуравновешенная масса периодически ударяет покрышку о дорогу. Чем выше скорость вращения, тем сильнее выражены ударные нагрузки.
Основные виды износа при дисбалансе
- Пилообразный износ – образование зубчатых волн по краям протектора из-за поперечных биений
- Пятна конусности – овальные проплешины на плечевой зоне от ударных нагрузок
- Односторонний износ – усиленное истирание внутренней или внешней стороны покрышки
| Тип дисбаланса | Вид износа | Скорость проявления |
|---|---|---|
| Статический | Лысые пятна по центру протектора | Медленный, прогрессирующий |
| Динамический | Волнообразный рисунок по краям | Быстрый (500-1000 км) |
Критический фактор – ускоренное разрушение каркаса шины. Вибрации вызывают перегрев корда и расслоение резиновых слоев, что снижает прочность конструкции. Такой дефект невозможно устранить последующей балансировкой и часто требует преждевременной замены покрышки.
Вибрация на руле при статическом дисбалансе
Статический дисбаланс возникает, когда центр массы колеса смещен относительно оси вращения по вертикали. Это приводит к возникновению центробежной силы, действующей в одной плоскости при вращении. Данная сила создает возвратно-поступательное воздействие на элементы подвески.
Вибрация передается через рулевую рейку, тяги и наконечники непосредственно на рулевое колесо. Интенсивность колебаний напрямую зависит от двух факторов: величины дисбаланса и скорости движения автомобиля. Характерной особенностью является появление вибрации в строго определенном скоростном диапазоне (обычно 60-80 км/ч) и ее исчезновение при снижении или увеличении скорости.
Характерные признаки вибрации
- Локализация: Четко ощущается только на рулевом колесе, вибрация кузова или сидений минимальна или отсутствует.
- Зависимость от скорости: Проявляется в узком диапазоне скоростей ("окне"), чаще всего 60-80 км/ч.
- Поведение: Имеет выраженный "биения" характер, ощущаемый ладонями как толчки или дрожь руля.
Причины усиления вибрации
| Фактор | Влияние |
|---|---|
| Увеличение дисбаланса | Прямо пропорционально усиливает амплитуду колебаний |
| Износ рулевых тяг/наконечников | Усиливает передачу колебаний из-за люфтов |
| Износ ступичного подшипника | Создает дополнительное биение, суммируясь с дисбалансом |
| Деформация диска/шины | Увеличивает общее биение колеса в сборе |
Важно: Статический дисбаланс передних колес влияет преимущественно на рулевое управление. Вибрация от дисбаланса задних колес обычно передается на кузов и сиденья, а не на руль. Игнорирование проблемы приводит к ускоренному износу элементов рулевого управления, подвески и шин.
Утяжеление колеса: мифы и факты
Добавление балансировочных грузиков часто вызывает опасения у автовладельцев из-за мифа о "намеренном утяжелении" колеса. Это заблуждение связано с непониманием принципов статической балансировки, где грузики компенсируют неравномерность распределения массы, а не увеличивают общий вес колеса произвольно.
Технология требует установки минимально необходимого веса строго в рассчитанных позициях обода. Современные материалы (цинк, сталь, свинец в защитном покрытии) и точные методы крепления гарантируют, что масса добавляемых элементов не влияет на эксплуатационные характеристики автомобиля при условии соблюдения регламента процедуры.
Распространенные заблуждения и реальность
| Миф | Факт |
|---|---|
| Чем больше грузиков - тем хуже качество шины или диска | Количество грузиков зависит исключительно от геометрии дисбаланса и не коррелирует с качеством компонентов |
| Грузики увеличивают расход топлива | Суммарный вес добавленных элементов (5-100 г) незначителен относительно массы колеса (10-15 кг) |
| Самоклеящиеся грузики ненадежны | При правильной подготовке поверхности и температуре монтажа (+15°C и выше) адгезия сохраняется весь срок службы |
| Любой дисбаланс можно устранить утяжелением | При деформациях диска или шины свыше допустимых значений балансировка физически невозможна |
Метод сверления для снижения массы диска
Данный способ коррекции дисбаланса заключается в удалении материала с более тяжелого участка колеса через высверливание отверстий в диске. Сверление выполняется строго в зоне, противоположной точке максимальной массы, выявленной при вращении на балансировочном стенде. Глубина и диаметр отверстий рассчитываются или подбираются оператором для точного соответствия требуемому объему снимаемого металла.
Технология требует предельной аккуратности: сверление осуществляется на заданную глубину без повреждения лицевой поверхности диска и конструктивных элементов. Для литых и кованых дисков применяются твердосплавные сверла с охлаждением, исключающим перегрев и изменение структуры материала. Количество отверстий минимизируется для сохранения прочности конструкции.
