Гильзование блока цилиндров - методы и последовательность работ
Статья обновлена: 28.02.2026
Гильзование блока цилиндров – сложный технологический процесс восстановления геометрии и эксплуатационных характеристик двигателя внутреннего сгорания.
Метод предусматривает установку ремонтных гильз взамен поврежденных цилиндровых стенок, что позволяет вернуть блоку исходные параметры без замены всей конструкции.
Технология применяется при критическом износе поверхностей, глубоких задирах или механических повреждениях, когда стандартное расточка цилиндров невозможна.
Процесс требует специализированного оборудования, точных расчетов и строгого соблюдения этапов обработки для обеспечения герметичности и долговечности двигателя.
Подготовка поверхности блока: очистка и обезжиривание

Тщательная механическая очистка посадочных гнезд гильз обязательна для устранения следов коррозии, нагара и остатков старой прокладки. Применяются абразивные щетки, шаберы или пескоструйная обработка с контролем, исключающим повреждение базовых плоскостей. Особое внимание уделяется зонам вокруг водяных и масляных каналов.
После механической обработки блок подвергается многоэтапному обезжириванию для удаления масел, СОЖ и абразивной пыли. Используются щелочные моющие растворы, органические растворители или ультразвуковые ванны. Критически важен финальный контроль чистоты: поверхность должна быть абсолютно сухой и липофильной (равномерное смачивание водой).
Ключевые требования к поверхности после обработки
- Отсутствие задиров и рисок глубже 0,02 мм на зеркале посадочного пояса
- Равномерная шероховатость Ra 1,25–2,5 мкм для оптимальной адгезии герметика
- Полное удаление продуктов коррозии в зоне контакта гильзы с блоком
| Тип загрязнения | Метод удаления | Контрольный параметр |
|---|---|---|
| Технологические масла | Погружение в ванну с уайт-спиритом | Отсутствие масляных пятен на тест-салфетке |
| Абразивная пыль | Продувка сжатым воздухом под давлением 6-8 атм | Чистота каналов охлаждения |
| Окислы металла | Химическая пассивация в ингибированной кислоте | Равномерный матовый оттенок поверхности |
Демонтаж старых гильз и оценка состояния посадочных мест

Извлечение старых гильз требует осторожности и применения правильных методов. Часто гильзы "прикипают" к блоку из-за коррозии или нагара. Для демонтажа используют специальные съемники с винтовым или гидравлическим механизмом, обеспечивающие равномерное вытягивание гильзы строго вдоль оси цилиндра. Применение грубой силы или рычагов недопустимо, так как это неизбежно приводит к повреждению посадочных гнезд (рубашки) в блоке цилиндров.
После извлечения гильзы тщательно очищают посадочные места в блоке от остатков прокладок, накипи, нагара и продуктов коррозии. Используют механические методы (щетки, скребки) и химические очистители, соблюдая меры предосторожности. Категорически запрещается применение абразивных материалов, оставляющих глубокие царапины. Цель – подготовить поверхность для детальной визуальной и инструментальной оценки.
Ключевые аспекты оценки посадочных мест
Тщательный осмотр поверхности рубашки блока после очистки критически важен. Основное внимание уделяют выявлению следующих дефектов:
- Трещины: Особенно опасны сквозные трещины и трещины в области перемычек между цилиндрами и в зоне уплотнительных поясов (бобышек). Обнаружение трещин часто требует применения методов неразрушающего контроля (капиллярный, магнитопорошковый).
- Коррозионные повреждения: Точечная (питтинговая) или обширная коррозия, глубоко разъевшая металл посадочной поверхности или уплотнительных бобышек. Коррозия под посадочным поясом гильзы особенно коварна.
- Износ и задиры: Наличие глубоких рисок, задиров, выработки, изменяющей геометрию посадочного места. Проверяют овальность и конусность гнезда.
- Деформация: Проверка геометрии посадочного гнезда на биение относительно оси цилиндра и плоскости блока. Любая деформация недопустима.
