510 коннектор - как правильно выбрать
Статья обновлена: 28.02.2026
Стандарт 510 коннектора стал неотъемлемой частью мира вейпинга, обеспечивая совместимость между различными устройствами и аксессуарами.
Кажущаяся простота разъема скрывает важные нюансы, влияющие на качество соединения, безопасность и удобство использования.
Понимание материалов изготовления, типа резьбы, наличия изоляции и особенностей пружинного контакта критически важно для правильного выбора.
Неверно подобранный коннектор может привести к плохому контакту, перегреву или даже повреждению оборудования.
Ключевые параметры: материал корпуса и пин-изолятора
Материал корпуса напрямую влияет на механическую прочность, устойчивость к коррозии и термостойкость коннектора. Нержавеющая сталь обеспечивает максимальную долговечность и защиту от деформации, тогда как алюминий снижает общий вес устройства, но требует анодирования для предотвращения окисления. Латунные корпуса часто встречаются в бюджетных моделях, но склонны к образованию патины.
Пин-изолятор критически важен для электрической безопасности и предотвращения короткого замыкания. Он должен сохранять стабильность при высоких температурах (до 250–300°C) и обладать минимальной электропроводностью. Некорректный выбор изолятора приводит к расплавлению детали, залипанию пина или нарушению контакта.
Распространенные материалы и их особенности
| Компонент | Материал | Преимущества | Риски |
|---|---|---|---|
| Корпус | Нержавеющая сталь | Прочность, устойчивость к коррозии | Высокая стоимость, вес |
| Алюминий | Легкость, хороший теплоотвод | Мягкость, риск срывов резьбы | |
| Латунь | Низкая цена, простота обработки | Окисление без покрытия | |
| Пин-изолятор | PEEK (полиэфирэфиркетон) | Термостойкость (до 300°C), нулевая токопроводность | Цена в 2-3 раза выше аналогов |
| Дешевый пластик | Низкая стоимость | Деформация при 80-100°C, риск замыкания |
Для изолятора абсолютно недопустимы материалы вроде силикона или резины – они плавятся при первом же нагреве. Качественные коннекторы используют исключительно инженерные термопласты: PEEK, PEI или керамику. Последняя применяется реже из-за хрупкости, но выдерживает экстремальные температуры.
Типы резьбовых соединений: стандарты и совместимость
Для 510 коннекторов резьбовое соединение критически влияет на герметичность, надежность фиксации и совместимость с баками и модами. Основные стандарты включают метрическую (M20, M21) и дюймовую (eGo, 510) резьбу, каждый со специфическим шагом и диаметром. Неверный подбор приводит к перекосу, повреждению контактов или полному отказу соединения.
Совместимость усложняется вариациями в исполнении: некоторые производители используют нестандартный шаг (например, 0.75 мм вместо 0.5 мм) или глубину резьбы. Особое внимание уделяется длине положительного пина – его вылет должен компенсировать допуски резьбы для гарантированного контакта без зазоров.
Ключевые стандарты резьбы

Распространенные типы:
- Классическая 510 (7mm x 0.5mm): фактический индустриальный стандарт. Совместима с большинством устройств, но чувствительна к перетяжке из-за мелкого шага.
- eGo (12mm x 0.5mm): внешняя резьба для крепления защитных колец. Не взаимозаменяема с 510 без переходников.
- M21 x 1mm: встречается в некоторых POD-системах. Крупный шаг снижает риск срыва, но ограничивает совместимость.
| Тип резьбы | Параметры (диаметр x шаг) | Совместимость | Риски |
|---|---|---|---|
| 510 | 7мм x 0.5мм | Универсальная | Срыв резьбы при перегрузке |
| eGo | 12мм x 0.5мм | Только с eGo-аксессуарами | Механическое несоответствие с 510 |
| M20 | 20мм x 1мм | Ограниченная (спецустройства) | Ошибочное соединение с 510 |
Проблемы кросс-совместимости:
- Гибридные коннекторы (eGo/510) требуют точного позиционирования: при неправильной установке атомайзера повреждается центральный контакт.
- Устройства с плавающим пином адаптивны к вариациям глубины резьбы, но фиксированные пины критичны к допускам.
- Алюминиевые резьбовые части подвержены деформации – предпочтительна нержавеющая сталь или латунь.
Важно: Перед покупкой проверяйте документацию производителя на соответствие ISO 9001 или спецификациям JDMA (Japan Electronic Cigarette Association). Используйте калибровочные кольца для теста посадки при работе с незнакомыми брендами.
