Иридиевые свечи - лучше искра, дольше служат
Статья обновлена: 28.02.2026
Свечи зажигания критически важны для эффективной работы бензинового двигателя. Они отвечают за воспламенение топливовоздушной смеси в цилиндрах.
Иридиевые свечи представляют собой технологический прорыв в этой области. Вместо традиционного никелевого или платинового центрального электрода они используют сверхтонкий электрод из редкого и тугоплавкого металла – иридия.
Эта конструкция обеспечивает целый ряд существенных преимуществ. Главные из них – исключительная долговечность и повышенная надежность искрообразования даже в экстремальных условиях.
Высокая стоимость иридиевых свечей полностью оправдана их эксплуатационными характеристиками. Они становятся стандартом для современных высокофорсированных и экономичных двигателей.
Основной состав центрального электрода в иридиевых моделях
Центральный электрод в иридиевых свечах зажигания преимущественно состоит из иридия – металла платиновой группы. Этот элемент составляет основу электрода, формируя его рабочую часть. Концентрация иридия в сплаве достигает 95-98%, обеспечивая исключительную термостойкость и минимальную эрозию.
Для усиления эксплуатационных характеристик к иридию добавляют легирующие элементы. Чаще всего применяют родий (Rh) или рутений (Ru) в пропорции 2-5%. Данные добавки повышают коррозионную устойчивость и снижают склонность к окислению при экстремальных температурах камеры сгорания.
Ключевые компоненты сплава
- Иридий (Ir): Базовый элемент (95-98%). Обеспечивает температуру плавления ~2450°C и твердость.
- Родий (Rh): Основная добавка (2-5%). Увеличивает стойкость к электрохимической коррозии.
- Рутений (Ru): Альтернативная добавка. Снижает коэффициент теплового расширения.
| Элемент | Доля (%) | Функция |
|---|---|---|
| Иридий (Ir) | 95-98 | Термостойкость, износостойкость |
| Родий (Rh) | 2-5 | Антикоррозийная защита |
| Рутений (Ru) | 0-3 | Стабилизация структуры |
Микроскопический диаметр электрода (0.4-0.6 мм) требует применения только тугоплавких металлов. Иридиевый сплав сохраняет стабильность искрообразования даже при длительном воздействии температур до 1000°C. Сопротивление эрозии в 8 раз превышает показатели стандартных никелевых электродов.
Технология наплавки иридия на медный сердечник электрода сочетает высокую теплопроводность меди с износостойкостью сплава. Напыление наносится лазерной сваркой, что гарантирует монолитную структуру без воздушных включений.
Диаметр центрального электрода: 0.4-0.6 мм против стандартных решений
Сокращение диаметра центрального электрода до 0.4-0.6 мм принципиально меняет процесс искрообразования. Концентрация энергии на минимальной площади острого наконечника создаёт высокую напряжённость электрического поля. Это гарантирует стабильную искру даже при экстремальных условиях: низком напряжении в бортовой сети, обеднённой топливной смеси или повышенном давлении в цилиндрах. Улучшенное воспламенение напрямую влияет на полноту сгорания топлива.
В сравнении со стандартными никелевыми свечами (диаметр электрода 2.5 мм) иридиевые аналоги демонстрируют не только превосходство в эффективности поджига, но и исключительную долговечность. Тонкий электрод из иридиевого сплава выдерживает температуры до 2500°C и обладает повышенной стойкостью к электроэрозии. Это позволяет сохранять геометрию острия на протяжении 100-150 тыс. км пробега, тогда как классические электроды подвержены заметному износу уже после 30 тыс. км.
Ключевые отличия в характеристиках
| Параметр | Иридиевые свечи (0.4-0.6 мм) | Стандартные свечи (2.5 мм) |
|---|---|---|
| Требуемое напряжение | На 15-20% ниже | Высокое |
| Стабильность искры | При критичных давлениях и составе смеси | Снижается в экстремальных условиях |
| Температурная стойкость | До 2500°C (иридиевый сплав) | До 1500°C (никелевый сплав) |
| Ресурс | 100-150 тыс. км | 25-35 тыс. км |
Эксплуатационные преимущества тонкоэлектродных решений подтверждаются:
- Сниженным расходом топлива (до 5-7% за счёт оптимизации горения)
- Улучшенной динамикой холодного пуска двигателя
- Минимизацией пропусков зажигания на высоких оборотах
Принцип работы тонкого электрода для эффективного искрообразования
Толщина центрального электрода напрямую определяет напряжение, необходимое для пробоя искрового промежутка. Тонкий электрод диаметром 0.4–0.6 мм концентрирует электрическое поле на минимальной площади своей поверхности. Это создаёт высокую напряжённость поля даже при низком напряжении, облегчая ионизацию топливно-воздушной смеси и формирование искрового канала. Уменьшение диаметра снижает требуемое напряжение на 15–20% по сравнению с традиционными электродами.