- Состояние уплотнительных бобышек (поясов): Эти поверхности должны быть абсолютно ровными, без забоин, коррозии или деформации, так как именно они обеспечивают тепловой контакт и герметизацию охлаждающей рубашки.
Инструментальный контроль включает:
- Измерение диаметра посадочных мест: В нескольких плоскостях (верх, середина, низ) для выявления овальности и конусности. Сравнивают с номинальным размером и допусками.
- Проверка биения: Измерение радиального и торцевого биения поверхности посадочного места относительно базовых осей блока.
- Проверка плоскостности: Контроль плоскости верхнего торца блока и плоскости уплотнительных бобышек гильзы.
Классификация состояния посадочных мест:
| Состояние | Характеристика | Возможные действия |
|---|---|---|
| Удовлетворительное | Отсутствие трещин, коррозии, задиров. Геометрия в пределах допусков. Поверхность чистая. | Подготовка к установке новой гильзы (расточка под номинальный размер с необходимым натягом/зазором). |
| Требует ремонта | Незначительные задиры, мелкие коррозионные поражения, небольшие отклонения геометрии. | Расточка посадочного места до ремонтного размера (если предусмотрен) или нанесение ремонтного покрытия. |
| Неудовлетворительное | Глубокие трещины, сквозная коррозия, сильная выработка или деформация, превышающая допустимые пределы. | Блок не пригоден для гильзования стандартными методами. Требуется сложный ремонт (заварка, установка втулки в блок) или замена блока. |
Примечание: Качество обработки поверхности посадочного места ("зеркала") после расточки напрямую влияет на теплопередачу и герметичность установленной гильзы. Требуется точное соблюдение шероховатости и геометрии.
Выбор типа гильз: "сухие" vs "мокрые" для конкретного двигателя
Ключевым фактором при выборе между "сухими" и "мокрыми" гильзами является конструкция двигателя и целевое применение. "Сухие" гильзы запрессовываются в предварительно обработанное посадочное место блока цилиндров без прямого контакта с охлаждающей жидкостью, тогда как "мокрые" гильзы образуют часть контура системы охлаждения, соприкасаясь с антифризом напрямую через уплотнительные кольца.
Эксплуатационные требования и условия работы двигателя диктуют приоритетные характеристики. Для высокофорсированных двигателей, где критична жесткость блока и теплопередача, чаще применяются "сухие" гильзы. В ситуациях, требующих упрощения ремонтных процедур или улучшенного охлаждения отдельных цилиндров, предпочтение отдается "мокрому" типу.
Критерии выбора
Основные параметры, влияющие на решение:
- Тепловой режим: "Мокрые" гильзы обеспечивают интенсивный отвод тепла от стенок цилиндра, снижая риск перегрева.
- Ремонтопригодность: Замена "мокрых" гильз выполняется без расточки блока, что сокращает время и стоимость восстановления.
- Жесткость конструкции: "Сухие" гильзы усиливают блок, сохраняя геометрию цилиндров при высоких нагрузках.
- Вес и сложность: Блоки с "мокрыми" гильзами легче, но требуют точной герметизации уплотнений.
| Параметр | "Сухие" гильзы | "Мокрые" гильзы |
|---|---|---|
| Теплоотвод | Умеренный (через стенку блока) | Максимальный (прямой контакт с ОЖ) |
| Ремонт | Требует расточки посадочного места | Прямая замена без механической обработки |
| Вибрации/шум | Лучшее демпфирование | Потенциально выше уровень шума |
Для гоночных двигателей или дизелей с высокой степенью сжатия чаще выбирают "сухие" гильзы из-за их способности выдерживать экстремальные давления. В промышленных установках или двигателях с частыми переборками (например, судовых) доминируют "мокрые" решения благодаря ремонтной унификации. Финишное решение принимается после анализа нагрузок, ресурсных нормативов и экономических расчетов на цикл жизни двигателя.
Точные замеры блока и гильз перед расточкой
Тщательное измерение геометрических параметров блока цилиндров и гильз перед расточкой является обязательным условием для обеспечения требуемого натяга посадки и долговечности двигателя. Пренебрежение этим этапом приводит к нарушению теплопередачи, деформациям и преждевременному выходу деталей из строя.