Ключевые требования к процессу
- Локализация работ: Отверстия сверлятся только на внутренней стороне диска (приводной поверхности) или в предусмотренных рёбрах жесткости.
- Контроль глубины: Использование упоров или шаблонов для соблюдения допустимого остаточного сечения.
- Безопасность: Запрещено сверление в зонах крепления гаек/болтов и на изгибах спиц.
| Параметр | Типичные значения | Ограничения |
| Диаметр отверстия | 3-8 мм | ≤ 10% толщины зоны сверления |
| Глубина | 2-5 мм | Не более 30% толщины материала |
| Расстояние до края | ≥ 10 мм | Во избежание трещин |
После сверления обязателен повторный замер дисбаланса для подтверждения результата. Метод эффективен для устранения статического дисбаланса, но не компенсирует динамические отклонения. Неправильное применение может привести к ослаблению диска, коррозии в зонах обработки и потере гарантии производителя.
Балансировка мотоциклетных колес: специфика
Мотоциклетные колеса отличаются от автомобильных меньшей шириной и большим диаметром, что предъявляет особые требования к точности балансировки. Центробежные силы на высоких оборотах проявляются интенсивнее, а минимальный дисбаланс вызывает заметные вибрации, передающиеся напрямую на руль и раму через точечные точки крепления.
Последствия дисбаланса на мотоцикле критичнее: вибрации не только ускоряют износ подшипников ступиц и элементов подвески, но и напрямую влияют на управляемость, снижая стабильность в поворотах и точность рулевого управления. На скоростях свыше 100 км/ч даже незначительная неуравновешенность создает опасные колебания.
Ключевые отличия технологии
Основная специфика заключается в необходимости обязательной динамической балансировки для обоих колес. Узкая ширина не позволяет ограничиться статическим методом – требуется устранение момента дисбаланса (динамического дисбаланса) путем размещения грузиков с обеих сторон обода. Используются два типа балансировочных станков:
- Консольные – крепление колеса на ось станка через адаптер, имитирующий ступицу мотоцикла.
- Фланцевые – фиксация колеса за крепежные отверстия диска для сохранения геометрии.
При монтаже шины критичен этап прокатки для устранения деформации бортов после посадки на диск. Грузики применяются преимущественно наклеиваемые (ZIP-грузики), чтобы избежать повреждения легкосплавных дисков и нарушения эстетики. Распространена схема распределения массы:
| Тип дисбаланса | Расположение грузиков |
|---|---|
| Статический | Внутренняя сторона диска |
| Динамический | Внутренняя + внешняя стороны диска |
Допустимый остаточный дисбаланс жестче автомобильных норм – обычно не более 3-5 грамм на колесо. Обязательной является балансировка в сборе с тормозным диском (ротором), так как его масса существенно влияет на общий баланс узла.
Работа с беспоперечными и грязными шинами
Беспоперечные шины не имеют маркировки точки минимальной жесткости (желтой метки), что исключает возможность ее совмещения с вентилем при монтаже. Это требует особого внимания к позиционированию колеса на балансировочном станке для минимизации компенсирующей массы. Неправильный монтаж относительно зоны максимального биения (красной метки) или без учета дисбаланса диска существенно увеличивает необходимый вес корректировки.
Загрязнения (грязь, снег, лед, камни в протекторе) искажают реальный дисбаланс колеса. Балансировка без предварительной очистки приводит к ложным показаниям оборудования и некорректному размещению грузов. Особенно критичны комки грязи на внутренней поверхности диска или лед в вентиляционных отверстиях, создающие значительный скрытый дисбаланс.
Ключевые этапы подготовки и балансировки
Обязательная подготовка:
- Тщательная мойка шины и диска с удалением всех загрязнений (включая внутреннюю полость).
- Удаление камней, застрявших в рисунке протектора.
- Полная просушка обода и шины, особенно скрытых полостей.
- Контроль давления воздуха (должно соответствовать норме).
Технология балансировки:
- Закрепить чистое и сухое колесо на станке с помощью конуса, минимизируя люфт.
- Ввести параметры колеса (диаметр, ширину) в станок.
- Выполнить измерение статического и динамического дисбаланса в режиме автоматического вращения.
- Для беспоперечных шин: после первого замера провернуть шину на диске относительно фланца станка на 90-180 градусов, повторить замер. Выбрать положение с наименьшим значением дисбаланса.
- Установить грузы строго в местах, указанных станком (набивные или клеящиеся).
