Замена прокладки ГБЦ ВАЗ-2107 - описание и нюансы
Статья обновлена: 01.03.2026
Прокладка головки блока цилиндров – критически важный элемент двигателя ВАЗ-2107, обеспечивающий герметичность камер сгорания, масляных и охлаждающих каналов.
Ее повреждение ведет к серьезным неисправностям: смешиванию антифриза с маслом, перегреву мотора, падению компрессии и попаданию выхлопных газов в систему охлаждения.
Замена прокладки ГБЦ требует строгого соблюдения технологии, правильной последовательности операций и контроля моментов затяжки болтов во избежание деформации головки.
В статье детально разберем этапы процедуры, специфику работы с двигателями ВАЗ-2107 и ключевые нюансы, влияющие на результат ремонта.
Снятие навесного оборудования и мешающих узлов
Перед демонтажом головки блока цилиндров требуется освободить доступ, удалив все агрегаты и коммуникации, закрепленные на ней или мешающие подъему. Работы начинаются после слива охлаждающей жидкости и масла, отсоединения клемм АКБ. Последовательность действий минимизирует риски повреждения компонентов и упрощает повторную сборку.
Ключевые снимаемые элементы включают системы зажигания, питания, охлаждения, электрооборудования и крепежные кронштейны. Особое внимание уделяется маркировке проводов и шлангов для корректной установки. Все отсоединенные детали очищаются от загрязнений и складируются отдельно во избежание потерь.
- Система зажигания:
- Крышку трамблера с высоковольтными проводами (маркировать положение бегунка)
- Катушку зажигания вместе с кронштейном
- Провода от свечей зажигания
- Топливная система и впуск:
- Корпус воздушного фильтра с патрубком
- Топливные шланги карбюратора (заглушить во избежание утечек)
- Тросы привода дроссельной заслонки и подсоса
- Система охлаждения:
- Верхний патрубок радиатора от термостата
- Шланги подогрева дроссельного узла и отопителя
- Вентилятор с кожухом (при необходимости)
- Электрооборудование и приводы:
- Провода датчиков температуры ОЖ и давления масла
- Ремень привода генератора (ослабив натяжную планку)
- Генератор со скобой крепления (если блокирует доступ)
| Узел | Ключевые особенности снятия |
|---|---|
| Коллекторы | Выпускной коллектор оставить до этапа откручивания ГБЦ. Впускной снять при сильном загрязнении. |
| Мелкие элементы | Кронштейны крепления тросов/трубок, заглушки шлангов вакуумной системы. |
После демонтажа визуально проверьте отсутствие соединений с головкой блока. Рекомендуется сразу очистить посадочные места коллекторов и фланцы шлангов от остатков прокладок. Защитите открытые патрубки и резьбовые отверстия от попадания мусора чистыми ветошами или заглушками.
Демонтаж корпуса воздушного фильтра и патрубков
Отсоедините гофрированный воздуховод, идущий от корпуса воздушного фильтра к дроссельному узлу. Ослабьте хомут крепления отверткой или ключом, после чего снимите патрубок, аккуратно покачивая его из стороны в сторону для освобождения от штуцеров. Проверьте состояние резины – при наличии трещин или затвердевания деталь подлежит замене.
Открутите гайку крепления кронштейна корпуса воздушного фильтра на шпильке впускного коллектора с помощью ключа на 13 мм. Снимите шайбу и резиновую подушку, запомнив их расположение для сборки. Отсоедините все вакуумные шланги, запоминая точки подключения (рекомендуется сфотографировать или промаркировать).
Порядок извлечения корпуса

- Приподнимите корпус фильтра вверх, освобождая резиновые опоры из монтажных отверстий на кузове.
- Отсоедините патрубок сапуна картера от крышки клапанов, сжав пластмассовый фиксатор.
- Извлеките корпус в сборе с датчиком массового расхода воздуха (ДМРВ), избегая резких движений.