Измерения проводятся в строго контролируемых температурных условиях (обычно 20°C) с использованием высокоточного инструмента: микрометров, нутромеров, индикаторных скоб и оптических измерительных систем. Все поверхности предварительно очищаются от загрязнений и следов масла.
Ключевые параметры для замера
Для блока цилиндров:
- Диаметр посадочных гнёзд (в нескольких плоскостях: верх, середина, низ)
- Овальность и конусность гнёзд (разница между максимальным и минимальным значением в одном сечении)
- Соосность отверстий под гильзы (относительно оси коленчатого вала)
- Глубина и чистота опорных буртиков (уступов)
Для гильз цилиндров:
- Наружный диаметр посадочного пояса (в верхней, средней и нижней зонах)
- Овальность и конусность наружной поверхности
- Толщина стенки по окружности (для проверки равномерности)
- Высота гильзы и состояние торцов
Расчёт натяга: На основе полученных данных вычисляется величина натяга – разница между наружным диаметром гильзы и внутренним диаметром гнезда в блоке до установки. Величина натяга строго регламентируется производителем и зависит от материала блока (чугун, алюминий) и гильзы.
| Материал блока | Типичный натяг (мм) | Критический параметр |
|---|---|---|
| Алюминиевый сплав | 0.05 - 0.08 | Точность глубины буртика |
| Чугун | 0.03 - 0.05 | Овальность гнезда |
Результаты замеров заносятся в протокол. Если параметры блока или гильз выходят за пределы допусков, требуется дополнительная обработка (хонингование гнезд, сортировка гильз) или замена компонентов. Только после подтверждения соответствия всех размеров техническим требованиям можно приступать к расточке гнезд под гильзы.
Расточка цилиндров под установку новых гильз
Основная задача расточки заключается в формировании точных посадочных мест для гильз в блоке цилиндров. Процесс удаляет дефекты стенок (задиры, эллипсность, конусность) и создаёт геометрически правильные отверстия с заданным диаметром и шероховатостью поверхности. Точность обработки критична: отклонения в размерах или форме приведут к нарушению теплового режима гильзы, её деформации или проворачиванию во время эксплуатации двигателя.
Обработка выполняется на специализированных вертикальных или горизонтально-расточных станках с ЧПУ, обеспечивающих высокую соосность отверстий и стабильность параметров. Используются твёрдосплавные или алмазные расточные головки с регулируемыми резцами. Обязательным условием является жёсткая фиксация блока на столе станка через кондуктор, исключающая вибрации и смещения. Параметры резания (скорость, подача, глубина) подбираются индивидуально под материал блока (чугун, алюминиевый сплав) и требуемую чистоту поверхности.
Ключевые этапы и требования
- Подготовка блока: Тщательная очистка масляных каналов и охлаждающей рубашки от загрязнений, проверка плоскостей прилегания ГБЦ и коленвала на деформацию.
- Базирование: Фиксация блока в кондукторе по основным технологическим базам (чаще - опорным поверхностям под коленвал и торец передней части) для обеспечения параллельности оси цилиндров оси шпинделя станка.
- Черновая расточка: Снятие основного припуска (обычно 0.3-1.0 мм на сторону) для устранения дефектов и приближения к финальному размеру с контролем на нагрев.
- Чистовая расточка: Доводка отверстий до расчётного диаметра (с учётом натяга гильзы) с минимальным припуском, формирование требуемой шероховатости (Ra 0.8-1.6 мкм) и точной цилиндричности.
- Контроль параметров: Измерение диаметра нутромером в нескольких поясах и плоскостях, проверка эллипсности и конусности, визуальный осмотр поверхности на отсутствие рисок.
