Замена катализатора пламегасителем - делаем и ставим своими руками
Статья обновлена: 02.03.2026
Каталитический нейтрализатор – дорогостоящий компонент выхлопной системы, склонный к преждевременному выходу из строя из-за низкого качества топлива или механических повреждений.
При его поломке автовладельцы часто выбирают установку пламегасителя – бюджетной альтернативы, гасящей температуру выхлопных газов и защищающей резонатор.
В статье подробно рассмотрим самостоятельное изготовление пламегасителя, подготовку материалов и инструментов, а также пошаговый монтаж конструкции вместо демонтированного катализатора.
Подготовка инструментов
Комплектация необходимыми инструментами – критичный этап перед заменой катализатора на самодельный пламегаситель. Отсутствие даже одного элемента может полностью остановить процесс или создать угрозу безопасности.
Основной набор включает инструменты для демонтажа, резки металла и сварки. Требуется тщательная проверка исправности оборудования, особенно электроинструментов и средств защиты.
- Ключи:
- Набор рожковых/накидных ключей
- Трещоточный вороток с головками (размеры 13-19 мм)
- Торцовые ключи для труднодоступных болтов
- Домкрат:
- Гидравлический или винтовой домкрат (грузоподъемность от 2 тонн)
- Стационарные подставки-козлы (обязательно!)
- Болгарка (УШМ):
- Диаметр диска 125-230 мм
- Отрезные диски по металлу (толщина 1.6-2 мм)
- Зачистной диск для обработки кромок
- Сварочный аппарат:
- Инверторный MMA-аппарат (160-200А)
- Электроды 3 мм (МР-3С или АНО-21)
- Маска-хамелеон и сварочные краги
| Дополнительно | Назначение |
| Молоток и зубило | Демонтаж прикипевших элементов |
| WD-40 | Обработка резьбовых соединений |
| Щетка по металлу | Зачистка поверхностей перед сваркой |
| Защитные очки | Обязательны при работе с болгаркой |
Подбор материалов для самодельного пламегасителя: стальные трубы, сетка
Основой конструкции служат стальные трубы двух диаметров: наружный корпус и внутренняя перфорированная часть. Для корпуса выбирайте толстостенную трубу (толщина стенки 1.5-2 мм) из жаропрочной нержавеющей стали марки AISI 304/321 или ферритной (AISI 409/430), способной выдерживать температуры выхлопных газов и минимизировать коррозию. Внутренний диаметр должен соответствовать сечению штатного катализатора или выхлопной трубы.
Внутреннюю перфорированную трубу изготавливают из той же нержавейки, но с меньшим диаметром (обычно на 20-30% уже корпуса). Толщина стенки может быть тоньше (1-1.5 мм). Отверстия диаметром 4-8 мм сверлятся в шахматном порядке, покрывая 60-80% площади трубы для эффективного рассеивания потока газов. Альтернатива – готовые перфорированные трубы из нержавейки.
Ключевые материалы и требования
- Корпусная труба: AISI 304/321/409/430, Ø под штатный катализатор, толщина стенки ≥1.5 мм.
- Перфорированная труба: Нержавейка аналогичной марки, Ø на 20-30% меньше корпуса, отверстия 4-8 мм (шахматный порядок).
- Набивка (сетка): Гофрированная или слоеная сетка из нержавеющей стали (ячейка 0.8-1.2 мм), плотно набиваемая между трубами для гашения пламени и снижения шума.
- Термостойкий герметик: Уплотнение стыков (температура +1000°C).
Важно! Избегайте обычной "черной" стали – она быстро прогорит. Для соединения труб обязательна аргоновая сварка. Набивка должна заполнять весь объем между трубами без пустот, иначе возникнет дребезжание. Проверяйте соответствие диаметров труб и посадочных мест в выхлопной системе до начала работ.
Снятие защиты двигателя для доступа к выхлопной системе
Защита двигателя крепится болтами или винтами по периметру, количество которых варьируется от 4 до 8 штук в зависимости от модели автомобиля. Перед началом работ убедитесь, что машина стоит на ровной поверхности с включенным ручным тормозом, а для дополнительной безопасности под колеса установлены противооткатные упоры.
Для демонтажа потребуется набор головок с трещоткой или воротком, а также удлинитель для удобного доступа к задним крепежным элементам. Возможно, некоторые болты будут закисшими – подготовьте жидкость WD-40 или аналогичный растворитель ржавчины, нанеся его на резьбовые соединения за 10–15 минут до откручивания.
Порядок работ
- Очистка крепежей: Щеткой удалите грязь вокруг болтов, чтобы предотвратить соскальзывание инструмента.
- Откручивание:
- Начинайте с передних болтов, перемещаясь к задним.
- Придерживайте защиту свободной рукой при выкручивании последнего крепежа – конструкция может упасть под собственным весом.
- Снятие защиты:
- Аккуратно потяните элемент вниз, контролируя отсутствие препятствий (провода, шланги).
- При сложной конфигурации слегка сдвиньте защиту назад или вперед для вывода из пазов кузова.
Важно! Отложите болты в отдельную емкость – при установке обратно они понадобятся. Если резьба повреждена, замените крепежи до сборки. После снятия осмотрите подкапотное пространство: открывшийся доступ к катализатору и прилегающим трубам упростит дальнейшие манипуляции с выхлопной системой.
Обработка крепежа проникающей смазкой перед демонтажем
Крепежные элементы выхлопной системы (гайки, болты, шпильки) подвержены интенсивному воздействию высоких температур, дорожных реагентов и влаги, что приводит к коррозии и прикипанию резьбы. Попытка демонтажа без предварительной обработки часто заканчивается срывом граней или поломкой крепежа.
Проникающая смазка (WD-40, Liquid Wrench, "Унисма" и аналоги) растворяет ржавчину, снижает трение и облегчает откручивание. Её применение критически важно для сохранения целостности соединений и предотвращения трудоемкого высверливания сломанных шпилек.
Технология обработки
- Тщательно очистите крепеж металлической щеткой от грязи и окалины для доступа смазки к резьбе.
- Обильно нанесите состав на стыки гаек/болтов и шпилек. Используйте трубку-удлинитель баллона для точной подачи в труднодоступные места.
- Выждите 15-30 минут (для сильной коррозии – до 2-3 часов или повторите обработку). Смазка должна проникнуть в микротрещины.
- Слегка обстучите соединения молотком через медную или алюминиевую проставку – вибрация ускоряет проникновение состава.
- Попробуйте осторожно сдвинуть крепеж ключом на 1-2 градуса в обе стороны ("расшевелите" соединение).
Важно: Не применяйте ударные инструменты (гвоздодёр, пневмогайковёрт) до полного пропитывания ржавчины. Сорванная резьба потребует сложного ремонта резьбовых отверстий в коллекторе или приёмной трубе.
Демонтаж кислородных датчиков (лямбда-зондов)
Перед демонтажем датчиков убедитесь, что двигатель остыл до безопасной температуры (40-50°C) во избежание ожогов. Отключите минусовую клемму аккумулятора для предотвращения ошибок ЭБУ и коротких замыканий.
Найдите расположение лямбда-зондов: верхний (перед катализатором) обычно вкручен в выпускной коллектор или приемную трубу, а нижний (после катализатора) – в корпус катализатора или выхлопную трубу. Визуально осмотрите разъемы и провода, запомнив их подключение.
Порядок демонтажа
- Отсоединение разъемов: Нажмите на фиксатор разъема и аккуратно отсоедините его от проводки автомобиля. Не тяните за провода!
- Обработка резьбы: Обильно нанесите проникающую смазку (WD-40, LIQUI MOLY) на резьбовую часть датчика. Выждите 10-15 минут для растворения нагара.