Концентрация энергии на острие тонкого электрода обеспечивает стабильную инициацию искры без рассеивания. Меньшая площадь поверхности сокращает теплопотери в начальной фазе разряда, гарантируя интенсивное ядро искры. Иридиевое исполнение критически важно: тугоплавкость (температура плавления >2400°C) и экстремальная стойкость к эрозии сохраняют геометрию острия неизменной. Это предотвращает рост искрового зазора и потерю фокусировки поля в течение всего срока службы.
Ключевые эффекты тонкой конструкции
- Снижение требований к напряжению: катушка зажигания работает в щадящем режиме.
- Стабильность воспламенения: чёткая искра при низких оборотах и обеднённой смеси.
- Минимизация залипания: уменьшенная площадь контакта с нагаром.
| Параметр | Обычный электрод (Ni) | Тонкий иридиевый |
| Диаметр центрального электрода | 2.5 мм | 0.4–0.6 мм |
| Напряжение пробоя | 18–25 кВ | 14–18 кВ |
| Скорость эрозии | Высокая | Сверхнизкая |
Эффективность усиливается за счёт сочетания малого диаметра с благородным металлом: иридий обеспечивает механическую прочность микроскопического острия, а фокусировка энергии ускоряет воспламенение. Результат – полное сгорание топлива даже в экстремальных условиях.
Технология лазерной сварки компонентов свечного узла
Лазерная сварка обеспечивает прецизионное соединение иридиевого наконечника центрального электрода с медным сердечником или приваривание бокового электрода к корпусу свечи. Процесс использует концентрированный световой луч высокой мощности, который локально расплавляет металл в строго контролируемой зоне без значительного теплового воздействия на соседние элементы конструкции.
Ключевым преимуществом технологии является минимальная зона термического влияния, что исключает перегрев и деформацию керамического изолятора и других термочувствительных компонентов свечи. Скорость сварки достигает сотен миллиметров в секунду, обеспечивая высокую производительность при сохранении стабильного качества соединения.
Особенности процесса и контроль качества
Для сварки применяются импульсные или непрерывные волоконные лазеры с длиной волны 1070 нм. Параметры регулируются с микронной точностью:
- Мощность луча: 0.5–5 кВт
- Фокусное пятно: 0.1–0.5 мм
- Длительность импульса: 1–20 мс
Системы видеомониторинга в реальном времени отслеживают:
- Положение электрода относительно луча
- Геометрию сварочной ванны
- Наличие брызг металла
Автоматизированный контроль прочности соединения осуществляется методом ультразвуковой дефектоскопии и нагрузочными испытаниями на сдвиг. Требования к сварному шву включают:
| Глубина проплавления | ≥0.3 мм |
| Твердость в зоне сплавления | ≥80% от основного металла |
| Сопротивление разрыву | ≥500 МПа |
Пыле- и газозащитные камеры с контролем атмосферы (аргон/азот) предотвращают окисление иридия при температуре плавления (2466°C). Для компенсации тепловой деформации разнородных материалов применяется алгоритм предварительного смещения электродов на 5–15 мкм относительно номинального положения.
Термостойкость иридия: предельные температуры эксплуатации
Иридий обладает экстремальной термостойкостью благодаря температуре плавления 2466°C – одной из самых высоких среди металлов. В свечах зажигания это позволяет центральному электроду выдерживать пиковые температуры камеры сгорания, достигающие 2000-2500°C при детонации. Критически важна способность иридия сохранять структурную целостность без оплавления или эрозии в таких условиях.
Практический предел эксплуатации иридиевых электродов в двигателях составляет 1100-1200°C непрерывного воздействия, что на 300-400°C выше возможностей платиновых аналогов. Эта характеристика обеспечивает стабильность искрового промежутка при экстремальных нагрузках: форсированных режимах, турбонаддуве или бедных топливных смесях, где обычные электроды подвержены ускоренному износу.