Типы посадочных поверхностей после расточки:
| Тип гильзы | Особенности обработки | Критичные параметры |
|---|---|---|
| "Мокрая" (свободно вставляемая) | Расточка до точного диаметра с минимальным зазором (0.03-0.08 мм), обработка верхнего и нижнего поясков под уплотнительные кольца | Соосность отверстий, чистота поверхностей поясков |
| "Сухая" (прессуемая) | Расточка под натяг (0.03-0.10 мм в зависимости от материала блока), создание гладкой поверхности без рисок вдоль оси | Точный диаметр под натяг, отсутствие конусности |
После расточки обязательна промывка блока для удаления стружки и абразивной пыли. Финишной операцией часто является хонингование (легкая сетка) для улучшения сцепления гильзы с блоком при запрессовке, особенно критично для "сухих" гильз в алюминиевых блоках. Несоблюдение технологии расточки гарантированно приводит к снижению ресурса двигателя и дорогостоящему ремонту.
Термомонтаж: нагрев блока и охлаждение гильз перед запрессовкой
Принцип термомонтажа основан на использовании разности коэффициентов теплового расширения материалов блока цилиндров и гильз. Нагрев блока вызывает увеличение его внутренних диаметров посадочных мест ("рубашек"), в то время как охлаждение гильз приводит к их временному уменьшению наружных размеров. Эта разница создает необходимый монтажный зазор для свободной установки гильзы в посадочное отверстие без применения чрезмерных механических усилий.
Процесс начинается с равномерного нагрева блока цилиндров в специализированной печи или термокамере до строго определенной температуры, обычно в диапазоне 120-200°C, в зависимости от материала блока (чугун, алюминий) и типа гильзы. Параллельно гильзы подвергаются глубокому охлаждению, чаще всего с использованием жидкого азота (-196°C) или сухого льда (-78°C), что обеспечивает их значительное сжатие. Критически важно контролировать время выдержки после нагрева/охлаждения и скорость последующей сборки.
Ключевые этапы и параметры термомонтажа
Строгое соблюдение технологических параметров и последовательности операций является залогом качественного монтажа и долговечности гильзованного узла:
- Подготовка поверхностей: Очистка посадочных мест в блоке и наружной поверхности гильз от загрязнений, масел и следов коррозии.
- Нагрев блока:
- Температура: 120-200°C (конкретное значение зависит от материала и конструкции).
- Способ: Конвекционная печь, индукционный нагрев, термокамера.
- Время выдержки: До достижения равномерного прогрева по всему объему (обычно 1-3 часа).
- Охлаждение гильз:
- Температура: -196°C (жидкий азот) или -78°C (сухой лед).
- Время выдержки: 15-30 минут (до стабилизации температуры гильзы по сечению).
- Запрессовка:
- Быстрая установка охлажденной гильзы в нагретое посадочное место с помощью монтажной оправки.
- Обеспечение правильной ориентации гильзы (верх/низ, наличие буртиков или выточек).
- Охлаждение узла: Естественное или контролируемое остывание блока до комнатной температуры, в результате чего гильза расширяется, а блок сжимается, формируя плотный, напряженный посадок ("посадка с натягом").
Контроль качества: После остывания обязателен визуальный осмотр на предмет правильности посадки и отсутствия деформаций, а также проверка геометрии цилиндров (овальность, конусность). Нарушение режимов нагрева/охлаждения, недостаточная чистота поверхностей или медленная установка приводят к неполной посадке гильзы ("зависанию"), локальным деформациям или недостаточному натягу, что резко снижает надежность соединения и теплопередачу.
Запрессовка гильз с контролем усилия и глубины посадки
Запрессовка гильз осуществляется с использованием гидравлических или механических прессов, обеспечивающих равномерное распределение нагрузки по всей окружности. Ключевым требованием является точное соблюдение заданных параметров усилия для исключения деформации гильзы и блока цилиндров.
Технология требует предварительной подготовки посадочных поверхностей: очистки от загрязнений, контроля геометрии гнезда и нанесения специальной смазки. Температурный режим компонентов (часто применяется нагрев блока или охлаждение гильзы) строго регламентируется для обеспечения оптимального теплового зазора.
Критические параметры контроля

Процесс включает непрерывный мониторинг двух взаимосвязанных величин:
- Усилие запрессовки: Фиксируется датчиками давления пресса. Превышение нормы вызывает пластическую деформацию, недостаток – неплотную посадку («проворот» гильзы).