- Провести финальный контрольный замер после установки грузов.
| Проблема | Последствия при игнорировании | Решение |
|---|---|---|
| Грязь на диске | Ложный дисбаланс, "плавающие" показания станка | Механическая очистка щеткой, мойка |
| Лед в полостях | Сильный дисбаланс после таяния | Оттаивание и сушка в теплом помещении |
| Камни в протекторе | Локальный дисбаланс, вибрация | Выбивание крюком или скребком |
| Отсутствие желтой метки | Риск избыточного веса грузов | Поворот шины с повторным замером |
Важно: Балансировка мокрых или обледенелых шин категорически недопустима. Даже незначительные остатки влаги под грузами приведут к их отклеиванию и нарушению баланса во время эксплуатации.
Влияние давления в шине на точность балансировки
Давление в шине напрямую влияет на её форму и распределение массы при вращении. Недостаточное давление вызывает деформацию шины ("сплющивание" зоны контакта с дорогой), смещая центр тяжести и изменяя момент инерции колеса в сборе. Это приводит к появлению динамического дисбаланса, который не был учтён при статической балансировке на станке, где шина не нагружена и не деформирована.
Избыточное давление также искажает геометрию шины, делая её более "выпуклой" в центральной части протектора. Это изменяет радиальное распределение массы и точку приложения центробежных сил. В результате предварительно установленные балансировочные грузики могут оказаться неэффективными при реальной эксплуатации, вызывая вибрации даже после корректно выполненной процедуры балансировки.
Ключевые аспекты влияния
Для минимизации погрешностей необходимо контролировать давление:
- До балансировки: Шина обязательно должна быть накачана до номинального давления, рекомендованного производителем ТС. Это обеспечивает её естественную форму при имитации условий вращения на балансировочном станке.
- После монтажа: Регулярная проверка и поддержание правильного давления в шинах гарантирует сохранение отбалансированного состояния колеса в сборе в процессе эксплуатации.
Игнорирование давления приводит к следующим последствиям:
| Давление | Влияние на балансировку | Результат |
|---|---|---|
| Ниже нормы | Увеличение зоны контакта с дорогой, асимметричная деформация боковин | Появление статического и динамического дисбаланса, биение колеса |
| Выше нормы | Избыточное выгибание протектора, изменение радиуса качения | Ложный дисбаланс, вибрация на высоких скоростях |
Таким образом, соблюдение регламентного давления – критическое условие для достижения и поддержания точной балансировки. Процедура, проведённая на шине с неправильным давлением, теряет практический смысл из-за неизбежного возникновения дисбаланса при последующей эксплуатации колеса в штатном режиме.
Критерии калибровки балансировочного станка
Точность калибровки станка является основополагающим фактором для получения достоверных результатов балансировки. Неверная калибровка приводит к систематическим ошибкам измерения дисбаланса, что делает процедуру балансировки неэффективной или даже вредной. Станок, не прошедший своевременную и правильную калибровку, будет выдавать ложные показания, требуя установки некорректных корректирующих масс или их расположения.
Калибровка должна выполняться регулярно, в соответствии с регламентом производителя станка, а также после любых механических воздействий на оборудование (удары, вибрации), перемещения станка или замены критически важных компонентов. Используются исключительно эталонные балансировочные грузы или калибровочные приспособления (мастера), рекомендованные производителем станка и имеющие точно известные массу и точку приложения.
Ключевые критерии и параметры калибровки
Процесс калибровки фокусируется на нескольких критических параметрах:
- Точность позиционирования фазового угла: Станок должен правильно определять угловое положение дисбаланса на колесе. Ошибка в определении угла приводит к установке груза в неверной точке.
- Точность измерения величины дисбаланса: Станок обязан корректно измерять массу дисбаланса (в граммах) на каждой плоскости коррекции (обычно внутренней и наружной).
- Согласованность измерений между плоскостями: Измерения дисбаланса в одной плоскости (например, внутренней) не должны искажать показания в другой плоскости (наружной).
- Стабильность и повторяемость результатов: При многократном измерении дисбаланса одного и того же колеса в одинаковых условиях станок должен выдавать сопоставимые результаты по величине и углу.
Процедура калибровки, как правило, включает следующие шаги, выполняемые согласно инструкции производителя:
- Установка эталонного груза (мастера) в строго определенное положение на конус адаптера или на сам эталонный ротор.
- Запуск цикла измерения дисбаланса станком.
- Сравнение показаний станка (величина и угол дисбаланса) с эталонными значениями, рассчитанными для установленного груза.
- Внесение корректировок в программное обеспечение или электронику станка через сервисное меню для компенсации выявленных отклонений.
- Повторные измерения для подтверждения точности внесенных поправок.