- Выкручивание датчика:
- Используйте специализированный глубинный ключ для лямбда-зондов (на 22 мм) или торцевой ключ с прорезью для провода.
- Прилагайте усилие плавно, без рывков – резьба может быть "прикипевшей".
- Если датчик не поддается – повторите обработку смазкой или осторожно прогрейте гайку газовой горелкой.
| Тип датчика | Особенности демонтажа |
| Верхний (управляющий) | Легкий доступ, но высокий риск повреждения проводов о горячие элементы |
| Нижний (диагностический) | Часто расположен в труднодоступном месте, требует смотровой ямы/подъемника |
После выкручивания заглушите резьбовые отверстия в трубе чистой ветошью для защиты от грязи. Осмотрите контакты разъемов на предмет окисления – при необходимости очистите их контактным спреем.
Отсоединение катализатора от приемной трубы глушителя
Поднимите автомобиль на подъемнике или эстакаде, обеспечив устойчивое положение и доступ к выхлопной системе. Обильно обработайте соединительные болты или гайки катализатора и приемной трубы проникающей смазкой (WD-40, Liquid Wrench) за 10-15 минут до начала работ для упрощения откручивания.
Наденьте защитные очки и перчатки. Осмотрите соединение: если крепеж сильно поврежден коррозией, подготовьте болгарку с отрезным диском или головку-экстрактор. При наличии датчиков кислорода (лямбда-зондов) отсоедините их разъемы от проводки, избегая натяжения проводов.
Последовательность демонтажа
- Сорвите крепежные гайки/болты торцевым ключом или головкой с воротком. При закисании:
- Примените ударный гайковерт или удлинитель трубы
- Прогрейте соединение строительным феном (не используйте открытое пламя!)
- Аккуратно расшатайте катализатор после удаления крепежа – соединение часто "прикипает"
- Снимите термозащитный экран (при наличии), открутив крепежные хомуты
| Тип соединения | Инструмент | Особенности |
|---|---|---|
| Фланцевое (болты/гайки) | Набор головок, вороток | Обработать резьбу смазкой перед сборкой |
| Хомутовое (стяжка) | Торцевой ключ на 13-15мм | Проверить целостность хомута |
| Сварное | Болгарка с отрезным диском | Резать только по заводскому шву |
После демонтажа очистите посадочное место на приемной трубе от ржавчины металлической щеткой. Внимание: не повредите резьбовые отверстия фланца! Проверьте состояние прокладки – при деформации или трещинах замените ее.
Снятие креплений катализатора к кузову автомобиля
После отсоединения катализатора от выхлопных труб перейдите к демонтажу его креплений к кузову. Обычно катализатор фиксируется одной или несколькими резинометаллическими подвесками (сайлентблоками), которые гасят вибрации и обеспечивают подвижность системы при движении автомобиля.
Внимательно осмотрите точки крепления: чаще всего они представляют собой металлические кронштейны с П-образными проушинами, в которые вставлены длинные болты с резиновыми втулками. Подготовьте проникающую смазку (WD-40 или аналог) и набор гаечных ключей или головок под размер крепежа.
Пошаговый процесс демонтажа
- Обработайте резьбовые соединения: обильно нанесите проникающую смазку на болты и гайки креплений. Выждите 10-15 минут для растворения ржавчины и нагара.
- Сдерживайте болты: используйте торцевой ключ или головку для фиксации головки болта, одновременно откручивая гайку рожковым ключом. При закисших соединениях аккуратно применяйте ударный инструмент.
- Извлеките крепеж: после откручивания гайки полностью выбейте болт из проушин молотком через деревянную проставку. Сохраняйте резиновые демпферы при отсутствии повреждений.
- Снимите подвесы: отсоедините металлические скобы, удерживающие резиновые подвески. Если кронштейны приварены к катализатору – оставьте их для последующего монтажа на пламегаситель.
| Тип крепления | Особенности демонтажа |
| Сквозные болты с втулками | Требует одновременного удержания болта и гайки |
| Хомуты с резиновыми петлями | Достаточно открутить крепеж хомута |
| Крюкообразные подвесы | Снимаются вертикальным смещением вверх |
Важно: при сильной коррозии болтов подготовьте запасные крепежные элементы соответствующего размера. Фиксируйте выхлопную систему домкратом с деревянной подкладкой перед полным снятием кронштейнов – это предотвратит провисание труб.
Извлечение катализатора из выхлопной системы
Перед началом демонтажа убедитесь, что автомобиль остыл, а выхлопная система холодная – это исключит ожоги. Поднимите машину на подъемнике или эстакаде, обеспечив устойчивый доступ к днищу. Зафиксируйте колеса противооткатными упорами и наденьте защитные очки.
Катализатор расположен между выпускным коллектором и глушителем, обычно в виде отдельного блока или интегрированного в приемную трубу. Тщательно обработайте крепежные элементы (гайки, болты, хомуты) проникающей смазкой WD-40 за 10-15 минут до откручивания – это снизит риск срыва резьбы из-за коррозии.
Этапы демонтажа
Отсоединение датчиков:
- Отключите минусовую клемму АКБ для обесточивания системы.
- Найдите кислородные датчики (лямбда-зонды) перед и после катализатора.
- Аккуратно отсоедините разъемы проводки, нажав на фиксатор.
Снятие креплений:
- Используйте головки с воротком или трещоткой для откручивания болтов фланцевых соединений.
- При работе с прикипевшими гайками применяйте ударный гайковерт или нагревание газовой горелкой (с осторожностью!).
- Ослабьте хомуты крепления к кузову, используя торцевые ключи.
| Тип соединения | Инструмент | Сложность |
|---|---|---|
| Фланец с болтами | Головка на 13-17 мм | Средняя |
| Втулочное (гофра) | Торцевой ключ | Низкая |
| Сварной шов | Болгарка | Высокая |
Извлечение узла:
- При наличии фланцев – расшатайте трубу после откручивания крепежа и вытащите катализатор вниз.
- Если элемент приварен – сделайте два аккуратных реза болгаркой по обе стороны блока, оставляя запас 2-3 см трубы для монтажа пламегасителя.
- Избегайте резких перегибов трубопровода при снятии, чтобы не повредить соседние компоненты.
Обрезка корпуса катализатора для извлечения керамического блока
Перед началом резки убедитесь, что катализатор полностью остыл после демонтажа. Подготовьте рабочее место с устойчивым креплением узла – используйте тиски или струбцины для фиксации на верстаке. Обязательно наденьте средства защиты: маску-щиток, перчатки и респиратор, так как керамическая пыль токсична.
Тщательно осмотрите корпус катализатора для определения зоны реза. Ищите заводской сварной шов между основной частью и торцевой крышкой – это оптимальное место для вскрытия. Если шов не виден, нанесите разметку маркером, отступив 3-5 см от края корпуса. Избегайте участков с датчиками кислорода или кронштейнами крепления.
Технология выполнения реза

Используйте углошлифовальную машину (болгарку) с отрезным диском по металлу толщиной 1-1.2 мм. Держите инструмент строго перпендикулярно поверхности. Начинайте рез на минимальных оборотах, плавно ведя диск по намеченной линии. Совершайте проход без сильного нажима, контролируя глубину – важно прорезать только оболочку, не задевая керамический блок внутри.
При работе делайте перерывы каждые 30-40 секунд для охлаждения металла. Если корпус двухслойный, после первого реза удалите наружную оболочку кусачками, затем повторите операцию для внутреннего слоя. После сквозного прореза аккуратно отделите отрезанный фрагмент корпуса монтировкой или зубилом.