- Глубина посадки: Измеряется линейными датчиками или калибрами относительно плоскости блока. Отклонение нарушает геометрию камеры сгорания и компрессию.
Данные параметры отображаются на мониторе стенда и регистрируются. Типичная зависимость представлена в таблице:
| Тип гильзы | Диапазон усилия (кН) | Глубина посадки (мм) | Допуск (мм) |
|---|---|---|---|
| "Сухая" чугунная | 30-60 | 0.05-0.10 | ±0.01 |
| "Мокрая" алюминиевая | 15-40 | 0.10-0.25 | ±0.02 |
После запрессовки обязателен контроль выступа гильзы над плоскостью блока и соосности отверстий. Финишная операция – расточка и хонингование гильз до номинального диаметра цилиндра с обеспечением чистоты поверхности и заданной геометрии.
Опрессовка "мокрых" гильз
Опрессовка "мокрых" гильз проводится для контроля герметичности их посадки в блок цилиндров и целостности уплотнительных элементов. Эта процедура выявляет микротрещины, дефекты привалочных плоскостей и некачественную установку резиновых колец, предотвращая смешивание охлаждающей жидкости с моторным маслом или проникновение антифриза в камеру сгорания.
Технология основана на подаче избыточного давления в рубашку охлаждения блока. Гильза считается исправной, если в течение контрольного времени отсутствуют признаки утечки: падение давления на манометре, появление пузырьков воздуха в контрольной жидкости или видимые капли на поверхности блока.
Порядок выполнения опрессовки

- Заполнение системы охлаждения водой или специальной жидкостью с температурой 20-25°C
- Герметизация всех патрубков блока заглушками с подключением гидравлического насоса к одному из каналов
- Плавный подъем давления до рабочего значения: 0.5-0.7 МПа для бензиновых двигателей, 0.7-1.0 МПа для дизельных
- Фиксация давления с выдержкой 3-5 минут
- Визуальный контроль зон:
- Стык гильзы и блока цилиндров
- Уплотнительные кольца в нижней поясовой части
- Область головки блока
При обнаружении течи гильзу демонтируют для проверки геометрии посадочного гнезда, замены уплотнительных колец или нанесения герметизирующего состава. Повторную опрессовку проводят после устранения дефектов. Для точности результатов температура блока и жидкости должна соответствовать требованиям производителя двигателя.
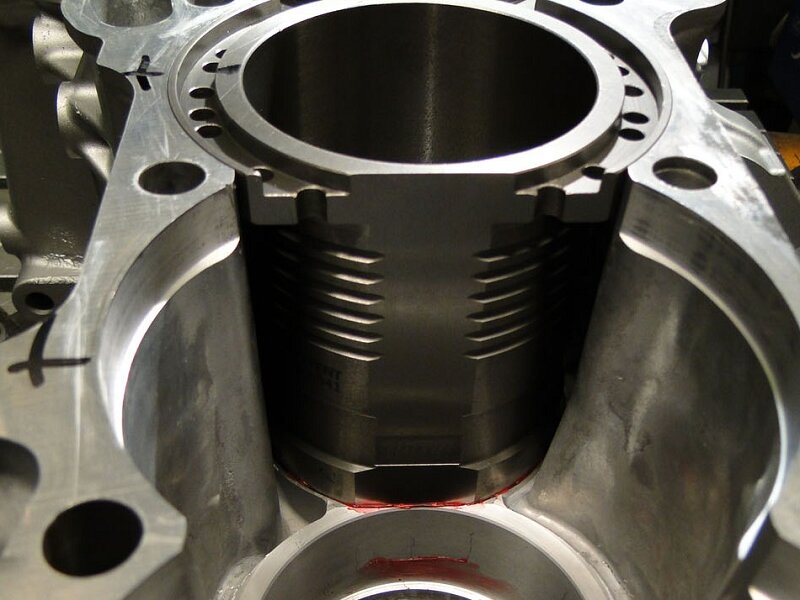
Фиксация "мокрых" гильз герметиком в зоне уплотнения
При установке "мокрых" гильз критически важна надежная герметизация их нижней части, контактирующей с рубашкой охлаждения двигателя. Эта зона подвержена высоким тепловым нагрузкам и вибрациям, что требует применения специализированных герметизирующих составов для предотвращения протечек охлаждающей жидкости в картер.
