Установка колец на поршень - процесс монтажа и замены
Статья обновлена: 28.02.2026
Поршневые кольца – критически важные компоненты двигателя, обеспечивающие герметичность камеры сгорания, контроль расхода масла и эффективный теплоотвод от поршня.
Неправильный монтаж этих элементов неизбежно приводит к снижению компрессии, повышенному расходу масла, потере мощности и преждевременному износу цилиндропоршневой группы.
Точное соблюдение технологии установки и замены колец определяет ресурс и надежность силового агрегата.
В этом материале детально разберем ключевые этапы процесса: подготовку деталей, корректную ориентацию колец, методы безопасной установки на поршень и проверку зазоров.
Чистка поршней: удаление нагара и остатков старых колец
Тщательная очистка поршня – обязательный этап перед установкой новых колец. Неудалённый нагар нарушает теплопередачу, провоцирует перегрев и ускоряет износ деталей. Остатки старых колец или их фрагменты в канавках помешают правильной посадке новых колец, что приведёт к потере компрессии и повышенному расходу масла.
Для эффективной очистки поршень необходимо надёжно зафиксировать в тисках с мягкими губками или держателе, исключающем деформацию. Особое внимание уделяется кольцевым канавкам – они требуют наиболее скрупулёзной обработки. Работы проводятся в хорошо проветриваемом помещении с использованием средств индивидуальной защиты из-за токсичности продуктов сгорания.
Методы и инструменты для очистки
Применяют несколько основных способов удаления загрязнений:
- Механическая очистка: Используются щётки из латунной или нейлоновой щетины, деревянные или пластиковые скребки, не повреждающие металл. Закалённый нагар в канавках аккуратно удаляют обломком старого кольца, держа его перпендикулярно поверхности.
- Химические средства: Специализированные очистители нагара (аэрозоли или жидкости) наносятся согласно инструкции. Поршень выдерживается определённое время, после чего размягчённые отложения легко снимаются щёткой.
- Ультразвуковая очистка: Наиболее эффективный метод. Поршень погружается в ванну со специальным раствором, где под действием ультразвука нагар отслаивается даже из труднодоступных мест.
Ключевые этапы процесса:
- Предварительная очистка: Удаление крупных частиц нагара и мусора скребком или щёткой.
- Обработка канавок: Тщательная чистка пазов под кольца до полного удаления нагара и следов старых колец. Проверка ширины и чистоты канавки щупом или новым кольцом.
- Очистка поверхности: Удаление нагара с юбки поршня, днища и отверстий под поршневой палец.
- Промывка: Обильное смывание остатков чистящих средств и абразивных частиц керосином, соляркой или специальным очистителем.
- Сушка: Полное высушивание поршня сжатым воздухом. Визуальный контроль чистоты всех поверхностей, особенно канавок.
Критические ошибки:
- Использование стальных щёток или абразивных материалов, оставляющих царапины.
- Неполное удаление нагара из кольцевых канавок, создающее препятствия для новых колец.
- Применение чрезмерного усилия, ведущее к повреждению перемычек между канавками.
- Недостаточная промывка, оставляющая химические остатки или абразивную пыль.
Идеально очищенный поршень гарантирует правильную установку колец, их надёжное прилегание к стенкам цилиндра и стабильную работу двигателя.
Снятие старых поршневых колец: правильная техника демонтажа
Перед началом демонтажа убедитесь в чистоте рабочей зоны и наличии необходимого инструмента: специальных съёмников для поршневых колец (или тонких плоских отвёрток) и чистой ветоши. Очистите поршень от крупных отложений нагара, особое внимание уделяя канавкам под кольца – остатки сажи или лака могут затруднить извлечение.
Зафиксируйте поршень в тисках с мягкими губками, избегая перекоса и чрезмерного сжатия юбки. Расположите поршень так, чтобы канавки колец были легко доступны, а замки колец находились в удобном для работы положении. Не допускайте контакта шатуна с тисками.