Критические моменты:
- Не допускайте перекоса диска – это деформирует посадочное место для пламегасителя
- Избегайте перегрева зоны реза – это может вызвать возгорание остатков топлива в сотах
- Не используйте газовый резак – высокая температура повредит металл корпуса
После вскрытия извлеките керамический блок:
- Вытряхните крупные фрагменты, постучав корпусом о деревянную поверхность
- Остатки удалите металлическим крюком или отверткой
- Пропылесосьте полость промышленным пылесосом со HEPA-фильтром
- Обработайте внутренние стенки металлической щеткой для удаления нагара
Требования к подготовленному корпусу:
| Параметр | Норма |
|---|---|
| Чистота внутренней поверхности | Отсутствие керамической крошки и сажи |
| Геометрия среза | Ровный край без заусенцев |
| Состояние посадочной зоны | Отсутствие вмятин и термодеформаций |
Зачистите кромки реза напильником для устранения заусенцев. Проверьте внутренний диаметр корпуса штангенциркулем – он должен соответствовать габаритам пламегасителя. При несовпадении размеров потребуется расточка или подбор переходной втулки.
Важно: На катализаторах с алюминизированной сталью после резки сразу обработайте кромки антикоррозийным грунтом – это предотвратит окисление металла в месте реза.
Очистка посадочных мест от нагара и ржавчины
Качественная очистка фланцевых соединений и посадочных поверхностей – обязательное условие герметичности системы после замены катализатора на пламегаситель. Нагар и коррозия нарушают прилегание, вызывают прогары прокладок и утечку выхлопных газов.
Начинайте работы только после полного остывания элементов выхлопной системы. Используйте средства индивидуальной защиты: перчатки, очки, респиратор. Подготовьте инструменты – металлические щетки, шлифовальные насадки для дрели/болгарки, скребки, наждачную бумагу разной зернистости, спецхимию (очистители ржавчины, обезжириватель).
Технология очистки поверхностей
Последовательность действий для достижения идеальной привалочной плоскости:
- Механическое удаление крупных отложений: Используйте скребок или грубую металлическую щетку для снятия толстого слоя нагара и отслоившейся ржавчины. Применяйте ударные методы (молоток, зубило) крайне осторожно, чтобы не повредить фланец.
- Абразивная обработка:
- Обработайте поверхности лепестковым или зачистным кругом на дрели/болгарке (на малых оборотах).
- Труднодоступные места очищайте радиально-щеточной насадкой или ручной щеткой с жестким ворсом.
- Доведите плоскость наждачной бумагой (Р80-Р120), двигаясь крест-накрест для контроля ровности.
- Химическая обработка:
- Нанесите преобразователь ржавчины или очиститель карбюратора на оставшиеся очаги коррозии.
- Выдержите время, указанное производителем химии.
- Удалите разрыхленные остатки щеткой.
- Финишная подготовка:
- Обезжирьте контактные поверхности уайт-спиритом, ацетоном или спецсредством.
- Убедитесь в отсутствии рисок, задиров, раковин глубже 0.5 мм.
- Проверьте плоскостность металлической линейкой – зазор под ней не должен превышать 0.3-0.5 мм.
Критические ошибки: Игнорирование очистки, использование только химии без механики, перегрев металла при шлифовке, оставление глубоких рисок абразивом, неполное обезжиривание. Это гарантировано приведет к продуванию стыка.
После очистки незамедлительно устанавливайте пламегаситель с новой термостойкой прокладкой во избежание окисления подготовленных поверхностей. Контролируйте равномерность затяжки крепежа динамометрическим ключом в рекомендованной производителем последовательности.
Замер диаметров и длины освободившегося участка выхлопной трубы
После демонтажа катализатора внимательно осмотрите освободившийся участок магистрали. Критически важно зафиксировать два ключевых параметра: внутренний диаметр (ВД) трубы на входе и выходе образовавшегося разрыва, а также длину свободного пространства между оставшимися элементами системы. Не используйте наружный диаметр – он не обеспечит герметичность соединения.
Для измерений потребуется штангенциркуль. Сожмите губки инструмента внутри трубы на обоих концах свободного участка, убедившись, что они плотно прилегают к стенкам без перекоса. Запишите полученные значения ВД с точностью до миллиметра. Если диаметры на входе и выходе различаются (например, из-за конусности заводских элементов), потребуется пламегаситель с переходниками или индивидуальное изготовление.
Порядок замеров и расчетов:
- Измерение диаметров:
- Определите внутренний диаметр (ВД) передней части освободившейся трубы (со стороны двигателя).
- Определите внутренний диаметр (ВД) задней части трубы (со стороны глушителя).
- Измерение длины:
- Замерьте расстояние по осям между срезами демонтированного катализатора. Используйте рулетку или линейку, приложив ее строго параллельно трубе.
- Учет монтажного запаса:
- От полученной длины свободного участка отнимите 30-50 мм (по 15-25 мм с каждой стороны). Это необходимо для обеспечения зазора под качественную проварку стыков пламегасителя с заводской трубой.
| Параметр | Как замерять | Важность |
|---|---|---|
| ВД входного отверстия | Штангенциркулем внутри трубы (со стороны двигателя) | Критично для посадки передней части пламегасителя |
| ВД выходного отверстия | Штангенциркулем внутри трубы (со стороны глушителя) | Критично для посадки задней части пламегасителя |
| Длина свободного участка (L) | Рулеткой между срезами по оси трубы | Определяет длину корпуса пламегасителя (L - 30-50 мм) |
Раскрой металлической трубы для корпуса пламегасителя
Определите необходимую длину корпуса пламегасителя, исходя из габаритов штатного катализатора и доступного пространства в выхлопной системе. Точный замер старого узла критически важен. Используйте стальную трубу с толщиной стенки не менее 1.5-2 мм (предпочтительнее нержавеющая сталь AISI 304/409) и диаметром, максимально близким к диаметру выхлопной трубы на месте установки для минимизации переходников.
Произведите разметку трубы согласно полученной длине. Для прямого реза перпендикулярно оси используйте струбцины и угольник. Если требуется фигурный рез под углом или сложную форму соединения, изготовьте картонный шаблон, плотно оберните его вокруг трубы и обведите контур маркером по металлу. Убедитесь в отсутствии перекосов и точности нанесенных линий.
Технология резки трубы
Надежно зафиксируйте трубу в тисках или струбцинами, исключая вибрации и смещение. Для резки применяйте:
- Болгарка (УШМ): Используйте тонкий отрезной диск (1.0-1.6 мм) по металлу. Режьте строго по намеченной линии, контролируя перпендикулярность или заданный угол. Избегайте перегрева кромок.
- Труборез: Обеспечивает идеально ровный и перпендикулярный рез без искр и деформации кромки. Требует приложения значительного усилия.
После резки обязательно обработайте торцы трубы:
- Удалите заусенцы и грат напильником или зачистным кругом на болгарке.
- Снимите фаску под углом примерно 30-45 градусов на внешней кромке для облегчения последующей сварки.
- Тщательно зачистите зону будущего сварного шва (внутри и снаружи на ширину ~20 мм) до чистого металла болгаркой с лепестковым кругом или металлической щеткой.
Важные замечания: Работайте в средствах защиты (очки, перчатки, спецодежда). Двойная проверка размеров перед резкой сэкономит материал и время. Чистота и точность реза напрямую влияют на качество сварки и герметичность конечного изделия.
Сверление перфорационных отверстий во внутренней трубе
Перфорация внутренней трубы необходима для равномерного распределения выхлопных газов через наполнитель пламегасителя. Отверстия обеспечивают проникновение потока в камеру с поглощающим материалом, где происходит гашение пламени и снижение шума. Качество сверления напрямую влияет на эффективность работы и долговечность конструкции.
Тщательно разметьте зоны сверления, используя линейку и керн. Располагайте отверстия в шахматном порядке для оптимального рассеивания газов. Обязательно закрепите трубу в тисках через мягкие прокладки, исключив деформацию. Сверление выполняйте на малых оборотах, контролируя перпендикулярность сверла к поверхности.