Герметик наносится на предварительно обезжиренную посадочную поверхность блока цилиндров перед установкой гильзы. Состав равномерно распределяется тонким слоем по всей окружности канавки или плоскости прилегания, обеспечивая эластичное заполнение микронеровностей и компенсацию тепловых деформаций.
Ключевые требования к герметику
- Термостойкость - устойчивость к температурам до +200°C без потери адгезии
- Маслобензостойкость - сохранение свойств при контакте с техническими жидкостями
- Эластичность - способность компенсировать вибрационные нагрузки
- Антикоррозионные свойства - защита алюминиевых поверхностей блока
После нанесения герметика гильза запрессовывается с усилием, обеспечивающим равномерную деформацию уплотнительного слоя. Излишки состава, выступившие по периметру, немедленно удаляются для предотвращения попадания в систему охлаждения.
| Параметр | Значение | Последствия нарушения |
|---|---|---|
| Толщина слоя | 0.1-0.3 мм | Продавливание или негерметичность |
| Время полимеризации | 15-30 минут | Смещение гильзы при сборке |
| Рабочая температура | -40°C до +200°C | Растрескивание или выдавливание |
Важно: Использование силиконовых герметиков общего назначения недопустимо - они не выдерживают температурно-динамических нагрузок. Применяются только специализированные составы, рекомендованные производителями двигателей.
Хонингование поверхности гильз после установки
Хонингование выполняется после запрессовки гильз в блок цилиндров для создания оптимальной микрорельефной структуры на внутренней поверхности. Этот этап критически важен для правильной приработки поршневых колец, минимизации расхода масла и предотвращения задиров. Обработка осуществляется специальным хонинговальным инструментом с абразивными брусками, совершающим вращательные и возвратно-поступательные движения.
Процесс обеспечивает формирование сетки перекрещивающихся микрорисок под определенным углом, которые удерживают масло для постоянной смазки трущихся пар. Точность геометрии цилиндра (овальность, конусность) контролируется микрометрами и нутромерами. Параметры хонингования (зернистость абразива, давление брусков, скорость перемещения) подбираются индивидуально под материал гильзы и требования двигателя.
Ключевые особенности технологии
- Контроль шероховатости: Глубина и шаг рисок регулируются абразивом (алмаз, керамика) с градацией от грубого (черновое) до мелкого (финишное) зерна.
- Угол хона: Стандартный угол перекреста рисок 45-60°, влияющий на маслоудержание и скорость приработки.
- Охлаждение: Обязательное использование СОЖ (смазочно-охлаждающей жидкости) для удаления стружки и защиты поверхности.
| Этап обработки | Цель | Тип абразива |
| Черновой | Коррекция геометрии | Крупнозернистый (180-240 grit) |
| Чистовой | Формирование сетки | Среднезернистый (280-400 grit) |
| Финишный | Доводка шероховатости | Мелкозернистый (600+ grit) |
Контроль качества включает замеры:
- Диаметра цилиндра в 3-х плоскостях по высоте.
- Овальности и конусности (допуск ≤0.02 мм).
- Параметра шероховатости Ra/Rz профилометром.
После обработки обязательна промывка блока горячим моющим раствором под давлением для удаления абразивной пыли. Несоблюдение технологии приводит к снижению компрессии, угару масла и сокращению ресурса двигателя.
Чистовая обработка привалочной плоскости блока
Завершающая стадия обработки привалочной плоскости блока цилиндров выполняется после установки гильз и направляющих втулок клапанов. Цель операции – обеспечить идеальную плоскостность и шероховатость поверхности, гарантирующую герметичность соединения с головкой блока под давлением. Допустимое отклонение от плоскостности обычно не превышает 0,02–0,05 мм на всей площади контакта.