Последовательность демонтажа
- Начните с верхнего компрессионного кольца. Аккуратно введите кончик съёмника или тонкой плоской отвёртки в зазор замка кольца.
- Медленно раздвигайте концы кольца, прикладывая усилие строго в плоскости канавки. Избегайте перекоса и рывков.
- После расширения зазора достаточно для снятия, плавно сдвиньте кольцо вдоль канавки и снимите с поршня. Не растягивайте кольцо больше необходимого минимума.
- Повторите процедуру для второго компрессионного кольца, соблюдая осторожность.
- Снимите маслосъёмное кольцо, состоящее из двух тонких стальных колец (расширителей) и расширителя-прокладки:
- Сначала снимите верхний и нижний стальные кольца тем же методом, что компрессионные.
- Извлеките волнообразный расширитель-прокладку, поддев его отвёрткой за край – он не требует разжима.
| Тип кольца | Особенности демонтажа | Риски при нарушении техники |
|---|---|---|
| Верхнее компрессионное | Наибольшее нагарообразование, требует тщательной очистки канавки перед снятием | Деформация кольца, сколы на поршне |
| Маслосъёмное кольцо | Хрупкие компоненты, легко повредить при излишнем усилии | Разрыв стальных кольцевых элементов, потеря упругости расширителя |
Важно: Сразу после снятия раскладывайте кольца в порядке их расположения на поршне или помечайте. Не используйте молоток, пассатижи или грубый инструмент – хрупкий чугун или сталь легко ломаются. Проверьте канавки поршня на предмет задиров, остатков кокса и износа – при обнаружении дефектов поршень подлежит замене.
Дефектовка новых колец: проверка размера и целостности

Перед установкой новых колец обязательна дефектовка для исключения брака. Первичный визуальный осмотр выявляет механические повреждения: царапины, забоины, трещины или следы коррозии на рабочей поверхности и торцах. Особое внимание уделяют стыковым замкам – они должны быть чистыми, без заусенцев и деформаций.
Измерение радиальной толщины кольца микрометром подтверждает соответствие чертежу. Разновысокость (разница в толщине по окружности) недопустима. Параллельно проверяют осевую ширину кольца в нескольких точках щупом или штангенциркулем – отклонение от номинала приводит к некорректной работе канавки поршня.
Контроль упругости и замка
Проверка упругости выполняется двумя методами:
- Сравнительный: кольцо сжимают до рабочего зазора в замке, усилие сравнивают с эталонным образцом на специальном стенде. Значительные отклонения указывают на некондицию.
- Абсолютный: измерение силы, необходимой для сжатия замка до нормированного зазора, динамометром.
Контроль замка:
- Кольцо устанавливают в калибровочный цилиндр (или участок гильзы), выровняв перпендикулярно оси.
- Зазор в замке замеряется набором щупов. Результат обязан соответствовать спецификации двигателя.
- Неравномерный зазор по окружности при проворачивании кольца сигнализирует о эллипсности.
| Параметр | Инструмент | Допуск |
|---|---|---|
| Радиальная толщина | Микрометр | ±0.01 мм |
| Осевая ширина | Штангенциркуль/щуп | По канавке поршня -0.05/+0.02 мм |
| Зазор в замке | Щупы | Согласно мануалу ДВС |
Финишный этап – проверка прилегания к зеркалу цилиндра. Кольцо помещают в гильзу, прижимают поршнем дном для центровки. Щупом замеряют зазор по всей окружности – превышение 0.05 мм указывает на деформацию. Просвет через кольцо при направленном свете недопустим.