Ключевые этапы и параметры
- Инструмент: дрель, сверла по металлу (HSS), керн, защитные очки
- Диаметр отверстий: 3-5 мм (зависит от сечения трубы)
- Плотность перфорации: 30-40% площади трубы
| Диаметр трубы (мм) | Диаметр сверла (мм) | Расстояние между отверстиями (мм) |
|---|---|---|
| 45-50 | 3.0 | 12-15 |
| 55-60 | 3.5-4.0 | 15-18 |
| 65-70 | 4.0-5.0 | 18-22 |
После сверления обязательно удалите заусенцы круглым надфилем или зенковкой. Оставшиеся внутри металлические опилки тщательно вытряхните и продуйте сжатым воздухом. Недостаточная очистка приведет к попаданию стружки в двигатель при первом запуске.
Формирование камер в корпусе пламегасителя
Внутренняя структура пламегасителя формируется путем создания изолированных камер внутри основного корпуса. Эти камеры последовательно снижают скорость потока выхлопных газов и гасят звуковые колебания через многократное изменение направления и объема. Основной корпус из трубы разделяется металлическими перегородками с перфорацией, которые жестко фиксируются сваркой.
Перфорация на перегородках выполняется равномерно по всей площади, диаметр отверстий варьируется от 4 до 8 мм в зависимости от объема двигателя. Отверстия смежных перегородок никогда не должны совпадать по осям – это обеспечивает турбулентность потока газов. Для двухкамерной конструкции перегородки устанавливаются на расстоянии 1/3 и 2/3 длины корпуса, образуя три секции разного объема.
Технология сборки камер
Ключевые этапы формирования камер:
- Из листовой стали вырезаются круги-перегородки с внешним диаметром, равным внутреннему диаметру корпуса
- На сверлильном станке выполняется перфорация (не менее 25% площади перегородки)
- Перегородки вставляются в корпус и выравниваются по предварительной разметке
- Прихватка в 4-х точках с последующей сплошной проваркой стыка
Дополнительно между камерами может размещаться термостойкий наполнитель:
- Базальтовая вата (до 750°C)
- Металлическая сетка-мочалка (нержавеющая сталь)
- Керамические гранулы (в высокотемпературных моделях)
Рекомендуемые параметры камер в зависимости от объема двигателя:
| Объем двигателя (л) | Диаметр отверстий (мм) | Кол-во камер | Толщина перегородки (мм) |
|---|---|---|---|
| 1.0-1.6 | 4-5 | 2 | 1.5 |
| 1.8-2.5 | 6-7 | 3 | 2.0 |
| 3.0+ | 8 | 3-4 | 2.5 |
Обязательно проверяйте соосность камер перед финальной сваркой. Смещение перегородок относительно оси корпуса вызывает вибрации и ускоренный износ. После сборки продуйте конструкцию компрессором – сопротивление воздуху должно быть равномерным без свистов.
Зазор между перегородкой и корпусом не должен превышать 0.5 мм. При несоблюдении этого требования газы будут просачиваться по периметру, снижая эффективность гашения пламени и увеличивая шумность.
Изготовление перегородок с отверстиями для газов
Перегородки (бафл-пластины) – ключевой элемент пламегасителя, отвечающий за гашение энергии выхлопных газов и снижение шума. Они создают турбулентность потока, разбивая прямолинейное движение газов и обеспечивая их охлаждение за счет многократного отражения от стенок корпуса. От их конструкции напрямую зависит эффективность работы самодельного устройства.
Основные требования к перегородкам: механическая прочность для сопротивления высоким температурам (600-900°C) и вибрациям, оптимальное расположение отверстий для равномерного распределения потока без создания избыточного противодавления, а также герметичная фиксация внутри корпуса. Толщина металла должна исключать деформацию и дребезжание.
Технология изготовления
Материалы и инструменты:
- Металл: нержавеющая сталь AISI 304/409 (толщина 1.5-2.5 мм) или жаропрочная сталь.
- Инструменты: болгарка, сварочный аппарат (TIG/MIG), дрель со сверлами по металлу, штангенциркуль, маркер, лекало.
- Расходники: керн, смазка для сверления.
Последовательность работ:
- Разметка: На листе металла начертите круг, равный внутреннему диаметру корпуса пламегасителя (с учетом зазора 1-2 мм для сварочного шва). Разбейте поверхность на сектора.
- Сверление отверстий:
- Диаметр отверстий: 4-8 мм (суммарная площадь должна быть на 20-30% больше сечения выхлопной трубы авто).
- Расположение: в шахматном порядке для равномерного рассеивания газов.
- Кернение центров отверстий для точности сверления.
- Сверление на низких оборотах с охлаждающей смазкой.
- Формовка: Придайте пластине вогнутую или волнистую форму (при необходимости), используя молоток и оправку – это увеличит площадь контакта с газами.
- Обработка кромок: Зачистите заусенцы болгаркой с лепестковым кругом.
| Диаметр выхлопной трубы (мм) | Рекомендуемое кол-во перегородок | Суммарная площадь отверстий (см²) |
|---|---|---|
| 50 | 2-3 | 22-28 |
| 60 | 3-4 | 32-40 |
| 70+ | 4-5 | 45-60 |
Важно: Первую перегородку размещайте на расстоянии 5-7 см от входа газов, последующие – с интервалом 4-6 см. Фиксируйте пластины строго перпендикулярно оси корпуса сплошным сварочным швом по контуру. Использование перфорированных труб вместо пластин недопустимо – они не обеспечивают нужного сопротивления потоку.
Укладка термостойкой минеральной ваты между стенками

Подготовьте термостойкую минеральную вату, нарезав ее на полосы. Ширина полос должна быть больше расстояния между внутренней и наружной трубами пламегасителя (обечайками) примерно на 15-25%, чтобы обеспечить плотный монтаж без зазоров. Обязательно используйте средства индивидуальной защиты: респиратор, плотные перчатки и защитные очки, так как микрочастицы ваты сильно раздражают кожу и дыхательные пути.
Аккуратно разместите нарезанные полосы ваты в пространстве между стенками, равномерно распределяя их по всей длине и окружности. Не допускайте сжатия ваты в комки – она должна сохранять свою структуру для эффективной теплоизоляции. Для фиксации ваты внутри конструкции можно использовать термостойкую проволоку (например, нержавеющую), пропуская ее через отверстия в обечайках и стягивая, либо нанести тонкий слой высокотемпературного термостойкого герметика (силикатного или на основе жидкого стекла) на внутреннюю поверхность наружной трубы перед укладкой.
Ключевые моменты и характеристики ваты
Крайне важно заполнить все пространство между трубами максимально равномерно и без пустот. Любые незаполненные участки или неравномерная плотность укладки приведут к локальным перегревам наружной стенки пламегасителя, появлению вибраций («звона») и преждевременному прогоранию. После укладки ваты, но перед окончательной сваркой/запрессовкой узла, убедитесь, что вата не торчит за края труб.
Типичные характеристики подходящей минеральной ваты:
| Параметр | Значение |
|---|---|
| Толщина | 25-50 мм (зависит от зазора между трубами) |
| Плотность | От 100 кг/м³ и выше |
| Рабочая температура | Не менее +700°C (лучше +1000°C) |
| Основа | Базальт (каменная вата) |
Распространенные ошибки при укладке:
- Использование ваты недостаточной термостойкости (горит, спекается, теряет свойства).
- Слишком слабая или слишком сильная набивка (пустоты или разрушение структуры ваты).
- Пренебрежение защитой при работе с ватой.
- Неравномерное распределение материала по длине пламегасителя.