Для обработки применяются высокоточные фрезерные или шлифовальные станки с ЧПУ, оснащенные алмазными или твердосплавными инструментами. Процесс ведется малыми режущими подачами (0,01–0,03 мм/об) при интенсивном охлаждении СОЖ для предотвращения деформаций и перегрева материала. Обязателен контроль температуры блока перед началом операции.
Ключевые этапы обработки
- Фиксация блока на стапеле станка через технологические отверстия с контролем усилия зажима.
- Черновая обработка для снятия основного припуска (до 0,1 мм) после гильзования.
- Измерение плоскостности координатно-измерительной машиной (КИМ) или лекальной линейкой.
- Чистовое шлифование/фрезерование с минимальным припуском (0,01–0,02 мм).
- Контроль параметров: шероховатости (Ra ≤ 0,8 мкм) и плоскостности.
| Параметр | Требуемое значение |
| Плоскостность | ≤ 0,03 мм |
| Шероховатость (Ra) | 0,4–0,8 мкм |
| Припуск на обработку | 0,01–0,1 мм |
| Точность позиционирования | ± 0,005 мм |
Важно: При нарушении геометрии плоскости применяют притирку чугунными плитами с абразивной пастой или локальную правку. После обработки поверхность очищают от стружки и СОЖ сжатым воздухом и промывкой. Дефекты в виде рисок или задиров недопустимы.
Контроль геометрии цилиндров после гильзования
После запрессовки гильз обязателен точный контроль геометрии цилиндров для обеспечения правильной работы поршневой группы. Пренебрежение этим этапом ведет к ускоренному износу, задирам стенок или повышенному расходу масла из-за нарушения герметичности.
Основные проверяемые параметры включают диаметр в рабочих зонах, овальность (эллиптичность), конусность по высоте цилиндра, соосность относительно оси коленвала и шероховатость поверхности. Допустимые отклонения регламентируются производителем двигателя и обычно не превышают 0,01-0,03 мм.
Методы и инструменты контроля
Для измерений применяются прецизионные инструменты:
- Нутромеры микрометрические с индикаторными головками для замера диаметра
- Трехточечные нутромеры для точного определения овальности и конусности
- Калиброванные оправки с индикаторами для проверки соосности
- Профилометры или эталонные пластины для контроля шероховатости
Последовательность измерений:
- Очистка цилиндров от смазки и загрязнений
- Замер диаметра минимум в двух перпендикулярных плоскостях (A-A и B-B)
- Контроль на трех уровнях по высоте: возле зеркала, в средней зоне и нижней части
- Расчет овальности как разности max/min диаметров в одном сечении
- Определение конусности по разнице диаметров верхнего и нижнего замеров
| Параметр | Инструмент | Допуск (типовой) |
|---|---|---|
| Диаметр | Микрометрический нутромер | ±0,015 мм |
| Овальность | Трехточечный нутромер | ≤0,02 мм |
| Конусность | Индикаторная головка | ≤0,03 мм |
| Соосность | Центровая оправка | ≤0,05 мм |
При отклонениях допускается хонингование цилиндров, но с обязательным контролем толщины стенок гильзы. Превышение предельных значений требует перепрессовки или замены гильзы. Результаты замеров фиксируются в протоколе с указанием позиций цилиндров.
Проверка соосности и биения гильзованных цилиндров
Контроль геометрии гильзованных цилиндров – критически важный этап, гарантирующий отсутствие перекосов и равномерность тепловых зазоров после ремонта. Несоблюдение соосности приводит к ускоренному износу поршневой группы, задирам и потере компрессии.
Проверка выполняется с использованием индикаторного нутромера или 3D-сканера на станке с ЧПУ. Замеры биения производятся в трех контрольных сечениях по высоте цилиндра: возле верхнего торца, в средней зоне и в нижней части. Допустимое радиальное биение обычно не превышает 0,02-0,05 мм.
Методы и инструменты контроля
- Индикаторный метод: Нутромер фиксируется в оправке, установленной в постели коленвала. Стрелочный индикатор последовательно измеряет отклонения стенок гильзы при вращении оправки.