Для наглядности основные этапы и проверяемые параметры можно представить в таблице:
| Проверяемый параметр | Цель проверки | Инструмент проверки |
|---|---|---|
| Величина статического дисбаланса | Точность измерения массы дисбаланса | Эталонные грузы известной массы |
| Положение статического дисбаланса (угол) | Точность определения угла дисбаланса | Эталонные грузы, установленные под заданным углом |
| Величина и положение динамического дисбаланса | Точность разделения дисбаланса по плоскостям и их взаимовлияние | Специальный эталонный ротор с грузами в разных плоскостях |
| Повторяемость | Стабильность показаний при многократных измерениях | Серия измерений одного эталона без изменений |
Соблюдение данных критериев и регулярное выполнение калибровки гарантирует, что балансировочный станок работает в пределах заявленной производителем точности, обеспечивая высокое качество балансировки колес и безопасность эксплуатации транспортного средства.
Устранение ошибок оператора: частые промахи
Распространённая ошибка – некорректная установка колеса на балансировочный станок. Неплотное прилегание конусов или остатки грязи на посадочном отверстии диска вызывают биение, искажающее результаты. Последствия – ложный дисбаланс после монтажа грузов.
Вторая группа ошибок связана с игнорированием предварительной подготовки. Операторы иногда пропускают этапы очистки протектора от камней, визуального осмотра на деформации диска или проверки давления. Балансировка повреждённого колеса без устранения дефектов приводит к повторным рекламациям.
Типичные ошибки и методы их устранения

Ошибка 1: Неправильный ввод параметров
- Промах: Указание неверного расстояния от диска до адаптера (A) или диаметра посадки (D)
- Решение: Использовать штангенциркуль для точных замеров, сверять данные с маркировкой на диске
Ошибка 2: Некорректное крепление грузов
- Молотковые удары по набивным грузам (деформирует кромку диска)
- Установка самоклеящихся грузов на грязную поверхность (отклеивание)
Исправление: Применять специализированные фиксаторы, обезжиривать зону монтажа, контролировать усилие защелкивания.
| Ошибка | Риск | Профилактика |
|---|---|---|
| Балансировка с шипом | Дисбаланс до 15 г | Обязательный демонтаж перед зимним сезоном |
| Игнорирование "0" позиции | Погрешность угла установки | Совмещать метку на шине с ниппелем |
Финал проверки: Обязательный тест на стенде после монтажа. Если дисбаланс превышает 5 г, процесс повторяют с проверкой центровки и параметров станка.
Балансировка "на месте" без снятия колеса
Технология балансировки "на месте" выполняется непосредственно на транспортном средстве без демонтажа колеса со ступицы. Специальное оборудование крепится к кузову или подвеске, а датчики фиксируют вибрации через шасси или непосредственно на подшипниках ступиц. Это позволяет учитывать влияние всех вращающихся элементов (тормозных дисков, ступичных подшипников, ШРУСов) на общий дисбаланс системы.
Основное преимущество метода – устранение скрытых погрешностей, которые невозможно выявить на стационарном балансировочном станке. Погрешности монтажа, деформации ступицы, износ подшипников или неравномерный износ тормозного диска создают дисбаланс, проявляющийся только под нагрузкой при движении. Балансировка на автомобиле компенсирует суммарную вибрацию всей собранной системы вращения.
Технология выполнения
Процесс включает несколько этапов:
- Подготовка: Автомобиль поднимают на подъемнике, колеса освобождают от нагрузки. Датчики вибрации устанавливают на рычаги подвески или суппорты.
- Диагностика: Колесо раскручивают до скорости 80-120 км/ч (эквивалент). Электронный блок анализирует амплитуду и фазу вибраций.
- Расчет: Программное обеспечение определяет массу и точку установки компенсирующего груза на диск или круг ступицы.
- Коррекция: Грузы (обычно самоклеящиеся) монтируют в рассчитанных позициях. Процедуру повторяют до достижения нормы дисбаланса (обычно ≤ 5 г).
Типичные случаи применения:
- Неустранимые вибрации после классической балансировки
- Колеса большого диаметра (20"+), низкопрофильные шины
- Автомобили с массивными внедорожными дисками
- Изношенные ступичные узлы или элементы трансмиссии
| Преимущества | Ограничения |
|---|---|
| Компенсация дисбаланса всей вращающейся сборки | Требуется спецоборудование и квалификация мастера |
| Устранение вибраций от скрытых дефектов | Выше стоимость по сравнению со стационарной балансировкой |
| Отсутствие необходимости демонтажа колеса | Не заменяет ремонт критически изношенных деталей (подшипники, ШРУСы) |
Метод особенно эффективен для коммерческого транспорта, внедорожников и премиальных автомобилей, где требования к плавности хода максимальны. Корректно выполненная балансировка на месте устраняет биение руля, вибрации кузова на высоких скоростях и продлевает ресурс подвески.