Внимание! Не допускайте повреждения проводов ДМРВ – обрыв проводки потребует замены дорогостоящего датчика. При наличии масляных подтёков в патрубках протрите посадочные места на коллекторе ветошью.
| Компонент | Тип крепления | Инструмент |
|---|---|---|
| Воздуховод к дросселю | Пружинный хомут | Отвёртка крестовая |
| Кронштейн корпуса | Гайка М8 | Ключ на 13 мм |
| Патрубок сапуна | Пластмассовый замок | Ручное сжатие |
Отсоединение выпускного коллектора от приёмной трубы
Перед началом работ убедитесь в полном остывании двигателя во избежание ожогов. Соединение коллектора с приёмной трубой фиксируется двумя гайками на шпильках, которые часто подвергаются интенсивной коррозии из-за высоких температур выхлопных газов.
Тщательно обработайте резьбовое соединение проникающей смазкой типа WD-40 за 10-15 минут до демонтажа. При сильном прикипании повторите обработку несколько раз с интервалом в 5 минут для улучшения проникновения состава в резьбу.
Порядок выполнения работ
- Подготовьте инструменты: торцевой ключ на 13 мм, головку-трещотку, удлинитель, молоток и зубило для сложных случаев
- Снимите защитный теплоэкран приёмной трубы (при наличии), открутив крепёжные болты
- Зафиксируйте выпускной коллектор гаечным ключом для предотвращения проворачивания шпилек
Откручивайте гайки против часовой стрелки, прикладывая усилие плавно без рывков. При сопротивлении:
- Добавьте проникающей смазки
- Аккуратно постучите молотком по граням гайки через медную прокладку
- Попробуйте закрутить гайку на 1/4 оборота перед откручиванием
При обрыве шпильки потребуется высверливание остатков и нарезка новой резьбы. После снятия гаек осторожно расшатайте соединение, отделяя коллектор от трубы. Не применяйте чрезмерную силу – возможна деформация фланцев.
Откручивание гаек ГБЦ и снятие головки блока
Перед началом демонтажа убедитесь в отсутствии давления в системе охлаждения – осторожно откройте крышку расширительного бачка при остывшем двигателе. Снимите все навесные элементы, препятствующие доступу к головке: выпускной коллектор, клапанную крышку, шланги и кронштейны, зафиксированные на ГБЦ.
Очистите поверхность блока и прилегающие зоны от грязи во избежание попадания абразива в цилиндры. Маркируйте или фотографируйте положение высоковольтных проводов и разъемов датчиков (при наличии) для корректной обратной сборки. Подготовьте емкости для слива технических жидкостей и крепежных элементов.
Порядок откручивания гаек

Ключевой этап – последовательное ослабление гаек в строгой обратной последовательности затяжки (указана в руководстве ВАЗ-2107). Нарушение порядка ведет к деформации ГБЦ:
- Используйте динамометрический ключ для контроля усилия
- Начните с центральных гаек, двигаясь к краям "крест-накрест"
- Ослабляйте крепеж в 3-4 приема, уменьшая усилие на 25% за каждый проход
- Прикипевшие гайки обработайте проникающей смазкой (WD-40)
Важно: Не выкручивайте гайки полностью до завершения ослабления всего периметра! Извлеките шпильки (при наличии) специальным съемником.