Сравнение термостойкости материалов
| Материал | Температура плавления (°C) | Макс. рабочая температура (°C) |
|---|---|---|
| Иридий | 2466 | 1100-1200 |
| Платина | 1768 | 800-900 |
| Никелевый сплав | 1400-1450 | 600-700 |
Ключевые преимущества термостойкости:
- Устойчивость к тепловому растрескиванию керамического изолятора вокруг электрода
- Минимизация коррозии при контакте с агрессивными продуктами сгорания
- Сохранение геометрии микроэлектрода (0.4-0.6 мм) на весь срок службы
Ограничивающим фактором выступает не сам иридий, а термостойкость сопряженных материалов: керамического изолятора (до 1200°C) и корпусной стали (до 900°C). При превышении 1300°C начинается необратимая деградация изолятора, что определяет фактический температурный потолок для любых премиальных свечей.
Уменьшение эффекта гашения искры на высоких оборотах
Ключевым фактором минимизации гашения искры при высоких оборотах двигателя является конструкция центрального электрода иридиевых свечей. Его экстремально тонкий наконечник (часто всего 0.4-0.6 мм) создает высокую концентрацию электрического поля в точке возникновения искры. Это позволяет формировать мощную, сфокусированную искру даже при значительно сниженном напряжении пробоя по сравнению с традиционными никелевыми или платиновыми свечами с более толстыми электродами.
Эта концентрированная искра обладает высокой энергией в малом объеме и значительно меньшей площадью контакта с относительно холодной топливно-воздушной смесью, окружающей электрод в момент зажигания. Следовательно, ей требуется меньше времени на формирование и она гораздо меньше подвержена охлаждению и гашению молекулами несгоревшего топлива или остатками отработавших газов, которые могут присутствовать в зазоре между электродами на высоких скоростях работы двигателя.
Дополнительные конструктивные особенности
Производители усиливают этот эффект через:
- Оптимизированную форму бокового электрода: Часто используется тонкий электрод с U-образной или V-образной насечкой. Это еще больше снижает эффект "затенения" искры и улучшает доступ свежей смеси к зоне горения.
- Точный искровой зазор: Уменьшенный и стабильный зазор требует меньшего напряжения для пробоя, что также способствует стабильности искрообразования на высоких оборотах.
- Исключительную термостойкость иридия: Высокая температура плавления иридия (около 2450°C) и его сплавов предотвращает эрозию тонкого наконечника даже при экстремальных термических нагрузках, характерных для высокооборотных режимов. Это гарантирует долговременную стабильность характеристик искры.
Сравнение ключевых аспектов влияющих на гашение искры:
| Параметр | Иридиевые свечи | Стандартные Никелевые Свечи |
|---|---|---|
| Диаметр центрального электрода | 0.4 - 0.6 мм | 2.5 мм |
| Напряжение пробоя | Значительно ниже | Выше |
| Концентрация энергии искры | Высокая | Средняя/Низкая |
| Устойчивость к гашению | Очень высокая | Средняя/Низкая |
| Стабильность зазора | Высокая (благодаря износостойкости) | Снижается со временем |
В результате совокупного действия этих факторов – тонкого центрального электрода, оптимизированного бокового электрода, точного зазора и термостабильности – иридиевые свечи обеспечивают:
- Надежное искрообразование при каждом такте сжатия даже на предельно высоких оборотах двигателя.
- Минимальные пропуски воспламенения под нагрузкой.
- Стабильную работу двигателя и полную реализацию мощности на всех режимах.
- Улучшенную топливную экономичность за счет более полного сгорания смеси.
Особенности завода-изготовителя: DENSO vs NGK
DENSO фокусируется на прецизионной лазерной сварке иридиевого электрода с платиновым наконечником на заземляющем элементе, что обеспечивает стабильный искровой зазор и повышенную износостойкость. Технология Twin Tip исключает регулировку зазора, сокращая производственные этапы. Автоматизированные линии в Японии и Таиланде гарантируют минимальный допуск отклонений (±0.05 мм), а контроль качества включает 100% рентгеновскую проверку керамических изоляторов.