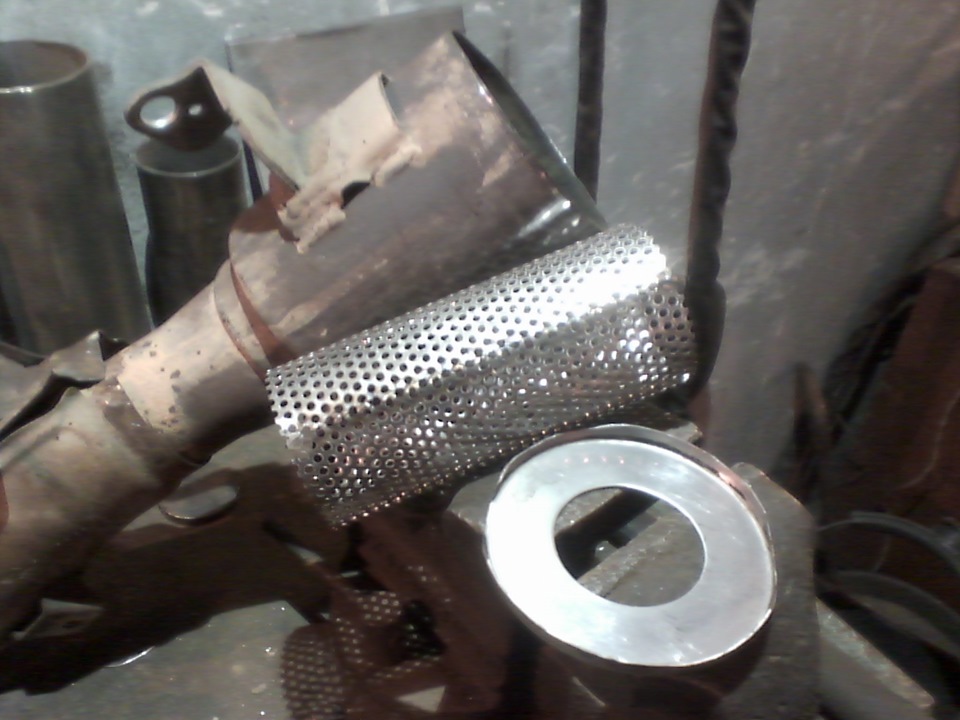
Обмотка внутренней трубы металлической сеткой
После подготовки перфорированной внутренней трубы необходимым этапом является ее обмотка металлической сеткой. Сетка выполняет ключевую роль рассекателя потока выхлопных газов, гася пламя и снижая скорость потока. Используйте исключительно нержавеющую сталь марки AISI 304 или 409 для устойчивости к высоким температурам и коррозии.
Подберите сетку с мелкой ячейкой (оптимально 0,8–1,2 мм) – это обеспечит эффективное дробление газовой струи. Отрежьте полосу сетки по длине, равной длине перфорированного участка трубы плюс 3–4 см нахлеста. Ширина полосы должна позволять плотно обернуть трубу с запасом 1–2 см.
Процесс обмотки и фиксации
Плотно оберните сетку вокруг перфорированной зоны трубы, избегая зазоров и перекосов. Нахлест в 2–3 см обязателен для надежности. Фиксацию выполняйте нержавеющей проволокой диаметром 1,5–2 мм:
- Начните намотку проволоки у края сетки спиралью с шагом 3–5 см.
- Сильно натягивайте проволоку, прижимая сетку к трубе.
- Скрутите концы проволоки плоскогубцами и загните внутрь.
Дополнительно стяните края сетки 1–2 нержавеющими хомутами. Убедитесь, что сетка не перекрывает отверстия в трубе – проверьте просветы шилом. Готовая конструкция должна сохранять жесткость даже при сильном сжатии рукой.
| Материал | Параметры | Назначение |
|---|---|---|
| Сетка AISI 304/409 | Ячейка 0.8-1.2 мм | Рассечение газового потока |
| Проволока | Ø 1.5-2 мм | Фиксация сетки |
Важно: Перекрытие перфорации сеткой снизит эффективность пламегасителя. При деформации ячеек в процессе обмотки – замените поврежденный участок. Готовая обмотка не должна проворачиваться на трубе.
Сварка элементов самодельного пламегасителя
Перед сваркой убедитесь в чистоте стыкуемых поверхностей: удалите окалину, ржавчину и масляные следы металлической щеткой или шлифовальным кругом. Особое внимание уделите местам соединения перфорированной трубы с торцевыми заглушками и корпусом. Используйте струбцины или магнитные держатели для точной фиксации деталей в проектном положении.
Начните с точечной прихватки элементов в 3-4 точках по периметру каждого стыка. Проверьте соосность конструкции и отсутствие перекосов. Только после этого выполняйте сплошной шов. Для тонкостенных труб (1.5-2 мм) используйте прерывистую сварку шахматным порядком, чтобы минимизировать тепловую деформацию металла.
Ключевые этапы сварки
Рекомендуемые параметры для нержавеющей стали:
| Толщина металла (мм) | Диаметр электрода (мм) | Сила тока (А) |
|---|---|---|
| 1.5 | 2.0 | 40-60 |
| 2.0 | 2.5 | 60-80 |
| 3.0 | 3.0 | 90-120 |
- Соединение внутренних компонентов
- Прихватите перфорированную трубу к входной заглушке
- Проварите стык сплошным швом с внутренней стороны
- Обварите каждое отверстие трубы для укрепления кромок
- Сборка корпуса
- Зафиксируйте наружную трубу на торцевых заглушках
- Проварите соединения с двух сторон
- Контролируйте отсутствие щелей в местах прилегания
- Формирование патрубков
- Приварите входной/выходной фланцы строго по оси
- Усильте соединения косынками при толщине металла менее 2 мм
Обязательно зачищайте каждый шов после сварки, удаляя шлак и брызги металла. Проверьте герметичность конструкции мыльным раствором под давлением 0.5-0.8 Бар. Дефектные участки переваривайте только после полного остывания металла. Избегайте перегрева зоны сварки – это вызывает коробление тонкостенных элементов.
Обработка сварных швов антикоррозийным составом
После завершения сварки пламегасителя к трубам или корпусу глушителя, поверхность сварных швов становится наиболее уязвимой для коррозии из-за нарушения заводского покрытия и воздействия высоких температур. Необработанные швы быстро ржавеют под действием влаги, реагентов и выхлопных газов.
Тщательно зачистите все сварные соединения металлической щеткой или шлифовальной машинкой (лепестковым кругом) до чистого металла. Удалите окалину, брызги металла, следы ржавчины и любые загрязнения (масло, пыль). Поверхность должна быть абсолютно сухой.
Порядок обработки:
- Обезжиривание: Протрите швы и прилегающие зоны (5-10 см) ветошью, смоченной в уайт-спирите или специальном обезжиривателе.
- Выбор состава: Используйте термостойкий антикоррозийный состав:
- Аэрозольный или жидкий преобразователь ржавчины (с цинком или фосфатами).
- Термостойкий антикоррозийный грунт (выдерживающий от 200°C до 600°C).
- Специальные антикоры для выхлопных систем.
- Нанесение:
- Наносите состав кистью или распылением тонким, равномерным слоем.
- Особенно тщательно промажьте стыки, края швов и места сварки.
- Покройте не только сам шов, но и зону вокруг него (минимум 2-3 см).
- Сушка: Соблюдайте время сутки, указанное производителем состава. Обеспечьте хорошую вентиляцию.
- Второй слой (опционально): При необходимости нанесите второй слой после полного высыхания первого.
Важно: Работы проводите в защитных перчатках и очках, в хорошо проветриваемом помещении. Не допускайте попадания состава на кожу или в дыхательные пути. Качественная обработка швов существенно замедлит коррозию и продлит срок службы самодельного пламегасителя.