| Позиция гайки | Рекомендуемый порядок | Примечание |
|---|---|---|
| Центральные (4-5) | 1-й этап | Наибольшее усилие затяжки |
| Соседние (3,6,7,2) | 2-й этап | Контроль равномерности |
| Крайние (1,8,9,10) | 3-й этап | Минимальный момент |
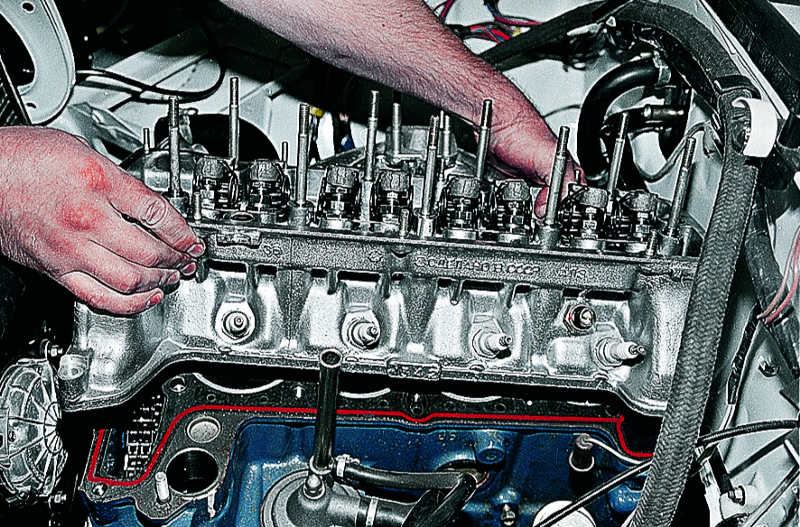
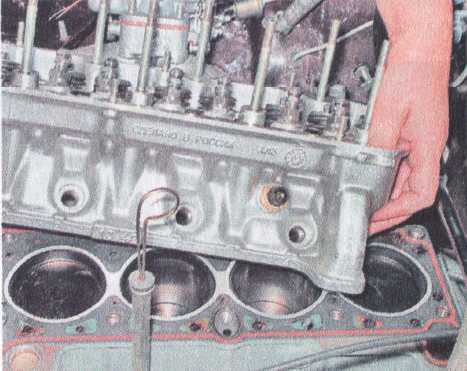
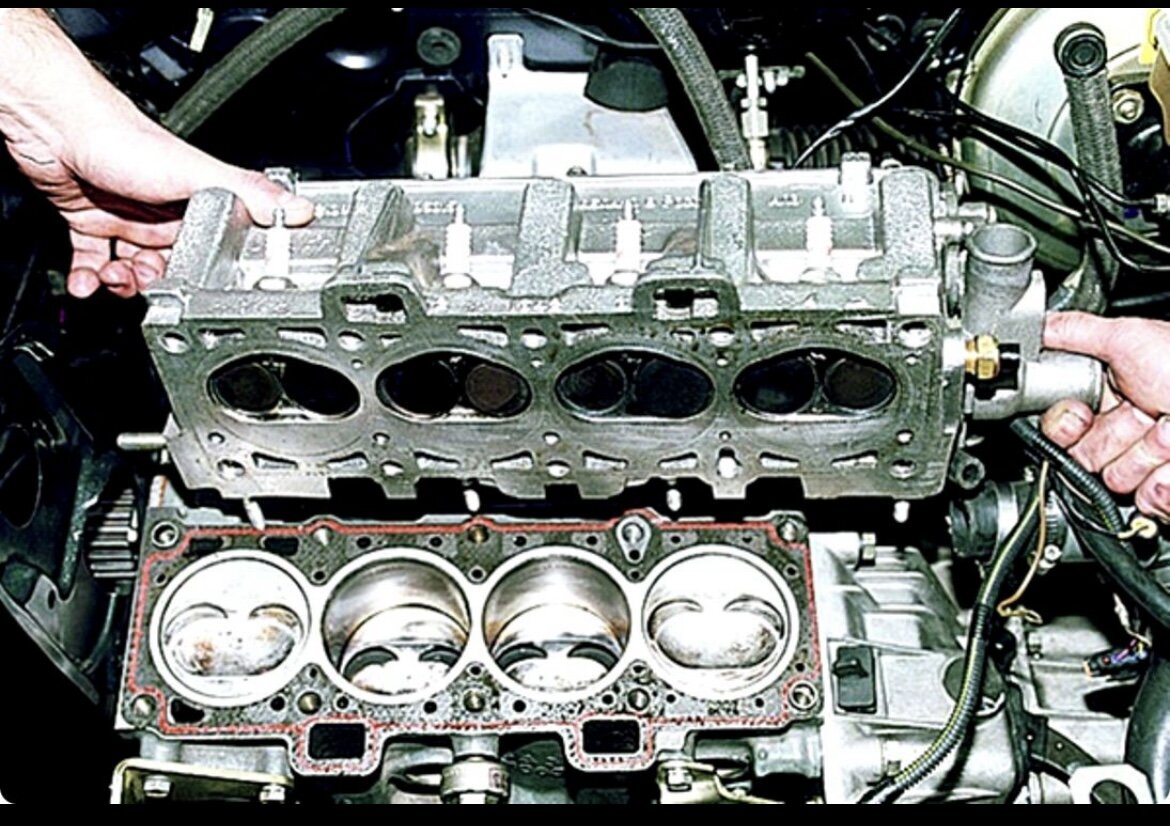
Снятие головки: После удаления всех креплений аккуратно подденьте ГБЦ монтажной лопаткой в зонах, предусмотренных конструкцией (на ВАЗ-2107 – специальные пазы у 1 и 4 цилиндров). Не применяйте рычаги на привалочных плоскостях! Поднимите деталь строго вертикально без перекосов, чтобы не повредить направляющие втулки. Немедленно закройте цилиндры чистой ветошью.