NGK применяет метод лазерного напыления иридия на центральный электрод с последующей плазменной полировкой, оптимизируя форму искры. Уникальность – запатентованный керамический резистор из оксида алюминия, снижающий радиопомехи на 60%. Производство в Германии и США использует роботизированную сборку с датчиками компьютерного зрения для отслеживания микротрещин. Система отслеживания партии (batch-tracking) позволяет идентифицировать каждую свечу по штрих-коду.
Сравнение критичных параметров

| Параметр | DENSO | NGK |
| Толщина центрального электрода | 0.4 мм | 0.6 мм |
| Заявленный ресурс | 120 000 км | 100 000 км |
| Допуск по калильному числу | ±5°C | ±7°C |
| Температурный диапазон керамики | до 1200°C | до 1100°C |
Ключевые различия в технологиях:
- DENSO: U-образная канавка заземляющего электрода концентрирует искру, сокращая требуемое напряжение на 15%
- NGK: V-образная насечка на центральном электроде создает "растянутую" искру для полного сгорания топливной смеси
Контроль качества: Оба производителя используют ультразвуковую очистку компонентов, но DENSO дополнительно применяет криогенную обработку металлических частей для снятия внутренних напряжений. NGK внедрил систему термоциклических испытаний (500 циклов нагрев/охлаждение) для проверки керамических изоляторов.
Обозначения маркировки свечей для правильной идентификации
Маркировка иридиевых свечей содержит стандартизированные коды, указывающие на ключевые технические параметры. Эти обозначения наносятся на изолятор или корпус изделия и позволяют точно определить совместимость с двигателем конкретного автомобиля. Расшифровка кодов обязательна при подборе аналогов или замене.
Производители используют уникальные системы обозначений, но большинство кодов включает информацию о диаметре резьбы, калильном числе, длине резьбовой части и конструктивных особенностях. Отсутствие единого мирового стандарта требует внимательного изучения маркировки бренда.
Основные элементы маркировки
- Диаметр резьбы (например: M8, M10, M12)
- Калильное число (обозначается цифрами: 14, 16, 20, 22)
- Длина резьбы (в мм: 19, 25, 26.5)
- Тип электродного материала (Iridium - I, Platinum - P)
- Конструкция электродов (V-образный паз, боковой электрод)
| Пример маркировки | Расшифровка |
|---|---|
| BKR6EIX-11 | Резьба M14×1.25, калильное число 6, иридиевый центральный электрод, зазор 1.1 мм |
| LFR6AIX-11 | Резьба M14×1.25, калильное число 6, иридиевый наконечник, зазор 1.1 мм |
| SILZKFR8D7S | Резьба M12×1.25, калильное число 8, платиновые боковые электроды, иридиевый центр |
Символы после дефиса обычно указывают величину зазора (например: -11 = 1.1 мм). Буквенные индексы обозначают специальные исполнения: R – резистор, E – V-образный паз на электроде. При замене обязательно сверяйте полную маркировку, включая дополнительные символы.
Расшифровка кодов производителей на корпусе изделий
Маркировка на корпусе иридиевых свечей содержит критически важную информацию о технических характеристиках и совместимости. Производители используют уникальные системы кодирования, где каждый символ обозначает конкретный параметр: калильное число, размер резьбы, длину юбки, тип электродного материала и особенности конструкции. Отсутствие единого стандарта усложняет расшифровку – системы NGK, Denso, Bosch и других брендов существенно различаются.
Первый символ кода обычно указывает на диаметр резьбы и шаг (например, "B" у Denso для M14x1.25). Последующие цифры и буквы последовательно раскрывают тепловую характеристику (чем выше число, тем "холоднее" свеча), длину резьбовой части, наличие выступающего или конического теплоотвода, материал центрального электрода ("I" – иридий) и конструкцию бокового электрода. Отдельные символы могут обозначать специальные модификации: V-образные канавки, платиновое напыление или антикоррозионное покрытие.
Ключевые элементы маркировки
- Тепловой диапазон: Цифровой индекс (например, "7" в NGK IFR7G-11K) – определяет скорость отвода тепла от изолятора.
- Тип резьбы: Буквенно-цифровое обозначение (PBR5A-11 у Denso – "P"=M14x1.25).
- Длина юбки: Символы "L" (длинная), "H" (с резьбой под ключ) или отсутствие маркера (стандарт).