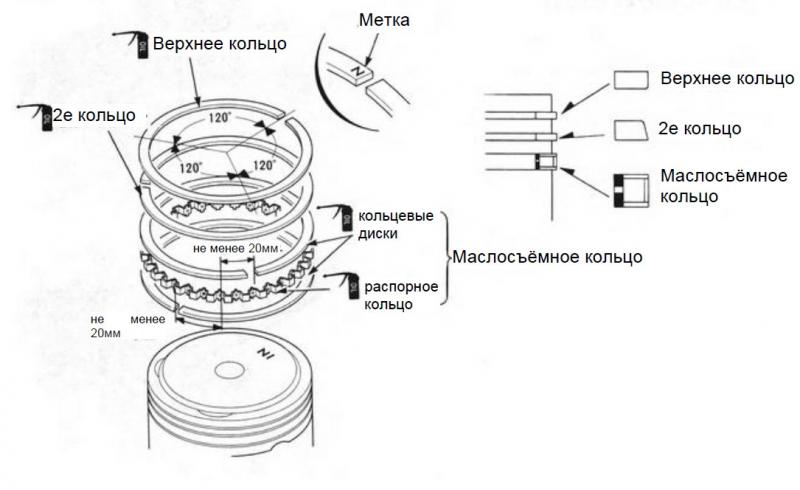
Определение порядка установки верхних компрессионных колец

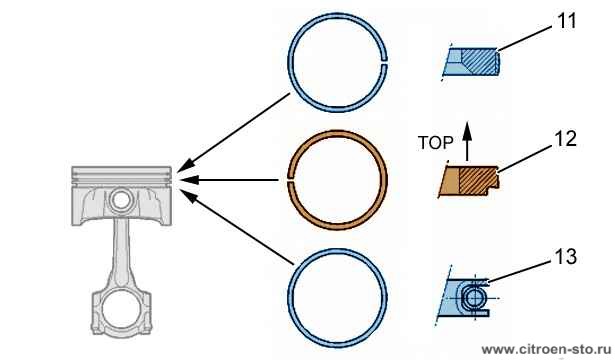
Верхние компрессионные кольца имеют асимметричную конструкцию и требуют строго определённой ориентации при монтаже. Наружный край кольца обычно маркируется обозначениями "TOP", "T" или точкой, которые всегда должны быть направлены в сторону камеры сгорания (вверх). Несоблюдение этого правила приведёт к нарушению герметичности цилиндра и ускоренному износу деталей.
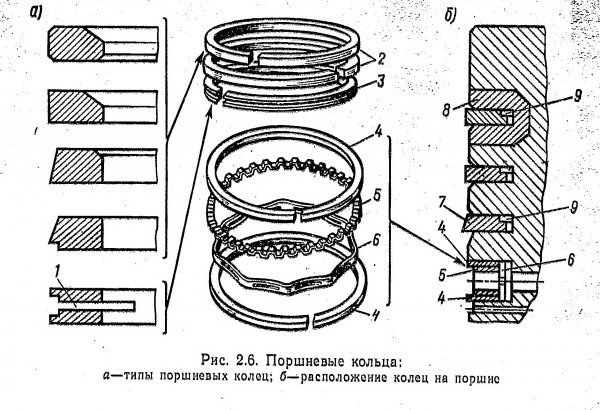
При отсутствии маркировки ориентацию определяют по геометрии кольца. У конических колец узкий острый край располагают вниз, а широкий скос – вверх. Бочкообразные кольца монтируют выпуклой стороной наружу. Верхнее компрессионное кольцо всегда устанавливается первым, перед вторым компрессионным и маслосъёмными кольцами.