- Проверьте состояние резьбы в блоке
- Удалите остатки старой прокладки скребком
- Оцените деформацию привалочной плоскости линейкой
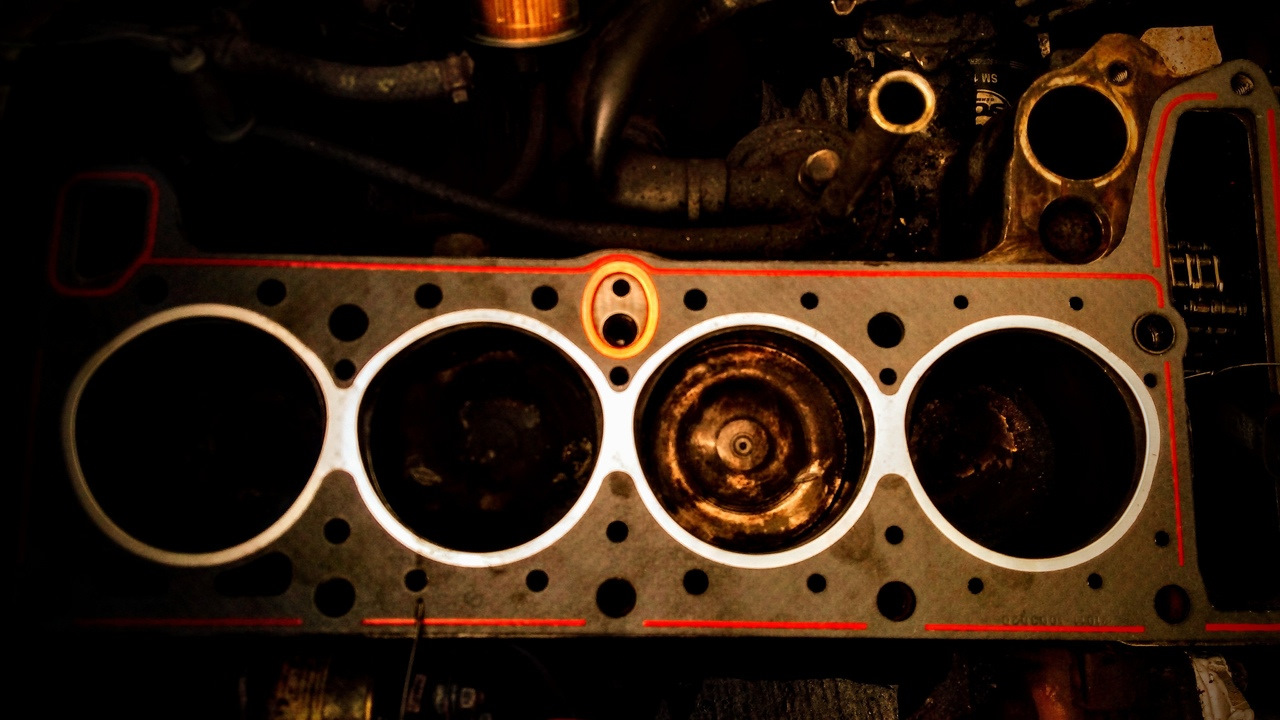
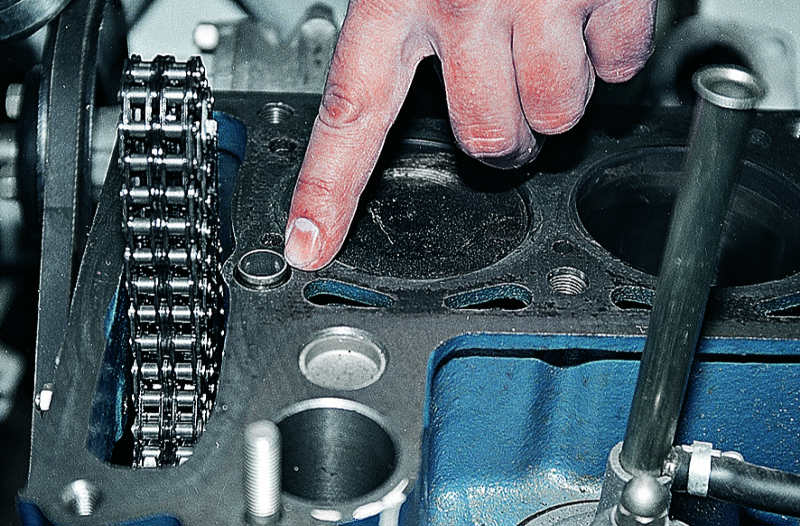
Очистка поверхностей блока и головки от старой прокладки
После демонтажа головки блока цилиндров необходимо тщательно удалить все фрагменты старой прокладки и следы герметика с привалочных плоскостей. Используйте пластиковый или деревянный скребок для предварительной очистки, избегая металлических инструментов – они оставляют царапины, нарушающие герметичность. Особое внимание уделите зонам вокруг масляных каналов и охлаждающих патрубков.
Остатки прокладки и нагара удалите специализированной смывкой или ацетоном, нанося состав ветошью и оставляя на 10-15 минут для размягчения отложений. Для стойких загрязнений допустимо аккуратное применение медной щетки, работая строго вдоль плоскости без нажима. Запрещено использовать абразивные круги или наждачную бумагу – это приведет к отклонению от плоскостности.
Ключевые этапы финишной обработки
- Контроль плоскостности: проверьте поверхности линейкой с щупом 0.05 мм – зазоры недопустимы.
- Обезжиривание: протрите плоскости чистой ветошью, смоченной в уайт-спирите.
- Защита каналов: заткните масляные и водяные отверстия ветошью во избежание попадания мусора.