Обработка деформированных дисков
Деформированные диски – распространённая проблема, возникающая при ударах о бордюры, попадании в ямы или вследствие коррозии. Даже незначительная деформация (радиальное биение свыше 0,5 мм, осевое – свыше 1 мм) нарушает геометрию колеса, вызывая вибрацию руля, ускоренный износ шин и подвески, а также делая невозможной точную балансировку.
Восстановление начинается с диагностики на специальном стенде, фиксирующего тип и степень повреждений. Стальные штампованные диски часто подлежат правке благодаря пластичности металла, тогда как литые алюминиевые требуют осторожного подхода из-за риска растрескивания.
Технологии восстановления
Основные методы обработки включают:
- Холодная прокатка: Диск вращается на станке, а гидравлические ролики плавно устраняют искривления обода без нагрева. Применима для стальных и некоторых литых дисков с умеренными деформациями.
- Термо-вакуумная правка: Для сложных повреждений литых дисков. Участок нагревается до 150-200°C, затем деформация корректируется под нагрузкой в вакуумной камере для снятия внутренних напряжений.
- Локальный ремонт забоин и сколов: Восстановление геометрии посадочных полок и хампов с последующей шлифовкой и антикоррозийной обработкой.
После правки обязательна повторная проверка биения на стенде. Критически деформированные или треснувшие диски восстановлению не подлежат – их эксплуатация опасна. Успешно отремонтированный диск должен соответствовать допускам производителя:
| Параметр | Допустимое значение |
|---|---|
| Радиальное биение | ≤ 0,3 мм |
| Боковое биение | ≤ 0,3 мм |
| Биение плоскости крепления | ≤ 0,1 мм |
Только после подтверждения соответствия нормам диск допускается к балансировке и установке на автомобиль. Пренебрежение восстановлением геометрии сводит на нет эффективность даже идеально выполненной статической балансировки.
Знакомство с нормативными документами ГОСТ
ГОСТы регламентируют требования к статической балансировке колес, обеспечивая безопасность эксплуатации транспортных средств. Эти стандарты устанавливают допустимые величины дисбаланса, методы измерений и критерии оценки качества работ.
Ключевые документы охватывают технические условия для шин, параметры монтажа колес и процедуры балансировки. Соблюдение нормативов обязательно для сертифицированных СТО и производителей комплектующих.
Основные ГОСТы и их применение
При проведении балансировки используются следующие стандарты:
- ГОСТ 4754-97: Определяет требования к пневматическим шинам, включая допустимые отклонения по массе и геометрии.
- ГОСТ 25478-91: Устанавливает нормы технического состояния колес для безопасности движения.
- ГОСТ Р 50511-93: Регламентирует методы измерения статического дисбаланса с использованием стендов.
| ГОСТ | Область регулирования | Критичные параметры |
|---|---|---|
| 4754-97 | Качество шин | Допуск дисбаланса: ≤40 г/диаметр до 14" |
| 25478-91 | Безопасность колес | Макс. дисбаланс: 0.5% от массы колеса |
| Р 50511-93 | Методика балансировки | Погрешность измерений: ±1 г |
Важно: Стандарты регулярно актуализируются – необходимо использовать только действующие редакции. Контрольные замеры после балансировки выполняются согласно ГОСТ 31329-2006 для верификации результатов.
Рекомендуемая периодичность балансировки
Базовое правило предписывает выполнять балансировку колес при каждой сезонной замене шин. Это связано с неизбежным изменением распределения масс при демонтаже-монтаже покрышек, а также естественным износом протектора. Регулярная процедура устраняет дисбаланс до появления негативных симптомов.
Интервалы корректируются в зависимости от условий эксплуатации и состояния автомобиля. Агрессивная манера вождения, частые поездки по поврежденным дорогам или бездорожью сокращают период между обслуживанием. Аналогично влияют установка новых покрышек, ремонт подвески, удары о бордюры или попадание в глубокие выбоины.