- Электродные материалы: "I" – иридий центральный, "P" – платина на боковом, "V" – платиновый наконечник.
| Бренд | Пример кода | Расшифровка |
|---|---|---|
| NGK | ILZKR7B-11 | I=Иридий, L=Длинная юбка, Z=Выступающий изолятор, K=Коническое седло, R=Резистор, 7=Тепловой режим, B=Диаметр резьбы 14мм, 11=Зазор 1.1мм |
| Denso | VK20PR-U11 | V=Платиновый наконечник, K=М14x1.25, 20=Тепловой режим, P=Проекция изолятора, R=Резистор, U=U-образная канавка, 11=Зазор 1.1мм |
Отдельные специальные символы указывают на технологические особенности: "S" у Bosch (Super performance), "L" у Champion (свинцовая защита), "G" у NGK (палладиевое покрытие бокового электрода). Для точной идентификации обязательно сверяйтесь с каталогами производителя, так как идентичные символы у разных брендов могут трактоваться противоположно (например, тепловое число "40" у Bosch холоднее "20", тогда как у Denso зависимость обратная).
Калильное число иридия: таблицы соответствия двигателям
Калильное число (КЧ) определяет тепловую характеристику свечи зажигания, показывая её способность отводить тепло от изолятора центрального электрода. Для иридиевых свечей это значение критически важно, так как влияет на предотвращение калильного зажигания (при слишком "горячей" свече) или загрязнения сажей (при слишком "холодной"). Иридиевые свечи работают эффективно только в строго заданном тепловом диапазоне.
Производители указывают КЧ в маркировке (например, DENSO: чем выше цифра после "I", тем "холоднее" свеча – IKH16 "горячее" IKH22; NGK: цифры 2-12, где выше число = "холоднее"). Неправильный подбор ведёт к детонации, снижению мощности или ускоренному износу двигателя. Точное соответствие модели двигателя и КЧ иридиевой свечи всегда указано в спецификациях автопроизводителя.
Примерное соответствие КЧ иридиевых свечей маркам двигателей

| Марка двигателя | Рекомендуемое калильное число (DENSO) | Рекомендуемое калильное число (NGK) |
|---|---|---|
| ВАЗ 2110-2112 (1.5L) | 16 (IKH16) | 6 (BKR6EIX) |
| Toyota 1NZ-FE (1.5L) | 20 (IKH20) | 7 (IXEH22TT) |
| VW EA888 (2.0L TSI) | 22 (IKH22) | 8 (R7437-8) |
| BMW N52 (3.0L) | 22 (IKH22) | 8 (LZFR6AIX-11) |
| Honda K20A (2.0L) | 20 (IKH20) | 7 (IZFR7K-11S) |
Важные аспекты подбора:
- Турбированные двигатели обычно требуют более "холодных" свечей (высокое КЧ: 20-24 у DENSO, 7-9 у NGK).
- Городской режим эксплуатации (частые короткие поездки) предпочтительнее с чуть более "горячими" свечами.
- Газобаллонное оборудование (ГБО) требует снижения КЧ на 1-2 единицы по сравнению с бензиновыми рекомендациями.
- Модификации двигателя (чип-тюнинг, увеличение степени сжатия) часто требуют перехода на более "холодные" свечи.
Перед покупкой свечей обязательно сверяйтесь с официальными каталогами производителей (DENSO, NGK, Bosch) или руководством по ремонту автомобиля. Использование аналогов с несоответствующим КЧ аннулирует преимущества иридиевых свечей и может повредить двигатель.
Методика подбора свечи по VIN-коду транспортного средства
VIN-код (Vehicle Identification Number) содержит уникальную информацию о технических характеристиках автомобиля, включая параметры двигателя. Этот 17-значный идентификатор позволяет точно определить оригинальные каталожные номера запчастей, рекомендованные производителем. Для подбора иридиевых свечей зажигания VIN является наиболее надежным источником данных, исключающим ошибки, связанные с модификациями двигателя или рынком поставки.
Процесс подбора через VIN осуществляется через электронные каталоги производителей автозапчастей или официальные сервисные базы данных. Система расшифровывает код, идентифицирует модель двигателя и его спецификацию, после чего предоставляет точный перечень совместимых иридиевых свечей. Критически важно вводить VIN без опечаток и использовать актуальные каталоги, так как конструктивные изменения двигателя даже в рамках одного модельного года могут требовать разных свечей.