| Материал | Применение | Риски |
|---|---|---|
| Металлический скребок | Запрещен | Борозды на алюминии, деформация |
| Абразивная паста | Допустима для чугуна | Нарушение геометрии на ГБЦ |
После очистки продуйте поверхности сжатым воздухом, уделяя внимание резьбовым отверстиям для болтов – скопление стружки в них вызывает перекос при затяжке. Убедитесь в отсутствии вмятин от прогара в зоне камер сгорания – такие дефекты требуют шлифовки на спецоборудовании.
Контроль плоскости привалочных поверхностей
Перед установкой новой прокладки ГБЦ критически важно проверить плоскостность как самой головки блока цилиндров, так и поверхности блока цилиндров. Деформация этих поверхностей, вызванная перегревом или предыдущими затяжками, приведет к нарушению герметичности и повторному прогару прокладки даже при корректном монтаже.
Используйте точную металлическую линейку и набор щупов для контроля. Линейку прикладывают по диагоналям поверхности и вдоль центральных осей (продольной и поперечной) как на ГБЦ, так и на блоке. Зазор между линейкой и проверяемой поверхностью измеряют щупом в наиболее подозрительных точках и в центре каждой плоскости.
Допуски и порядок действий

Максимально допустимый зазор для ВАЗ-2107:
- Головка блока цилиндров: не более 0,05 мм по всей длине.
- Блок цилиндров: не более 0,10 мм.