Факторы, требующие внеплановой балансировки
- Вибрация руля, сиденья или кузова на определенных скоростях (обычно 80-120 км/ч)
- Неравномерный ("пятнистый") износ шин
- Деформация дисков после механических повреждений
- Установка ремонтных заплат или грибков на покрышку
- Длительный простой автомобиля (более 3 месяцев)
Рекомендуемые интервалы для разных условий
| Условия эксплуатации | Периодичность |
|---|---|
| Стандартное городское/шоссейное движение | Каждые 10 000–15 000 км или при смене шин |
| Агрессивное вождение, бездорожье | Каждые 5 000–7 000 км |
| Коммерческий транспорт (такси, грузоперевозки) | Каждые 8 000–10 000 км |
| После ремонта подвески или замены элементов рулевого управления | Немедленно |
Экономия ресурсов топлива при сбалансированных колесах
Дисбаланс колес провоцирует вибрации, передающиеся на подвеску и кузов автомобиля. Эти колебания создают дополнительное сопротивление качению, вынуждая двигатель работать с повышенной нагрузкой для поддержания заданной скорости. Чем выше скорость движения, тем существеннее негативное влияние вибраций на энергозатраты силового агрегата.
Сбалансированные колеса минимизируют паразитные колебания, обеспечивая плавный контакт шин с дорожным покрытием. Это снижает механические потери энергии в трансмиссии и ходовой части, позволяя двигателю расходовать топливо более эффективно. Устранение избыточного трения в подшипниках и элементах рулевого управления дополнительно сокращает нагрузку на силовой агрегат.
Ключевые аспекты экономии топлива
- Снижение сопротивления качению: Равномерное распределение массы колеса уменьшает деформацию шины при вращении.
- Оптимизация работы двигателя: Отсутствие вибраций исключает необходимость компенсации потерь мощности.
- Предотвращение преждевременного износа: Защита подвески и трансмиссии от перегрузок косвенно сохраняет топливную эффективность.
| Фактор влияния | Эффект балансировки |
| Вибрации рулевого управления | Снижение на 85-95% |
| Износ протектора шин | Уменьшение на 15-30% |
| Расход топлива | Экономия 3-7% при скоростях свыше 70 км/ч |
Регулярная балансировка каждые 10-15 тыс. км предотвращает возрастание дисбаланса из-за естественного износа резины. Технология компьютерной балансировки с точностью до 1 грамма обеспечивает пропорциональное снижение нагрузки на двигатель, что особенно заметно при эксплуатации автомобиля в скоростных режимах.
Улучшение управляемости автомобиля
Статическая балансировка напрямую влияет на управляемость, устраняя вибрации колес при движении на высоких скоростях. Дисбаланс вызывает рыскание шины по дорожному полотну, что снижает точность реакции на действия рулем. После корректной балансировки колесо вращается равномерно, обеспечивая стабильный контакт покрышки с поверхностью.
Неуравновешенные колеса создают паразитные колебания в подвеске и рулевом механизме, ухудшая обратную связь. Это приводит к "плаванию" автомобиля в поворотах, замедленной реакции на поворот руля и необходимости постоянных корректировок траектории. Устранение дисбаланса возвращает четкость управления, особенно заметную на скоростях выше 60 км/ч.
Ключевые аспекты улучшения управляемости
Основные эффекты сбалансированных колес:
- Повышение точности рулевого управления за счет устранения биения руля
- Улучшение курсовой устойчивости при движении по прямой
- Снижение риска аквапланирования благодаря равномерному контакту шины
- Предсказуемое поведение в поворотах без самопроизвольного изменения траектории
Технологические требования: Для достижения результата балансировочные грузики должны устанавливаться с точностью ±1 грамм, а проверка выполняется на специализированном стенде после монтажа шины на диск. Особое внимание уделяется чистке посадочных поверхностей перед процедурой.
| Параметр | До балансировки | После балансировки |
|---|---|---|
| Сила сцепления в повороте | Нестабильная | Прогнозируемая |
| Чувствительность руля | Замедленная | Мгновенная |
| Вибрации на скорости 100+ км/ч | Выраженные | Отсутствуют |
Профилактика износа подвески и рулевого управления
Регулярная статическая балансировка колёс напрямую влияет на сохранность элементов подвески и рулевого механизма. Дисбаланс вызывает вибрации, передающиеся на шаровые опоры, сайлентблоки, ступичные подшипники и рулевую рейку, ускоряя их износ. Сильные колебания создают ударные нагрузки, приводящие к деформации деталей и нарушению геометрии ходовой части.
Неотбалансированные колёса провоцируют неравномерный износ протектора шин ("пятнистый" износ), что дополнительно усиливает вибрации и нагрузку на подвеску. Это создает порочный круг: изношенные узлы подвески усугубляют дисбаланс, а неустранённый дисбаланс быстрее выводит из строя новые запчасти.