Особенности выбора для механических модов
В механических модах отсутствует электронная защита, поэтому 510 коннектор становится критически важным элементом безопасности. Его параметры напрямую влияют на риск короткого замыкания, стабильность контакта и общую надежность устройства. Неправильный выбор может привести к повреждению аккумулятора или атомайзера.
Ключевые критерии включают материал изготовления, конструкцию пина, совместимость с атомайзерами и качество изоляции. Механические моды требуют особого внимания к зазорам и чистоте контакта, так как все функции защиты ложатся на конструкцию коннектора и правильную эксплуатацию.
Ключевые аспекты выбора

Материал контактных поверхностей
- Медь/латунь с серебрением: Максимальная проводимость, снижает вольтаж-дроп. Требует регулярной очистки от окислов.
- Нержавеющая сталь: Устойчивость к коррозии, но выше сопротивление. Оптимальна для бюджетных решений.
- Золотое покрытие: Защита от окисления при сохранении проводимости. Долговечно, но повышает стоимость.
Тип положительного пина
- Регулируемый пин: Позволяет компенсировать зазоры между модом и атомайзером. Обязателен для гибридного подключения (без платы защиты). Требует контроля фиксации.
- Фиксированный пин: Стабильный контакт, но риск несовместимости с некоторыми атомайзерами. Только для модов с платой защиты.
- Пружинная нагрузка (spring-loaded): Автоматическая регулировка под длину пина атомайзера. Снижает риск зазоров, но сложнее в обслуживании.
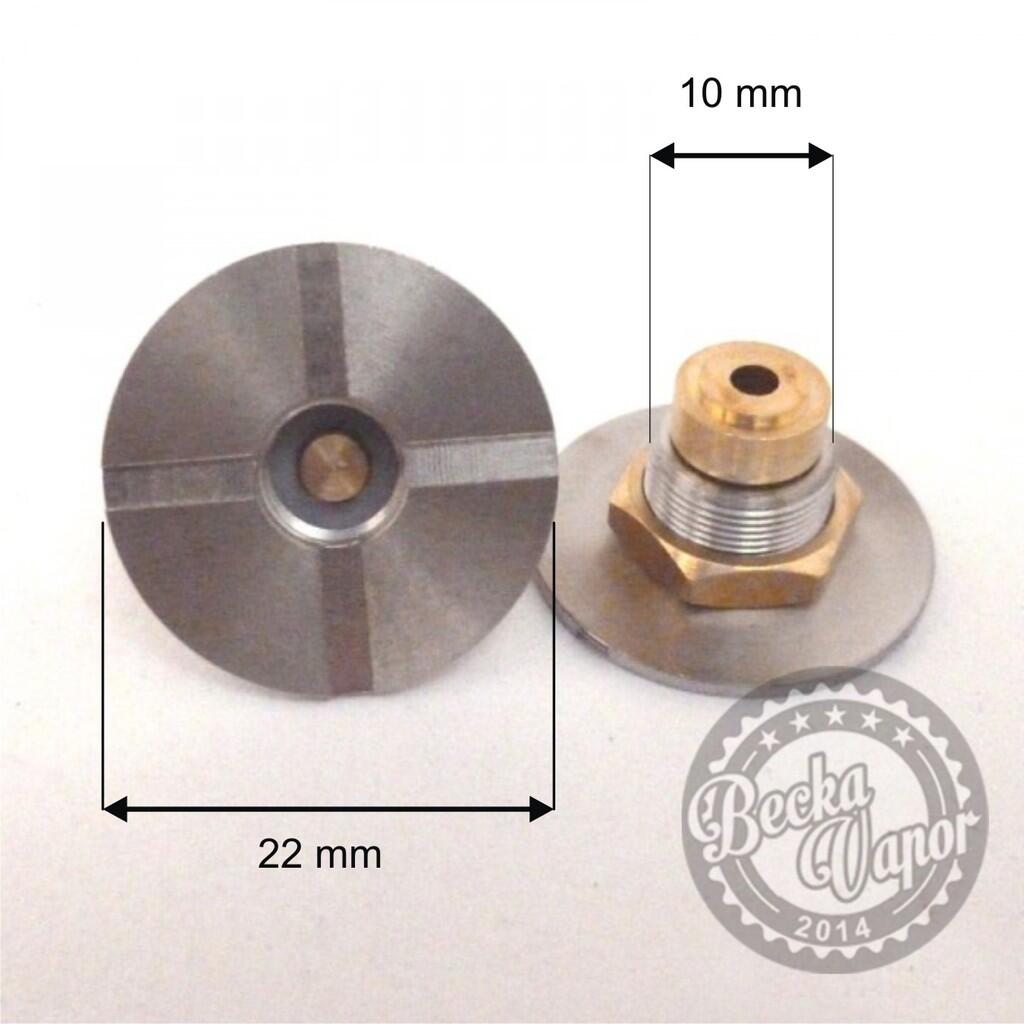
Совместимость и размеры
| Параметр | Значение | Важность |
|---|---|---|
| Диаметр коннектора | 22-25 мм | Соответствие посадочному месту в моде |
| Длина выступающего пина | ≥1 мм | Предотвращение замыкания на корпус |
| Резьба | М7×0.5 | Стандарт совместимости с атомайзерами |
Изоляция и безопасность
Обязательно наличие тефлонового или керамического изолятора между положительным пином и корпусом коннектора. Проверяйте отсутствие сколов и микротрещин. Для гибридных модов выбирайте коннекторы с глубокой посадкой пина (не менее 1 мм в неактивном состоянии) для исключения контакта с батареей.