Критерии правильной установки
- Маркировка: Надписи "TOP" или метки обязаны смотреть вверх
- Конструкция:
- Коническое кольцо: скос большого диаметра – вверх
- Бочкообразное кольцо: выпуклая сторона – вверх
- Инструмент: Использование съёмника для предотвращения деформации
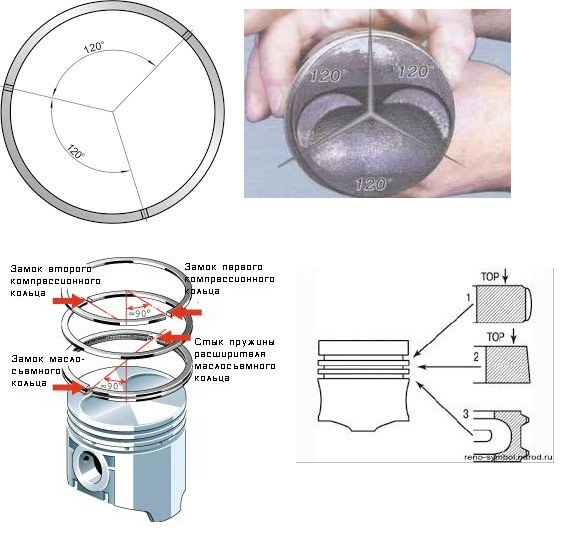
- Расположение замков: Смещение стыков колец относительно друг друга на 120°
| Тип кольца | Визуальный признак | Правильное положение |
|---|---|---|
| Коническое | Скошенная кромка | Широкий скос вверх |
| Бочкообразное | Выпуклая поверхность | Выпуклость вверх |
| С маркировкой | Надпись "TOP" | Надпись вверх |
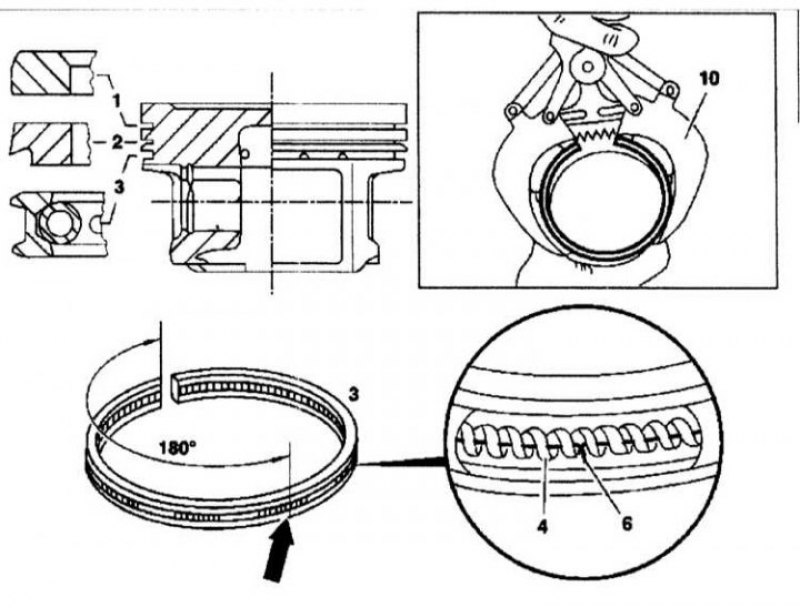
Монтаж нижних маслосъемных колец на поршень
Перед установкой убедитесь, что канавки под кольца на поршне тщательно очищены от нагара и загрязнений. Проверьте зазор в канавке маслосъемного кольца щупом – превышение допустимых значений требует замены поршня. Подготовьте новые кольца, сверяя их маркировку и тип с требованиями двигателя.
Нижнее маслосъемное кольцо обычно состоит из трех элементов: двух тонких стальных распорных колец (располагаются сверху и снизу) и гофрированного расширителя (пружины), размещаемого между ними. Соберите комплект на чистой поверхности, убедившись в отсутствии деформации компонентов.
Технология установки

- Расположите гофрированный расширитель в нижней канавке поршня. Совместите замок расширителя с меткой на поршне (обычно "TOP") или ориентируйте его в сторону днища поршня согласно инструкции производителя. Замок должен находиться строго напротив метки.
- Установите нижнее распорное кольцо поверх расширителя. Используйте специальный съемник для колец или аккуратно разведите концы пальцами, избегая перекоса и чрезмерного растяжения. Замок кольца сместите относительно замка расширителя на 15-30°.
- Аналогично смонтируйте верхнее распорное кольцо. Его замок должен быть смещен относительно замка нижнего распорного кольца на 15-30° в противоположную сторону. Общий угол между замками всех трех компонентов – около 120°.