Ключевые меры профилактики
Для минимизации рисков необходимо:
- Балансировать колёса каждые 10-15 тыс. км или после любых работ с шинами/дисками
- Контролировать давление в шинах ежемесячно (отклонение от нормы деформирует колесо)
- Проверять состояние подвески при появлении вибраций или стуков
Технология балансировки включает:
- Очистку диска от грязи и старых грузиков
- Точное позиционирование на станке с определением дисбаланса
- Установку компенсирующих грузов по формуле: M = (m × r) / R, где:
- M – масса груза
- m – масса неуравновешенной точки
- r – радиус места крепления груза
- R – радиус центра массы шины
| Симптом дисбаланса | Пострадавший узел |
|---|---|
| Биение руля на скорости | Рулевая рейка, наконечники |
| Вибрация кузова | Опоры амортизаторов, подшипники ступиц |
| Стуки при повороте | Шаровые опоры, сайлентблоки |
Игнорирование балансировки сокращает ресурс подвески на 30-40%. Особенно критично своевременное обслуживание для моделей с электроусилителем руля (ЭУР), где вибрации повреждают датчики положения и электромотор.
Проведение работ в условиях гаража
Для статической балансировки колеса в гараже потребуется минимальный набор оборудования: домкрат, баллонный ключ, конусный переходник (центровочное кольцо), пара опор с низким трением (подойдут подшипники качения) и мелкие грузики-балансиры. Ключевым условием является точная горизонтальная установка опорной конструкции – перекосы исказят результаты измерений. Предварительно колесо тщательно очищают от грязи и удаляют старые балансировочные грузы.
Колесо снимают с автомобиля, надевают на конусный переходник, обеспечивающий совпадение оси вращения со ступицей, и устанавливают на опоры. Центр тяжести диска должен находиться строго над точкой контакта с опорами. После легкого проворачивания колесо останавливается – самая тяжелая точка оказывается внизу. Балансировочный груз крепят строго напротив этой точки, на верхнем ободе диска. Процедуру повторяют несколько раз до полной стабилизации колеса в любом положении.
Пошаговая технология выполнения
- Подготовка стенда: Соберите две параллельные опоры из металлических уголков или толстых досок. Установите на них подшипники, проверьте горизонтальность строительным уровнем.
- Монтаж колеса: Наденьте колесо на переходник, плотно зафиксируйте гайкой. Аккуратно разместите ось на подшипники.
- Выявление дисбаланса: Прокрутите колесо рукой на 1/4 оборота и отпустите. После остановки отметьте мелом нижнюю точку. Повторите 3-4 раза для точности.
- Установка груза: Закрепите балансировочный груз (обычно 10-60 г) на противоположной верхней стороне обода. Используйте клеящиеся или набивные грузы.
- Проверка результата: Снова прокрутите колесо. Если оно останавливается хаотично – баланс достигнут. Если сохраняется нижняя точка – увеличьте массу груза.
Критические ошибки:
- Использование неровных/нестабильных опор (ведет к ложному дисбалансу).
- Неочищенный протектор или ступица (грязь меняет массу).
- Неплотная посадка переходника на ось диска (люфт искажает ось вращения).
- Проверка без снятия колпаков или декоративных элементов.
| Тип дисбаланса | Признак | Решение |
| Статический | Колесо качается при вращении | Груз на легкую сторону |
| Динамический* | Вибрация на скорости >60 км/ч | Требуется профессиональная балансировка |
*Примечание: Статический метод в гараже не устраняет динамический дисбаланс, проявляющийся при движении. Его коррекция требует станка с вращением колеса.
Максимально допустимый вес грузиков по стандартам
Ограничения по массе балансировочных грузиков регламентируются международными (ISO, TÜV) и отраслевыми стандартами (JWL, JWL-T для Японии), а также техтребованиями автопроизводителей. Превышение допустимых значений создаёт риски: отрыв грузиков при эксплуатации, повреждение колёсных дисков (особенно легкосплавных) и нарушение безопасности движения.
Ключевым критерием является максимальная масса одного грузика, устанавливаемого в конкретной точке диска. Для клеевых (адгезивных) моделей учитывается также прочность фиксации к поверхности, для набивных – надёжность крепления на кромке. Допуски варьируются в зависимости от типа транспортного средства, диаметра диска и применяемой технологии балансировки.
Типовые нормативы по категориям
| Стандарт/Категория | Тип грузика | Максимальный вес (грамм) |
|---|---|---|
| TÜV (легковые авто) | Набивные (clip-on) | 60–70 |
| TÜV (легковые авто) | Клеевые (adhesive) | 60 |
| JWL (легковые диски) | Клеевые | 100 |
| JWL-T (грузовые диски) | Набивные | 120 |
| Рекомендации OEM (литые диски) | Клеевые | 50–60 |
Критические аспекты соблюдения:
- При необходимости установки груза свыше 60 г на легкосплавный диск обязательно распределение массы между внутренней и внешней сторонами обода
- Для грузовых шин и колёс крупногабаритной техники допускаются набивные грузики массой до 200 г, но с обязательной проверкой целостности кромки диска
- Использование свинцовых грузиков постепенно ограничивается экологическими нормативами (REACH, RoHS), что требует применения альтернативных материалов (цинк, сталь) с коррекцией массогабаритных параметров
Диагностика колеса перед началом процедуры
Перед установкой колеса на балансировочный станок проводится обязательная визуальная и тактильная проверка. Убедитесь в отсутствии видимых повреждений: глубоких порезов, вздутий ("грыж") на боковинах, деформаций диска. Проверьте равномерность износа протектора – локальные выработки указывают на возможные скрытые проблемы.