Примерка пламегасителя в выхлопную систему
Плотно установите самодельный пламегаситель в разрез трубы, временно фиксируя его струбцинами. Проверьте соосность со штатными элементами выхлопной системы – перекосы недопустимы. Убедитесь, что корпус не контактирует с кузовом, топливными магистралями или элементами подвески, оставляя зазор минимум 2-3 см.
Подключите кислородный датчик (если предусмотрено конструкцией), проконтролировав сохранение его рабочего положения. Визуально оцените угол наклона пламегасителя: конденсат должен свободно стекать без образования "водяных мешков". Проведите рукой по стыкам – выступающие сварные швы или заусенцы нарушат герметичность соединения.
Ключевые этапы контроля
- Тест на вибрации: запустите двигатель, попросив помощника повысить обороты до 3000 об/мин. Отсутствие дребезжания подтвердит правильный зазор.
- Проверка геометрии: приложите строительный уровень вдоль корпуса – допустимое отклонение ≤3° от горизонтали.
- Термоанализ: после 5 минут работы мотора осмотрите периметр на предмет неравномерного нагрева (симптом плохой проварки швов).
| Параметр | Норма | Инструмент проверки |
| Зазор до кузова | ≥20 мм | Щуп / штангенциркуль |
| Диаметр стыковочных патрубков | +0.5 мм к трубе | Калибр / микрометр |
| Овальность фланцев | ≤1 мм | Шаблон из картона |
При выявлении несоответствий обязательно снимите устройство для доработки: подрезки труб, коррекции крепежных лепестков или переварки креплений. Повторная примерка выполняется после устранения каждого дефекта – экономия времени на этом этапе гарантирует проблемы при финальной сварке.
Установка пламегасителя вместо катализатора
Перед началом работ убедитесь в легальности замены катализатора пламегасителем в вашем регионе, так как это может повлечь штрафы или проблемы при прохождении ТО. Подготовьте необходимые инструменты: болгарку, сварочный аппарат, набор гаечных ключей, защитные очки и перчатки.
Автомобиль должен быть поднят на подъемнике или эстакаде и надежно зафиксирован. Дождитесь полного остывания выхлопной системы во избежание ожогов. Демонтируйте защиту двигателя и элементы, мешающие доступу к катализатору.
Последовательность монтажа
Демонтаж катализатора:
- Обработайте крепежные болты проникающей смазкой WD-40 за 10-15 минут до откручивания
- Аккуратно разрежьте болгаркой трубы до и после катализатора, сохраняя целостность фланцев
- Извлеките каталитический блок вместе с датчиками кислорода
Подготовка пламегасителя:
- Сопоставьте диаметры патрубков пламегасителя с выхлопной трубой
- При необходимости подгоните элементы на токарном станке
- Просверлите отверстие для лямбда-зонда если сохраняете его
Фиксация конструкции:
| Способ соединения | Технология | Надежность |
| Сварка | Аргоновая сварка встык | Высокая |
| Хомуты | С термостойкими прокладками | Средняя |
После сварки обработайте швы термостойкой грунтовкой для защиты от коррозии. Установите кислородные датчики, подключив второй лямбда-зонд через обманку или выполнив программное отключение ошибки в ЭБУ. Проверьте герметичность системы мыльным раствором при запущенном двигателе.
Крепление фланцев к приемной и основной трубе
Надежная фиксация фланцев определяет герметичность всей системы. Подготовьте обе трубы: зачистите концы от ржавчины и неровностей болгаркой с лепестковым кругом. Убедитесь в совпадении диаметров труб и внутренних отверстий фланцев.
Совместите фланец с трубой, контролируя перпендикулярность при помощи угольника. Зафиксируйте конструкцию струбцинами для предотвращения смещения при сварке. Обязательно используйте средства защиты: маску-хамелеон и огнестойкие перчатки.
Технология сварки

- Сделайте 3-4 прихваточных шва равномерно по окружности с шагом 90-120 градусов
- Проварите стык непрерывным швом по всему периметру трубы
- Для нержавеющей стали используйте аргоновую сварку (TIG), для черного металла – полуавтомат MIG/MAG
- Выдерживайте температуру: перегрев вызывает деформацию фланца
Критические требования:
- Соосность фланцев – проверьте линейкой после каждой прихватки
- Зазор между фланцами – 2-3 мм для установки термостойкой прокладки
- Качество шва – отсутствие свищей и непроваров
| Материал трубы | Режим сварки | Толщина металла фланца |
|---|---|---|
| Нержавеющая сталь | TIG, 60-80А | 8-10 мм |
| Черная сталь | MIG, 100-130А | 6-8 мм |
После остывания швов обработайте их антикоррозийным составом. Проверьте параллельность фланцевых плоскостей штангенциркулем – перекос более 0,5 мм требует переделки. На заключительном этапе установите термостойкую прокладку и стяните фланцы болтами с гроверными шайбами.
Обеспечение герметичности соединений термостойким герметиком

Герметизация стыков – критически важный этап при монтаже пламегасителя, так как негерметичное соединение приведет к утечке выхлопных газов, повышенному шуму и потере мощности двигателя. Термостойкий герметик компенсирует микронеровности фланцев и труб, создавая монолитную преграду для газов даже под воздействием экстремальных температур выхлопной системы.
Используйте исключительно специализированные автомобильные герметики для выхлопных систем, рассчитанные на температуру от +1000°C и выше. Обычные силиконовые составы не подходят – они мгновенно выгорят. Оптимальны анаэробные пасты или жидкие прокладки на основе силикатов в тюбиках, которые отвердевают под воздействием тепла.
Порядок нанесения герметика
- Очистка поверхностей: Металлической щеткой и обезжиривателем тщательно удалите ржавчину, старую прокладку и грязь с привалочных плоскостей коллектора/трубы и фланца пламегасителя.
- Нанесение состава: Нанесите непрерывную тонкую полосу герметика по периметру фланца пламегасителя со стороны коллектора/трубы. Избегайте излишков – выдавливающиеся излишки могут попасть внутрь системы.
- Сборка: Немедленно соедините элементы, совместив крепежные отверстия. Затяните болты/гайки крест-накрест динамометрическим ключом с усилием, указанным в руководстве к авто.
Важно:
- Не запускайте двигатель сразу – дайте герметику первично схватиться (время указано на упаковке, обычно 10-30 мин).
- Полная полимеризация происходит после прогрева выхлопа до рабочих температур в течение 15-20 минут езды.
- Избегайте попадания герметика на кожу и в глаза – используйте перчатки.
| Тип герметика | Особенности | Примеры марок |
|---|---|---|
| Анаэробный | Затвердевает без доступа воздуха при нагреве, заполняет микропоры. Не требует полной разборки для ремонта. | ABRO, Permatex Ultra Copper |
| Жидкая прокладка | Силикатный состав, расширяется при нагреве. Подходит для поврежденных фланцев. | Liqui Moly, Mannol |
Монтаж кислородных датчиков в новые посадочные места

После установки пламегасителя критически важно правильно смонтировать кислородные датчики (лямбда-зонды). Они должны быть установлены в специально подготовленные бобышки на корпусе пламегасителя, строго соблюдая ориентацию относительно потока выхлопных газов. Чувствительные элементы датчиков обязаны находиться внутри газового тракта, не выступая излишне и не утопая глубоко.
Убедитесь, что резьба на датчиках и в новых посадочных местах идеально чистая. Нанесите на резьбу графитовую высокотемпературную смазку для предотвращения прикипания. Затяжку производите исключительно специальным ключом для лямбда-зондов, соблюдая момент 40-60 Н·м (точные значения уточняйте в мануале авто).
Ключевые этапы установки

- Подготовка бобышек: Проверьте соответствие резьбы (чаще M18x1.5). При самостоятельном изготовлении пламегасителя вваривайте бобышки строго под углом 90° к оси трубы.