После монтажа проверьте:
- Свободное проворачивание колец в канавке пальцем без заеданий.
- Правильность расположения замков (равномерное смещение).
- Отсутствие перекоса элементов в канавке.
Использование щипцов для безопасной установки колец
Щипцы для колец исключают деформацию и микротрещины при монтаже, возникающие при ручной растяжке. Инструмент равномерно распределяет нагрузку по окружности кольца, сохраняя его геометрию и компрессионные свойства. Работа без щипцов часто приводит к поломке колец или снижению герметичности камеры сгорания.
Конструкция щипцов предусматривает регулировку раствора губок под разные диаметры поршней. Резиновые накладки на рабочих поверхностях предотвращают царапины на юбке поршня и зеркале цилиндра при случайном контакте. Качественный инструмент изготавливается из легированной стали с антикоррозионным покрытием.
Порядок работы щипцами:
- Подберите щипцы, соответствующие диаметру поршня
- Установите кольцо строго параллельно канавке поршня
- Совместите концы губок с зазором кольца
- Плавно сведите рукоятки до легкого натяга
- Наденьте кольцо на поршень без перекоса
- Медленно ослабьте давление для контролируемого сжатия
| Тип щипцов | Применение | Макс. диаметр (мм) |
|---|---|---|
| С регулируемым шагом | Универсальные для легковых авто | 120 |
| Телескопические | Грузовые двигатели | 200 |
| С храповым механизмом | Спортивные поршни | 110 |
Контролируйте положение стопорных штифтов в канавках при установке составных маслосъемных колец. Перекос даже на 2-3° вызывает задиры цилиндра. После монтажа проверяйте свободу вращения колец в канавках пальцем – заклинивание свидетельствует о деформации.
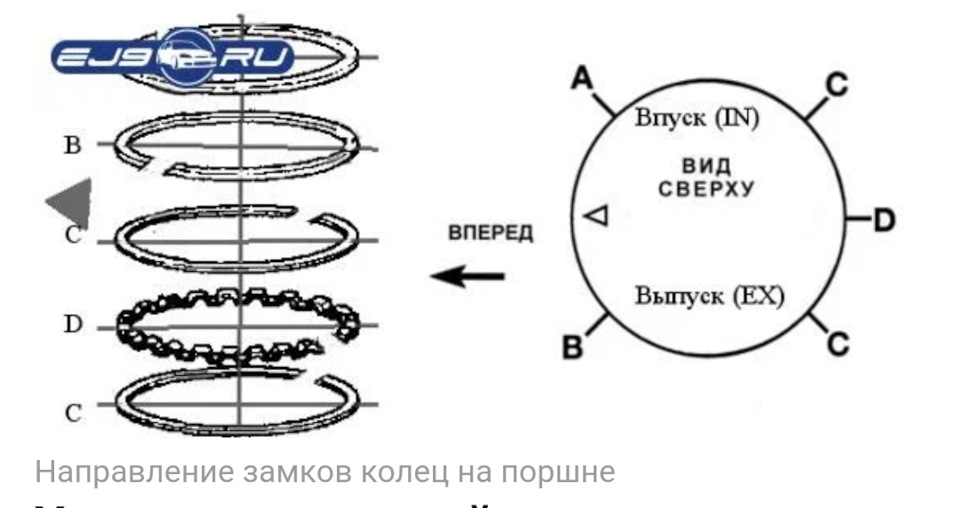
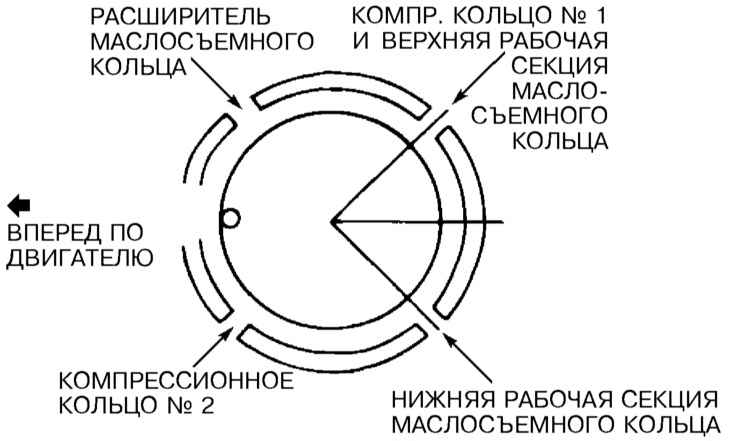
Выбор угла смещения замков колец при посадке в цилиндр
Замки поршневых колец представляют технологические зазоры для теплового расширения, которые при неправильном расположении создают каналы для прорыва газов и попадания масла в камеру сгорания. Смещение стыков относительно друг друга и критичных зон цилиндра – обязательное условие надежной работы двигателя.