Дополнительные факторы
- Посадочная глубина: Достаточная высота бортиков для надежной фиксации атомайзера.
- Уплотнительные кольца: Защита от попадания жидкости на контакты батареи.
- Легкость обслуживания: Возможность разборки для чистки контактов без деформации.
Подбор для бокс-модов: регулировка зазора и полярности
Ключевой аспект совместимости 510 коннектора с бокс-модом – точное соответствие зазора между положительным пином аккумуляторного блока и контактом атомайзера. Недостаточный зазор провоцирует отсутствие контакта и отказ устройства, чрезмерный – риск деформации пружины или повреждения платы при затягивании атомайзера.
Полярность подключения критична для безопасности: стандарт требует положительного контакта по центру коннектора и отрицательного – через резьбу корпуса. Ошибка в распайке или использовании нестандартных атомайзеров с обратной полярностью (чаще в устаревших моделях) вызывает короткое замыкание.
Практические рекомендации
Проверка и регулировка зазора:
- Используйте неметаллический щуп для измерения расстояния между пином атомайзера и платой коннектора при вкрученном устройстве.
- Оптимальный зазор – 0.5-1 мм. Регулируйте выкручиванием/закручиванием центрального пина атомайзера (если конструкция позволяет).
- Для модов с жестко зафиксированным пином применяйте проставочные кольца (spacers) под атомайзер.
Контроль полярности:
- Убедитесь, что центральный контакт атомайзера изолирован от корпуса (тестером в режиме проверки цепи).
- Избегайте гибридных соединений "атомайзер-мод" с разной полярностью – это гарантированное КЗ.
- При замене коннектора на плате мода строго соблюдайте схему: "+" к центральному пину, "-" к внешней обойме.
| Проблема | Признак | Решение |
|---|---|---|
| Слишком малый зазор | Атомайзер не вкручивается до конца, "Check Atomizer" | Аккуратно вытянуть пин атомайзера |
| Слишком большой зазор | Мод не распознает атомайзер, люфт при установке | Утопить пин атомайзера или добавить проставочное кольцо |
| Ошибка полярности | Искры, нагрев коннектора, срабатывание защиты | Проверить распайку коннектора/атомайзера тестером |
Важно: Регулировку пина выполняйте только на отсоединенном от батареи устройстве. Избегайте перетяжки атомайзера – это повреждает уплотнители и деформирует контакты.
Оценка качества пайки и контактных площадок
Визуальный осмотр пайки обязателен при выборе 510 коннектора. Контактные площадки должны быть чистыми, без следов окисления, коррозии или механических повреждений. Обращайте внимание на равномерность покрытия контактов – неравномерный слой припоя или его отсутствие на участках указывает на брак. Отклонения по цвету (тусклость, потемнение) часто сигнализируют о нарушении технологического процесса или использовании некачественных материалов.
Форма паяного соединения критична для надежности. Идеальный контакт демонстрирует гладкую, вогнутую поверхность припоя, равномерно распределенного между площадкой и выводом коннектора. Наличие шариков припоя, наплывов, острых выступов или трещин недопустимо – это ведет к коротким замыканиям или обрывам. Проверяйте смачиваемость: припой должен полностью охватывать контактную зону без разрывов или отслоений.
Ключевые параметры для детальной проверки
Механическая прочность: Убедитесь в отсутствии люфта выводов коннектора относительно платы. Микродвижения провоцируют разрушение пайки под нагрузкой. Используйте пинцет для аккуратного тестирования – соединение не должно шататься или издавать хруст.