- Позиционирование датчиков:
- Верхний (до катализатора) – на расстоянии 20-50 см от выпускного коллектора
- Нижний (после катализатора) – не ближе 10 см к выходу пламегасителя
- Ориентация проводки: Фиксируйте жгуты штатными скобами, исключая контакт с элементами выхлопа или подвижными частями шасси. Допускается небольшой провис для компенсации вибраций.
Обязательно выполните тестовый запуск двигателя и диагностику сканером. Коды ошибок P0130-P0167 сигнализируют о некорректном монтаже. При отсутствии катализатора нижний датчик может требовать установки механической обманки или прошивки ЭБУ.
Проверка положения пламегасителя относительно кузова
После фиксации пламегасителя в системе выпуска, но до полной сборки (установки защиты, теплоизоляции и т.д.), критически важно проверить его положение относительно элементов кузова и других компонентов автомобиля. Неправильное позиционирование может привести к серьезным повреждениям или возгоранию.
Основная задача – убедиться, что корпус пламегасителя, особенно его задняя часть, где скапливаются и выходят раскаленные газы, расположен на безопасном расстоянии от любых легкоплавких или горючих материалов кузова, элементов подвески, топливных и тормозных магистралей, электропроводки.
Ключевые этапы проверки
Визуальный осмотр и замер зазора:
- Осмотрите пространство вокруг пламегасителя: Особое внимание уделите участкам кузова над и вокруг пламегасителя, топливным трубкам, тормозным шлангам, жгутам электропроводки, элементам подвески (рычаги, тяги), резиновым подушкам креплений.
- Проверьте зазор до кузова: Минимально безопасное расстояние от любой точки корпуса пламегасителя (особенно задней части) до любого элемента кузова или другого компонента должно составлять не менее 5-8 см. Используйте линейку или пальцы для ориентировочной оценки.
- Учтите тепловое расширение: Помните, что металл при нагреве расширяется. Тот зазор, который кажется достаточным на холодную, может уменьшиться или исчезнуть при рабочей температуре.
Проверка на "раскачивание":
- Сымитируйте движение подвески: Попросите помощника сильно покачать автомобиль (вперед-назад, влево-вправо) или используйте монтировку, чтобы приподнять/опустить подвеску в районе установки пламегасителя.
- Наблюдайте за зазором: Внимательно следите, не уменьшается ли критически зазор или не происходит ли контакт пламегасителя с кузовом или другими деталями при максимальных ходах подвески. Двигатель и выпускная система имеют определенную свободу движения на своих подвесах.
Контрольная проверка "на горячую":
- Запустите двигатель: Дайте двигателю поработать на холостом ходу 10-15 минут до полного прогрева выпускной системы.
- Визуально и на слух:
- Осмотрите зону установки пламегасителя на предмет появления дыма или запаха горелого (пластик, резина, краска, антикор).
- Прислушайтесь, нет ли шипения (признак контакта с пластиковыми элементами) или стука (признак контакта с металлом).
- ОСТОРОЖНО проверьте зазоры: Крайне осторожно, чтобы не обжечься, проверьте рукой (лучше в плотной перчатке) наличие достаточного зазора в наиболее критичных точках. НЕ прикасайтесь к самому пламегасителю!
Важные предупреждения:
- Никаких горючих материалов: Убедитесь, что вблизи пламегасителя нет ветоши, бумаги, сухой листвы или других легковоспламеняющихся предметов.
- Проверка обязательна: Никогда не пропускайте этот этап! Последствия контакта раскаленного металла с топливной магистралью, проводкой или кузовом могут быть катастрофическими.
- При обнаружении контакта или малого зазора: Немедленно заглушите двигатель, дайте системе остыть. Требуется коррекция положения пламегасителя (подгиб кронштейнов, замена проставок подвесов, изменение угла соединения труб) или доработка мешающих элементов (аккуратный подгиб кузова, установка дополнительного теплозащитного экрана).
Установка резиновых подвесов для фиксации глушителя
Резиновые подвесы гасят вибрации глушителя и предотвращают передачу шума на кузов. Перед установкой очистите крепежные крюки на кузове и патрубках глушителя от грязи и ржавчины – это обеспечит надежную посадку элементов. Проверьте целостность новых подвесов: резина не должна иметь трещин или разрывов.
Наденьте подвесы на кронштейны глушителя до монтажа на автомобиль – так удобнее контролировать позиционирование. Используйте мыльный раствор или силиконовую смазку для облегчения скольжения резины по металлу, избегайте применения масел. Убедитесь, что петли подвесов расположены строго вертикально для равномерного распределения нагрузки.
Технология монтажа
Выполняйте работу в следующей последовательности:
- Поддомкратьте автомобиль и установите на козлы для доступа к выхлопной системе.
- Совместите проушины подвесов с крюками на кузове. Оттягивайте резиновый элемент плоской отверткой, не повреждая его.
- Проверьте зазор между глушителем и элементами кузова (≥30 мм). При необходимости ослабьте хомуты для коррекции положения.
Контролируйте усилие натяжения: перекос подвеса вызывает преждевременный износ. После установки запустите двигатель и проверьте:
- Отсутствие контакта глушителя с кузовом при вибрациях
- Свободный ход системы в продольном направлении (±5 мм)
- Равномерное провисание подвесов (не допускается их растяжение)
| Типичная ошибка | Последствие | Профилактика |
| Перетянутый подвес | Разрыв резины через 500-1000 км | Оставить тепловой зазор |
| Перекрученная петля | Ускоренная деформация | Визуальный контроль после монтажа |
Используйте только термостойкие подвесы – стандартная резина деградирует от нагрева выхлопной системы. При частых разъединениях (спортивные авто) установите металлические стропы-страховки, предотвращающие падение глушителя при разрушении подвеса.
Контроль зазоров до деталей днища автомобиля
После фиксации пламегасителя в штатном месте катализатора критически важно проверить расстояние между его корпусом/трубами и ближайшими элементами днища. Минимальный зазор должен составлять 15-20 мм при любых условиях эксплуатации. Несоблюдение этого требования приведет к вибрациям, повреждению кузова или топливных магистралей при раскачивании силового агрегата.
Для точной оценки зазора используйте набор щупов или пластиковые клинья разной толщины. Проверку выполняйте на подъемнике или эстакаде при полностью собранной выхлопной системе. Обязательно учитывайте возможное смещение глушителя при прогреве – металл расширяется под воздействием температуры.
Ключевые точки контроля
- Топливные трубки и тормозные шланги – наиболее уязвимые элементы, контакт с раскаленным металлом недопустим
- Кронштейны кузова – особенно в зоне крепления коробки передач
- Защита картера – при ее наличии
- Поперечные усилители – в районе заднего моста
| Проблемная зона | Риск при малом зазоре | Метод коррекции |
| Топливная магистраль | Проплавление трубки, пожар | Смещение хомутов крепления |
| Кузовные ребра жесткости | Дребезжание, коррозия от вибраций | Подгиб кронштейнов пламегасителя |
| Карданный вал (задний привод) | Задиры при биении вала | Установка дополнительной термоизоляции |
Тест на вибрации: Запустите двигатель и попросите помощника резко повышать обороты до 3000-4000 об/мин, наблюдая за поведением системы. Появление характерного металлического лязга свидетельствует о касании элементов. В таком случае заглушите мотор и повторите регулировку положения узла.
Запуск двигателя для проверки герметичности системы
После завершения монтажа пламегасителя и подключения всех компонентов системы выпуска, визуально убедитесь в правильности сборки: отсутствие перекосов, надежность крепления хомутов/болтов и целостность прокладок. Проверьте зазоры между новыми элементами и кузовом/топливными магистралями во избежание вибраций и перегрева.