Правильная ориентация замков минимизирует газопроницаемость, обеспечивает равномерное распределение давления на стенки цилиндра и предотвращает локальный перегрев. Углы выбираются с учетом количества колец, конструкции поршня и направления нагрузки в цилиндре.
Стандартные схемы смещения
Распространенные конфигурации для 3-кольцевых поршней:
| Тип кольца | Угол смещения | Ориентир |
|---|---|---|
| Верхнее компрессионное | 0° (база) | Смещение от оси поршневого пальца |
| Второе компрессионное | 120-180° | Относительно первого |
| Маслосъемное | 90-120° | Относительно второго компрессионного |
Ключевые требования при установке:
- Запрещено совмещение стыков по одной оси
- Избегать позиций напротив дренажных отверстий маслосъемного кольца
- Минимальное расстояние от замков до перегородок поршневых канавок – 2-3 мм
- Смещение от оси поршневого пальца на 15-30° для снижения износа
Для 4-кольцевых систем используют схему 90°-180°-270° относительно первого кольца. В дизельных двигателях с высокими нагрузками применяют минимально допустимые зазоры в замках и увеличенное смещение до 180° между всеми кольцами.
Нанесение смазки на поршень перед сборкой двигателя
Специальная монтажная смазка наносится тонким равномерным слоем на юбку поршня, боковые поверхности поршневых колец и канавки перед установкой в цилиндр. Это обязательный этап, предотвращающий сухое трение во время первых запусков двигателя.
Используйте только составы, рекомендованные производителем двигателя – обычно это специальные моторные масла или графитовые смазки. Категорически исключаются обычные консистентные смазки типа Литол-24, так как они не выгорают полностью и образуют нагар.
Порядок обработки компонентов
Ключевые зоны нанесения:
- Юбка поршня: Смазка распределяется по всей поверхности кистью или чистым пальцем
- Поршневые кольца: Обрабатываются торцы и боковые плоскости
- Канавки под кольца: Удаление излишков смазки из канавок после установки колец
Технологические требования:
- Слой должен быть минимально необходимым – избыток приведет к закоксовыванию
- Обязательно прокручивайте кольца в канавках после нанесения для распределения смазки
- Исключите попадание состава на торец поршня и днище
| Материал | Тип смазки | Особенность |
| Чугунные гильзы | Моторное масло SAE 10W-40 | Минеральная основа |
| Нирезистовые вставки | Графитовая паста | Высокая термостойкость |
После обработки немедленно устанавливайте поршень в цилиндр для предотвращения оседания пыли. Качество нанесения напрямую влияет на срок приработки узла и предотвращение задиров.
Правильная ориентация поршня при установке в блок цилиндров
Ключевым аспектом при монтаже поршня в цилиндр является его строго заданное положение. Большинство поршней имеют конструктивные особенности, исключающие симметричную установку. Неправильная ориентация приводит к задирам стенок цилиндра, ускоренному износу деталей и поломке двигателя.