- Лазерное сканирование: Бесконтактное построение 3D-модели цилиндров для анализа эллипсности и конусности с точностью до 0,001 мм.
- Калибры-пробки: Быстрый метод выявления грубых нарушений геометрии с помощью эталонных цилиндрических вставок.
При обнаружении отклонений превышающих допуски выполняется переразвертывание посадочных мест или замена гильзы. Обязательна повторная проверка после каждой корректировки.
| Параметр | Инструмент | Допуск (мм) |
|---|---|---|
| Соосность цилиндров | Индикаторная стойка, 3D-сканер | ≤ 0,03 |
| Радиальное биение | Нутромер с индикатором | 0,02–0,05 |
| Эллипсность | Микрометр/сканер | ≤ 0,01 |
Нюансы обработки алюминиевых блоков при гильзовании

Алюминиевые блоки требуют особого подхода из-за мягкости материала и высокого коэффициента теплового расширения. Критически важна точная калибровка посадочных гнёзд: отклонения в диаметре не должны превышать 0,01-0,02 мм для обеспечения равномерного натяга. Недостаточная жёсткость алюминия повышает риск деформации стенок при механической обработке, что требует применения специальных оправок и снижения усилия резания.
Термические свойства алюминия диктуют необходимость компенсации разницы теплового расширения с материалом гильзы (чугун/сталь). При нагреве блока до 150-180°C для установки гильзы важно контролировать равномерность прогрева во избежание локальных напряжений. Шероховатость поверхности гнезда Ra 0,8-1,6 мкм обязательна для сохранения теплопроводности после запрессовки.
Технологические особенности

Подготовка посадочных мест:
- Финишная расточка выполняется алмазным инструментом с минимальным припуском (0,05-0,1 мм)
- Обязательна хонинговальная обработка для создания равномерной сетки микронеровностей
- При сухом гильзовании применяется посадка с натягом 0,03-0,05 мм на диаметр
Контроль качества:
- Измерение твёрдости стенок блока до/после обработки
- Проверка соосности цилиндров индикаторным нутромером
- Ультразвуковой контроль толщины перемычек между гильзами
| Параметр | Сухое гильзование | Мокрое гильзование |
|---|---|---|
| Требуемая шероховатость | Ra 1,2-1,6 мкм | Ra 0,8-1,0 мкм |
| Допуск цилиндричности | 0,008 мм | 0,005 мм |
| Температура монтажа | Нагрев блока +180°C | Охлаждение гильзы -50°C |
Фиксация гильз: Верхний буртик обрабатывается под развальцовку на 0,1-0,2 мм, исключающую смещение при тепловых нагрузках. Для блоков с тонкими стенками применяется клеевая фиксация термостойкими составами на основе эпоксидных смол.
Список источников
Статья основана на технической документации и специализированной литературе, посвящённой ремонту двигателей внутреннего сгорания. Ключевые источники включают руководства по эксплуатации, инженерные справочники и исследования в области авторемонта, обеспечивающие достоверное описание технологии гильзования.
Для раскрытия практических аспектов процесса использовались материалы производителей оборудования, нормативы по допускам и посадкам, а также экспертные публикации о современных методах восстановления блоков цилиндров. Особое внимание уделено стандартизированным процедурам и типовым решениям для различных типов ДВС.
Литература и материалы
- Технические руководства производителей двигателей (Volkswagen, Cummins, ЯМЗ) по капитальному ремонту силовых агрегатов
- Справочники по ремонту автомобильных двигателей под редакцией В.А. Рогожина
- ГОСТы и отраслевые стандарты на гильзы цилиндров и ремонтные размеры
- Каталоги оборудования для расточки и хонингования (Sunnen, AMC-Schou)
- Научные статьи из журналов "Двигателестроение" и "Автосервис"
- Патентная документация на методы фиксации гильз
- Материалы технических семинаров CENTRA (Германия) по ремонту ДВС
- Проектирование и расчёт автотракторных двигателей (И.М. Ленин)