Электрические характеристики: Обязательно измерьте сопротивление контактов мультиметром. Стабильно низкое сопротивление (обычно менее 0.5 Ом) подтверждает хорошее электрическое соединение. Высокие или "прыгающие" значения указывают на проблемы.
Распространенные дефекты и их причины:
- Холодная пайка (матово-серая поверхность, шероховатость) – недостаточный нагрев или загрязнение.
- Недопай (припой не покрывает площадку полностью) – плохая смачиваемость, мало флюса.
- Перегрев (обугленные следы, отслоение дорожки) – избыточная температура или время пайки.
- Трещины в припое – термические напряжения, вибрация, несовместимость КТР материалов.
| Дефект | Визуальный признак | Риск |
|---|---|---|
| Перемычки | Нити припоя между контактами | Короткое замыкание |
| Пустоты/поры | Пузырьки внутри припоя | Снижение проводимости, перегрев |
| Отслоение площадки | Приподнятые медные дорожки | Обрыв цепи |
Используйте лупу или микроскоп для выявления микротрещин и мелких дефектов. Проверяйте целостность изоляции вокруг контактов – оплавление или изменение цвета пластика указывает на перегрев при монтаже. Для ответственных применений применяйте рентген-контроль для анализа скрытых паек под корпусом.
Защита от протечек: прокладки и герметизация

Надёжная герметизация 510 коннектора критична для предотвращения протечек жидкости и попадания воздуха в атомайзер. Неправильный выбор или установка уплотнительных элементов приводит к "подсасыванию" воздуха, затёкам на батарейный модуль или поломке резьбы. Основная нагрузка ложится на прокладки и герметизирующие составы, которые должны выдерживать давление, температурные перепады и химическое воздействие жидкостей.
Прокладки в 510 коннекторе расположены в двух ключевых точках: между центральным пином и изолятором, а также по окружности основания коннектора. Их целостность и эластичность обеспечивают барьер для жидкости. Герметики дополняют эту защиту, заполняя микрощели в резьбовых соединениях и неподвижных стыках. Использование неподходящих материалов или нарушение технологии нанесения сводит эффективность к нулю.
Ключевые элементы защиты

Типы прокладок:
- Силиконовые – стандарт для большинства устройств: термостойкие (-60°C до +200°C), инертные к жидкостям, но чувствительны к механическим повреждениям.
- Фторопластовые (PTFE) – для агрессивных жидкостей: устойчивы к кислотам и растворителям, но требуют точной подгонки по размерам.
- Резиновые (EPDM) – бюджетный вариант: высокая эластичность, но разбухают от глицерина и цитрусовых ароматизаторов.
Герметики и правила применения:
- Тефлоновая лента (ФУМ) – только для резьбы коннектора! Наматывается по часовой стрелке максимум в 1.5 слоя без перехлёста на последнюю нить резьбы.
- Силиконовый герметик пищевой – для неподвижных стыков: наносится тонкой полосой, излишки удаляются до полимеризации.
- Анаэробные составы – для фиксации центрального пина: отвердевают без воздуха, не растекаются.
| Проблема | Ошибка герметизации | Решение |
|---|---|---|
| Подтёк на плату мода | Износ или неплотная посадка нижней прокладки | Замена прокладки + силикон на стыке коннектора и корпуса |
| Просачивание жидкости в резьбу | Отсутствие ФУМ-ленты или перетяжка соединения | Переборка с правильной намоткой тефлона (без выдавливания) |
| Воздушные пузыри в баке | Трещина в прокладке центрального пина | Установка цельного силиконового уплотнителя |
Важно: Никогда не используйте герметики на основе органических растворителей – они разрушают пластик и резину. Проверяйте совместимость материалов с компонентами жидкости (особенно с кислотами и "ледянными" ароматизаторами). Регулярная замена прокладок (раз в 3-6 месяцев) предотвратит 90% проблем с протечками.
Проверка износостойкости резьбы при частой замене девайсов

Механический износ резьбы 510 коннектора – критический фактор при регулярном подключении и отключении устройств. Каждое вкручивание/выкручивание создает трение между металлическими поверхностями, постепенно приводя к деформации витков, появлению люфта и снижению надежности контакта. Недостаточная износостойкость ведет к разбалтыванию соединения, перебоям в зарядке или передаче данных, а в запущенных случаях – к полному отказу порта.
Производители тестируют резьбовую часть, имитируя многократные циклы подключения на специальных стендах. Ускоренные испытания включают тысячи циклов "вкручивание-выкручивание" с контролируемым усилием и скоростью. После определенного количества циклов (например, 5 000 или 10 000) проверяют сохранение геометрии резьбы, усилие затяжки и отсутствие металлической стружки – признака активного износа.