Если зазоры превышают норму:
- ГБЦ обязательно шлифуют на специализированном станке. Учитывайте максимально допустимый съем металла (указан в техпаспорте двигателя).
- Блок цилиндров при значительной деформации требует расточки или замены. Шлифовка блока сложна и редко применяется в гаражных условиях.
| Поверхность | Инструмент контроля | Макс. допустимый зазор (мм) |
|---|---|---|
| Головка блока цилиндров (ГБЦ) | Линейка + щуп 0.05 мм | 0.05 |
| Блок цилиндров | Линейка + щуп 0.10 мм | 0.10 |
Пренебрежение этой операцией или использование ненадлежащего инструмента (например, старой линейки с износом) гарантированно приведет к негерметичности камеры сгорания, попаданию масла в антифриз, утечке газов или охлаждающей жидкости даже с новой прокладкой.
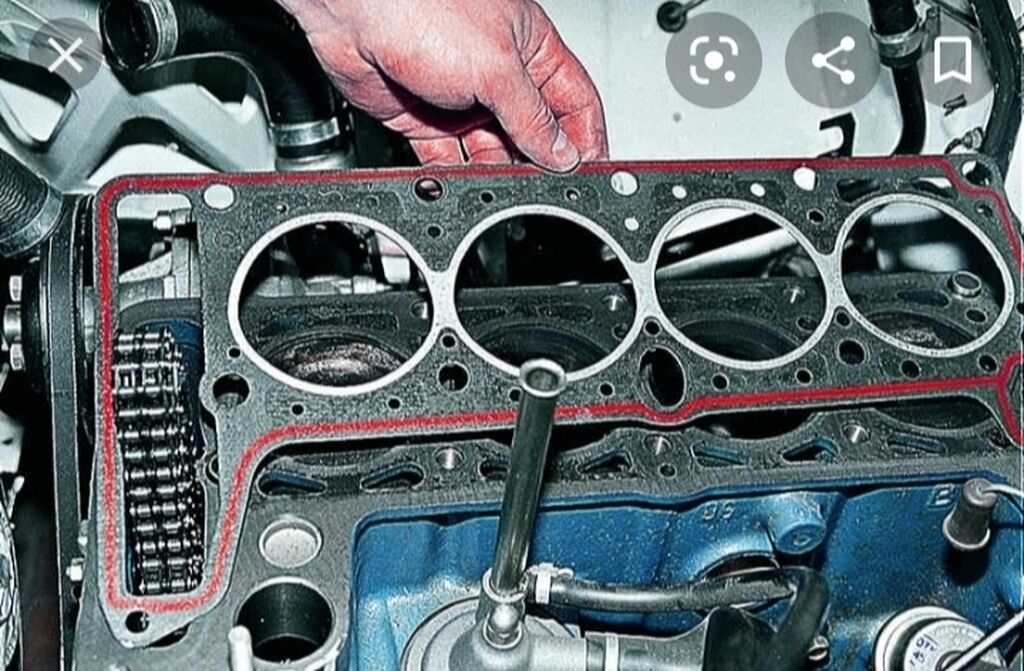
Установка новой прокладки и сборка в обратном порядке
Поверхности блока цилиндров и головки тщательно очищаются от остатков старой прокладки и нагара металлической щёткой или скребком. Обязательно проверяется плоскостность прикладыванием линейки по диагоналям и контрольной щупом – зазоры не должны превышать 0,05 мм. Обезжиривание проводится ацетоном или уайт-спиритом.
Новая прокладка ГБЦ укладывается строго по направляющим штифтам без перекосов. Категорически запрещается использование герметиков – заводское покрытие прокладки обеспечивает герметичность. Устанавливается головка блока, после чего вручную наживляются все крепёжные болты согласно схеме затяжки.
Затяжка болтов ГБЦ
Монтаж выполняется динамометрическим ключом в четыре этапа с соблюдением схемы номеров:
- Предварительная затяжка всех болтов моментом 20 Н·м (порядок: центр → края крест-накрест).
- Основная затяжка 69,4–85,7 Н·м в той же последовательности.
- Доворот каждого болта на 90° (не градусы!) после выдержки 20 минут.