Уберите инструменты из моторного отсека, закройте капот и подготовьтесь к запуску. Попросите помощника наблюдать за стыками системы выпуска снизу автомобиля на эстакаде или подъемнике, предупредив о необходимости осторожности из-за риска ожогов и вращающихся деталей.
Процедура запуска и диагностики

Порядок действий:
- Запустите двигатель на холодном старте, дайте ему поработать на холостых оборотах 3–5 минут для прогрева.
- Плавно повысьте обороты до 2000–2500 об/мин и удерживайте 1–2 минуты.
- Попросите помощника визуально и на слух проверить:
- Отсутствие дыма или пара в местах соединений
- Характерные шипящие звуки утечек
- Появление копоти на стыках фланцев
- Проведите рукой (в защитной перчатке!) на расстоянии 5–7 см от соединений – ощутимые потоки горячего воздуха указывают на негерметичность.
Критические признаки проблем:
| Симптом | Возможная причина |
| Резкий металлический стук при нагрузке | Касание пламегасителя кузова/деталей шасси |
| Громкий рокот в салоне | Разгерметизация передних соединений |
| Запах выхлопа в районе капота | Утечка в приемной трубе или гофре |
При обнаружении дефектов немедленно заглушите двигатель. Подтяните ослабленные соединения или замените поврежденные прокладки. Повторную проверку проводите только после устранения неполадок. Учтите, что легкий запах выхлопа в первые минуты работы допустим из-за выгорания монтажной смазки.
Анализ уровня шума и вибраций после установки пламегасителя
Замена катализатора на самодельный пламегаситель существенно изменяет акустические характеристики выхлопной системы. Уровень шума повышается из-за отсутствия сотовой структуры катализатора, которая эффективно гасила высокочастотные звуковые волны. Пламегаситель, особенно при упрощенной конструкции, пропускает больше звуковых колебаний напрямую, что проявляется характерным "металлическим" рокотом на низких оборотах и громким гулом при резком разгоне.
Вибрации также усиливаются, поскольку штатный катализатор выполнял роль дополнительного демпфера в системе. Самодельные пламегасители редко имеют эффективные внутренние камеры гашения пульсаций, что приводит к передаче колебаний по выхлопной трубе и кузову. Особенно заметно это становится в диапазоне 1500-3000 об/мин, где возникают резонансные частоты конструкции.
Ключевые факторы влияния на шум/вибрации
Интенсивность изменений зависит от:
- Конструкции пламегасителя: перфорированная труба без камер-резонаторов даст максимальный шум
- Материала корпуса: тонкостенные трубы (менее 2 мм) усиливают дребезжание
- Качества сварных швов: непровары создают источники дополнительной вибрации
- Креплений к кузову: изношенные подвесы усиливают передачу колебаний
Для объективной оценки используйте мобильные приложения-шумомеры (например, Decibel X), замеряя уровень звука до и после замены на одинаковых оборотах. Характерные изменения:
| Режим работы | Штатный катализатор | Самодельный пламегаситель |
|---|---|---|
| Холостой ход | 68-72 дБ | 73-78 дБ |
| 3000 об/мин | 78-82 дБ | 85-92 дБ |
Снизить негативные эффекты помогут:
- Установка дополнительного резонатора в среднюю часть тракта
- Применение термостойких демпферных прокладок в точках крепления
- Заполнение межтрубного пространства пламегасителя базальтовой ватой
- Регулярная проверка целостности подвесов выхлопной системы
Диагностика ошибок двигателя через OBD-II сканер после замены катализатора
После установки пламегасителя вместо катализатора высока вероятность появления ошибок в системе управления двигателем. Это происходит из-за отсутствия химической очистки выхлопных газов, которую обеспечивал катализатор. ЭБУ автомобиля фиксирует отклонения в составе выхлопа через показания кислородных датчиков.
Для точного определения кодов неисправностей необходим OBD-II сканер. Подключите его к диагностическому разъёму автомобиля (обычно расположен под рулевой колонкой), включите зажигание и запустите программу диагностики на смартфоне или ноутбуке. Сканер считает сохранённые в памяти ЭБУ ошибки и покажет их числовые коды.
Типовые ошибки и методы решения
Наиболее распространённые коды после замены катализатора на пламегаситель:
- P0420/P0430 - низкая эффективность системы каталитической очистки
- P0130-P0167 - неисправности цепи кислородных датчиков
- P2096/P2098 - слишком бедная/богатая смесь после катализатора
Для устранения ошибок без восстановления катализатора применяют:
- Механические обманки - проставки, изменяющие положение второго лямбда-зонда вне потока выхлопа
- Электронные эмуляторы - микропроцессорные устройства, генерирующие корректный сигнал для ЭБУ
- Перепрошивка ЭБУ - программное отключение диагностики катализатора (требует специализированного оборудования)
После применения решений выполните:
- Сброс ошибок через сканер
- Тестовую поездку (15-20 км)
- Повторную диагностику для проверки отсутствия ошибок
Характеристики распространённых ошибок:
| Код ошибки | Причина | Риски игнорирования |
|---|---|---|
| P0420 | Низкая эффективность катализатора (банк 1) | Повышенный расход топлива, аварийный режим двигателя |
| P2096 | Слишком бедная смесь после катализатора | Потеря мощности, перегрев выпускного тракта |
Регулярно проверяйте показания лямбда-зондов через сканер в режиме реального времени. Отклонения напряжения сигнала ниже 0.1V или выше 0.9V указывают на необходимость калибровки системы или замены датчиков.
Установка теплозащитных экранов при необходимости
Теплозащитные экраны критически важны для предотвращения перегрева соседних узлов автомобиля. Выхлопная система пламегасителя генерирует экстремально высокие температуры, которые могут повредить топливные магистрали, элементы кузова, проводку или пластиковые детали подкапотного пространства. Отсутствие термоизоляции значительно повышает риск возгорания и сокращает срок службы смежных компонентов.
Необходимость установки определяется визуальным осмотром после монтажа пламегасителя. Проверьте минимальное расстояние от корпуса до уязвимых элементов: если зазор менее 5-7 см или наблюдается прямой тепловой контакт – экран обязателен. Особое внимание уделите участкам возле топливопроводов, тормозных шлангов, АКБ и салонного фильтра.
Порядок монтажа и материалы
Выполните работы по алгоритму:
- Измерьте зону риска – определите размеры защитного экрана с запасом 3-5 см за пределы опасной области
- Выберите материал:
Материал Толщина Особенности Нержавеющая сталь 1-1.5 мм Максимальная долговечность, сложность обработки Алюминий 2-3 мм Легкий монтаж, требует воздушного зазора 10-15 мм Термостойкая минерита 6-8 мм Не проводит ток, обязательна металлическая окантовка - Закрепите экран через термостойкие проставки (керамика/алюминий), обеспечивая вентиляционный зазор 15-20 мм между экраном и защищаемой поверхностью
- Проверьте отсутствие контакта с подвижными элементами подвески или кузовными деталями
Обязательно протестируйте работу на холостом ходу и под нагрузкой, контролируя температуру в защищенных зонах пирометром. Допустимый нагрев соседних узлов – не выше 90°C при длительной эксплуатации.
Список источников
Информационные ресурсы по самостоятельной замене катализатора и изготовлению пламегасителя.
Материалы включают технические руководства и практические рекомендации.
- Профильные автомобильные форумы: обсуждения установки пламегасителей на марко-специфичных разделах
- YouTube-каналы авторемонта: видеоинструкции по демонтажу катализатора и сварке конструкций
- Специализированные сайты по тюнингу: статьи о расчете размеров и подборе материалов
- Техническая литература: руководства по конструкции выхлопных систем и сварке нержавеющей стали
- Производители автозапчастей: каталоги готовых пламегасителей с техническими параметрами
- Блоги автомехаников: кейсы по адаптации пламегасителя под конкретные модели авто