Для определения верного положения необходимо найти маркировку на днище поршня (обычно стрелку, надпись "FRONT", "IN" или метку в виде точки). Эта метка должна быть направлена строго в сторону передней части двигателя (по направлению движения авто или к цепи/ремню ГРМ). На поршнях с асимметричной формой канавок под кольца или смещенным пальцем установка "задом наперед" физически невозможна.
Контрольные точки ориентации
- Маркировка на днище: Основной ориентир (стрелка/надпись).
- Расположение маслосъемных колец: Прорези в канавках должны быть обращены вниз.
- Смещение поршневого пальца: Сторона с меньшим выступом юбки обычно направлена навстречу нагрузке (к маховику).
- Форма камеры сгорания: У поршней с выемкой под клапаны выточка размещается со стороны ГБЦ.
| Элемент поршня | Направление ориентации |
|---|---|
| Маркировка (стрелка/надпись) | К передней части ДВС |
| Прорези маслосъемных колец | Вниз (к картеру) |
| Смещенный палец (если есть) | Малая юбка – к маховику |
Перед финальной сборкой обязательно сверьтесь с технической документацией двигателя. Шатуны также имеют метки (фаски, выточки), которые должны быть обращены в сторону, противоположную коленвалу. Использование стяжных хомутов для колец и смазка цилиндров моторным маслом минимизируют риск повреждений при запрессовке.
Проверка свободы вращения колец в канавках после монтажа
После установки поршневых колец в канавки поршня критически важно проверить их свободное вращение. Это исключает заклинивание при тепловом расширении деталей в процессе работы двигателя. Неподвижное кольцо приводит к нарушению герметичности камеры сгорания, ускоренному износу и потере компрессии.
Проверка осуществляется ручным проворачиванием каждого кольца пальцем вокруг оси поршня при комнатной температуре. Кольцо должно легко поворачиваться в канавке без усилий или заеданий на всем протяжении окружности. Особое внимание уделяют стыкам замков – они не должны цепляться за стенки канавки.
Критерии оценки и устранение проблем
Признаки корректной установки:
- Плавное вращение без рывков по всей окружности канавки.
- Отсутствие люфта при легком покачивании кольца перпендикулярно оси вращения (в пределах допуска).
- Равномерный зазор между торцами кольца и стенками канавки по всему периметру.
Если кольцо не проворачивается:
- Очистите канавку от стружки или абразива специальным инструментом.
- Проверьте геометрию канавки и кольца на соответствие допускам.
- Замените дефектные компоненты при обнаружении деформации или превышения износа.
| Проблема | Причина | Решение |
|---|---|---|
| Кольцо вращается туго | Загрязнение канавки, заусенцы | Повторная очистка, притирка |
| Заклинивание на участке | Деформация кольца, перекос при установке | Правка или замена кольца |
| Чрезмерный люфт | Износ канавки, несоответствие размеров | Замена поршня или колец |
Список источников
При подготовке материалов по установке поршневых колец использовались специализированные технические ресурсы, обеспечивающие достоверность и точность описания технологических процессов. Акцент сделан на практические руководства и нормативную документацию от производителей двигателей и компонентов.
Ниже представлен перечень ключевых источников, содержащих детальные инструкции по подбору, монтажу и диагностике поршневых колец. Эти материалы включают как общепринятые методики, так и специфические требования к различным типам ДВС.
Рекомендуемая литература и документация
- Руководства по ремонту двигателей OEM-производителей (Volkswagen, Toyota, GM и др.)
- Технические бюллетени и стандарты SAE (Society of Automotive Engineers)
- Инструкции по монтажу от производителей колец (Mahle, Federal-Mogul, NPR)
- Учебные пособия по двигателестроению (авторы: Хрулев А.А., Орлин А.С., Рогожин В.А.)
- Специализированные издания: журналы "Авторемонт", "Двигатель", "За рулём"
- Практические руководства от инструментальных брендов (Snap-on, Hazet, Kraftool)
- Видеоинструкции сертифицированных технических тренеров (учебные программы Bosch, Delphi)