- Повторный доворот ещё на 90° через 10 минут работы двигателя.
Далее монтируются впускной/выпускной коллекторы с новыми прокладками, после чего устанавливаются:
- Тепловой экран выпускного тракта
- Клапанная крышка с обязательной заменой резинового уплотнения
- Ремень ГРМ с натяжителем (по меткам!)
- Шланги охлаждения, топливопроводы и электропроводка
Системы заполняются техническими жидкостями:
| Охлаждающая | Через расширительный бачок до отметки MAX с удалением воздуха (прогрев на холостых с открытой пробкой радиатора) |
| Моторное масло | Новый фильтр + 3,75 л масла. Проверка уровня через 5 минут после остановки двигателя |
Перед запуском проверяется компрессия (минимум 10 бар в цилиндрах с разницей до 1 бар). После первого пуска контролируется отсутствие течей масла и антифриза, работа двигателя на всех режимах. Через 100 км пробега выполняется повторная протяжка болтов ГБЦ в холодном состоянии.
Затяжка болтов ГБЦ с регламентированным моментом и последовательностью

Критически важно соблюдать предписанную автопроизводителем последовательность и усилие затяжки болтов/шпилек ГБЦ. Нарушение этих параметров приводит к деформации головки, неравномерному прилеганию прокладки, утечкам масла или антифриза, а в тяжелых случаях – к прогару прокладки или трещинам в блоке цилиндров.
Перед началом процедуры убедитесь, что посадочные поверхности блока и головы идеально чистые, резьбовые отверстия в блоке очищены от масла, нагара и старой герметизирующей пасты. Все крепежные элементы должны быть заменены на новые, так как болты ГБЦ ВАЗ-2107 относятся к одноразовым (подвержены вытяжке при затяжке).
Ключевые этапы затяжки
Процесс выполняется в четыре этапа с использованием динамометрического ключа и угломера. Номинальные значения для ВАЗ-2107:
- Предварительная затяжка всех болтов моментом 20 Н·м в указанной последовательности.
- Основная затяжка моментом 69,4–85,7 Н·м (7,1–8,7 кгс·м) в той же последовательности.
- Доворот всех болтов на угол 90±5° (четверть оборота) по схеме.
- Повторный доворот еще на 90±5° в том же порядке.
Важно: Доворот на углы выполняется строго после достижения номинального момента на втором этапе. Не пытайтесь сразу затягивать болты до финального усилия!
Схема затяжки
Работа ведется от центра к краям крестообразно. Стартовая точка – центральные болты. Нумерация резьбовых отверстий (вид сверху на ГБЦ):
| 10 | 6 | 2 | 3 | 7 |
| 9 | 5 | 1 | 4 | 8 |
Последовательность затяжки на каждом этапе: 1 → 2 → 3 → 4 → 5 → 6 → 7 → 8 → 9 → 10.
После завершения четвертого этапа запрещено запускать двигатель в течение 4-6 часов – необходимо время для стабилизации нагрузки на прокладку. Повторная протяжка болтов на остывшем моторе не требуется.
Список источников
При подготовке описания процедуры замены прокладки головки блока цилиндров на ВАЗ-2107 использовались специализированные технические материалы и практические руководства. Основное внимание уделялось официальной документации и проверенным отраслевым ресурсам.
Ниже перечислены ключевые источники, содержащие детальные инструкции и технические спецификации для корректного выполнения работ:
- Официальное руководство по ремонту ВАЗ-2107 - издательство "Третий Рим"
- Каталог деталей двигателя ВАЗ-2103/2106/2107 - техническая документация АвтоВАЗа
- Методическое пособие по ремонту двигателей классического семейства - НИИ Автопрома
- Сборник технических бюллетеней по обслуживанию Жигулей - издательство "За рулём"
- Практическое руководство по силовым агрегатам ВАЗ - В.С. Кальмансон
- Архив технических рекомендаций сервисных центров LADA (2005-2015 гг.)
- Инженерные нормативы затяжки резьбовых соединений ГБЦ - ГОСТ Р 52771-2007