Очистите колесо от грязи, камней в протекторе и старых балансировочных грузиков. Удаление посторонних предметов критично, так как их масса исказит результаты балансировки. Проверьте давление воздуха – оно должно соответствовать норме производителя, поскольку недостаточное давление меняет геометрию покрышки.
Ключевые этапы диагностики
Выполните следующие действия для комплексной оценки:
- Радиальное биение: Проверьте вертикальное биение диска и покрышки. Превышение допуска (обычно >1.5 мм) требует ремонта или замены компонента.
- Боковое биение: Контролируйте горизонтальное биение обода. Деформации диска проявляются как "восьмёрка".
- Состояние посадочных поверхностей: Убедитесь в отсутствии коррозии, задиров или краски на хабе и внутренней части диска.
Важно: Используйте шиномонтажный стенд для точного измерения биений. При обнаружении дефектов балансировку откладывают до их устранения.
| Параметр | Допустимое значение | Инструмент проверки |
|---|---|---|
| Радиальное биение диска | ≤ 0.8 мм | Индикаторная стойка |
| Боковое биение диска | ≤ 1.0 мм | Индикаторная стойка |
| Давление в шине | По спецификации авто | Манометр |
Игнорирование диагностики приводит к повторному дисбалансу даже после корректной балансировки. Особое внимание уделите старым дискам – усталость металла может вызывать скрытые деформации.
Ведущие производители балансировочного оборудования
Мировой рынок балансировочных станков представлен рядом крупных компаний, специализирующихся на разработке и производстве высокоточного оборудования для шиномонтажных центров и автосервисов. Эти производители сочетают передовые инженерные решения с цифровыми технологиями, обеспечивая точность измерений и надежность процессов.
Конкуренция в сегменте стимулирует постоянное совершенствование функционала: внедрение лазерных систем контроля, автоматической калибровки, 3D-визуализации и интеграции с диагностическим ПО. Ведущие бренды предлагают широкий модельный ряд – от компактных решений для малого бизнеса до промышленных комплексов.
- Hofmann (Германия) – технологический лидер с акцентом на инновации. Известны системами GeoPoint® для 3D-балансировки и запатентованными алгоритмами компенсации погрешностей.
- CEMB (Италия) – специализируется на универсальных станках для любых типов колес, включая грузовые и индустриальные. Отличаются механической прочностью и адаптивным ПО.
- Hunter Engineering (США) – пионер в области автоматизации. Линейка Road Force™ с роликовым нагружателем выявляет биение покрышек и дисков в смоделированных дорожных условиях.
- Ravaglioli (Италия) – фокус на эргономику и скорость работы. Применяют бесшумные двигатели прямого привода и сенсорные экраны с интуитивным интерфейсом.
- Beissbarth (Германия, входит в Bosch) – предлагают комплексные решения «под ключ» с интеграцией в системы управления сервисом. Выделяются модульной конструкцией.
Список источников
Представленная информация базируется на современных технических стандартах и специализированных материалах, регламентирующих процедуру статической балансировки колес. Актуальные данные гарантируют соответствие описания процессов и технологий требованиям безопасности и эффективности.
При подготовке использовались нормативные документы, учебно-методические издания по автомобильному сервису, а также технические руководства производителей балансировочного оборудования. Все источники прошли проверку на соответствие действующим отраслевым нормативам.
- ГОСТ Р 52750-2007 «Машины и оборудование для автосервиса. Стенды балансировочные. Общие технические требования»
- Родичев В.А. Устройство и эксплуатация автотранспортных средств: учебник. – М.: Академия, 2021
- Техническое руководство по балансировке колес. Компания Hofmann (официальная документация)
- Шестопалов С.К. Техническое обслуживание ходовой части автомобилей. – М.: Форум, 2019
- Синельников А.Ф. Диагностика и ремонт колесных систем. Практическое пособие. – СПб.: Лань, 2020
- Методические рекомендации по балансировке колес. Научно-исследовательский институт автомобильного транспорта (НИИАТ)