Ключевые аспекты оценки

- Материал корпуса: Латунь и нержавеющая сталь превосходят дешевые сплавы алюминия или цинка по устойчивости к истиранию.
- Покрытие резьбы: Никелевое или золотое напыление снижает трение и предотвращает коррозию, продлевая ресурс.
- Точность изготовления: Резьба с четкой геометрией (угол профиля, шаг) и минимальными допусками меньше подвержена заклиниванию и сколам.
- Стандарты цикличности: Качественные коннекторы выдерживают 10 000+ циклов. Требуйте данные тестов у поставщика.
| Фактор риска | Последствия при частой замене | Маркер качества |
| Мягкий сплав корпуса | Сминание витков, задиры | Латунь C36000, нерж. сталь |
| Отсутствие защитного покрытия | Коррозия, увеличение трения | Ni/Au покрытие ≥3μm |
| Низкая точность резьбы | Перекосы, "срезание" витков | Соответствие ГОСТ/ISO 228 |
При выборе отдавайте предпочтение коннекторам с документально подтвержденным ресурсом (количеством циклов) и визуально оценивайте гладкость резьбы – поверхность должна быть однородной, без заусенцев и шероховатостей. Избегайте моделей с видимыми литейными линиями на резьбе.
Тест на "просаживание" напряжения под нагрузкой
Этот тест выявляет способность коннектора поддерживать стабильное напряжение при пиковом потреблении тока устройством. Суть в измерении разницы между напряжением холостого хода (без нагрузки) и напряжением под максимальной расчетной нагрузкой аккумулятора или мода.
Значительное "просаживание" (падение напряжения) свидетельствует о высоком переходном сопротивлении в коннекторе, плохом контакте или использовании некачественных материалов. Это напрямую влияет на производительность устройства, безопасность и срок службы элементов.
Как провести тест и интерпретировать результаты
Для теста потребуется:
- Мультиметр с функцией замера напряжения
- Регулируемая нагрузка (резисторный блок или специализированный тестер)
- Исправный аккумулятор с известными характеристиками
- Тестируемый 510 коннектор (в устройстве или на платформе)
Процедура измерения:
- Замерьте напряжение на контактах коннектора без подключенной нагрузки (Uхх).
- Подключите нагрузку, соответствующую максимальному току вашего устройства (например, 20А для мощного бокс-мода).
- Зафиксируйте напряжение под нагрузкой (Uнагр) через 2-3 секунды после подключения.
- Рассчитайте просадку: ΔU = Uхх - Uнагр (в вольтах).
Критерии оценки:
| ΔU (падение напряжения) | Оценка качества коннектора |
|---|---|
| Менее 0.1 В | Отличный результат, низкое сопротивление |
| 0.1 В - 0.2 В | Допустимо для большинства устройств |
| 0.2 В - 0.3 В | Требует внимания, возможен нагрев |
| Более 0.3 В | Недопустимо! Риск перегрева, потери мощности, повреждения |
Важные нюансы:
- Проводите тест на полностью заряженном аккумуляторе.
- Убедитесь в чистоте и отсутствии окислов на контактах коннектора и аккумулятора перед тестом.
- Повторяйте замеры 2-3 раза для исключения ошибки.
- Сравнивайте результаты с паспортными данными устройства (если доступны).
Регулярная проверка "просаживания" помогает вовремя выявить деградацию контактов (износ, загрязнение), предотвратить потерю мощности ввинчиваемого атомайзера и потенциальные риски перегрева. Коннекторы с минимальным ΔU обеспечивают стабильную работу и максимальную отдачу от источника питания.
Список источников
При анализе особенностей 510 коннектора использовались технические спецификации и нормативная документация от производителей электронных компонентов. Основное внимание уделялось параметрам надежности соединения, материалам исполнения и совместимости.
Дополнительно изучены экспертные оценки в отраслевых изданиях и практические рекомендации по монтажу. Сравнительный анализ проведен на основе тестовых отчетов независимых лабораторий.
- Технические каталоги ведущих производителей разъемов (Molex, TE Connectivity, Amphenol)
- ГОСТ Р МЭК 60512-99 "Испытания электрических соединителей"
- Отчеты EIA-364 по стандартам испытаний электронных коннекторов
- Материалы конференции "Электронные компоненты и модули" (2023-2024 гг.)
- Специализированные ресурсы: ConnectorSupplier, EEWeb, AllAboutCircuits
- Протоколы испытаний IP-степени защиты по стандарту IEC 60529