Алгоритм действий при подборе

- Найти VIN-код: Расположен в свидетельстве о регистрации, на шасси (под лобовым стеклом со стороны водителя) или стойке двери.
- Использовать специализированный ресурс:
- Онлайн-каталоги производителей свечей (NGK, Denso, Bosch)
- Базы данных крупных автозапчастей (Exist, AutoDoc, OEM-порталы)
- Официальные дилерские системы
- Ввести VIN в поисковое поле: Система автоматически определит параметры двигателя.
- Выбрать категорию "Свечи зажигания": В результатах поиска отобразятся рекомендованные иридиевые модели с каталожными номерами.
| Преимущества метода | Риски игнорирования VIN |
|---|---|
| Точное соответствие калильному числу и размерным параметрам | Неправильный зазор или длина резьбы |
| Учет всех модификаций двигателя | Риск механического повреждения поршневой группы |
| Совместимость с электронной системой управления | Ошибки ECU, пропуски зажигания |
Важно: При отсутствии VIN (например, у раритетных авто) подбор ведется по полным данным двигателя: модель, объем, год выпуска, код силового агрегата (указан на блоке цилиндров). Для иридиевых свечей критичен точный тепловой эквивалент оригинальной детали – отклонения приводят к перегреву или нагарообразованию.
Ключевые преимущества перед медно-никелевыми аналогами
Иридиевые свечи обеспечивают повышенную эффективность воспламенения благодаря минимальному диаметру центрального электрода (0,4-0,6 мм против 2,5 мм у медно-никелевых). Это концентрирует искру, снижая требуемое напряжение и гарантируя стабильное горение даже при обеднённой топливной смеси или низком давлении.
Экстремальная тугоплавкость иридиевого сплава (температура плавления ~2450°C) многократно повышает ресурс – до 100-150 тыс. км против 20-30 тыс. км у аналогов. Тонкий электрод меньше отбирает тепла от искры, что полностью исключает калильное зажигание и сокращает нагар даже в тяжёлых условиях эксплуатации.
Дополнительные эксплуатационные выгоды
- Экономия топлива: Полное сгорание смеси снижает расход на 5-7%.
- Динамика разгона: Улучшенное воспламенение повышает приёмистость двигателя.
- Стабильность ХХ: Отсутствие пропусков зажигания на низких оборотах.
| Критерий | Иридиевые | Медь-Никель |
| Толщина центрального электрода | 0,4-0,6 мм | 2,5 мм |
| Ресурс | 100-150 тыс. км | 20-30 тыс. км |
| Требуемое напряжение | ↓ На 20-25% | Стандартное |
Важно: Технология оптимальна для современных двигателей с высоким КПД, но требует соответствия допускам производителя авто. Несовместимость может нивелировать преимущества.
Снижение порога воспламенения бедных топливных смесей
Использование иридия в центральном электроде свечи зажигания кардинально улучшает воспламенение обеднённых смесей. Минимальный диаметр иридиевого наконечника (0.4-0.6 мм против 2.5 мм у стандартных никелевых свечей) концентрирует энергию искры на микроскопической площади, создавая высокую температуру в точке воспламенения.
Эта температурная фокусировка преодолевает главную проблему бедных смесей – низкую скорость горения и риск пропусков зажигания. Иридий выдерживает экстремальные термические нагрузки (температура плавления 2466°C), сохраняя стабильность искрообразования даже при соотношении воздух/топливо до 20:1, где обычные электроды теряют эффективность.
Механизмы улучшения воспламенения
- Снижение потерь тепла: Малый объём электрода поглощает меньше энергии искры.
- Повышение электрического поля: Острая кромка наконечника усиливает напряжённость поля, облегчая пробой.
- Стабильность калильного числа: Отсутствие эрозии электрода сохраняет исходные параметры на протяжении всего срока службы.
| Параметр | Никелевые свечи | Иридиевые свечи |
|---|---|---|
| Минимальное соотношение воздух/топливо | 16.5:1 | 20:1 |
| Требуемое напряжение искры | ↑ на 15-20% | ↓ на 5-7% |
| Устойчивость к пропускам зажигания | Низкая | Высокая |
Эффект проявляется в экстремальных режимах: при резком ускорении с низких оборотов, работе двигателя с EGR высокой производительности или обеднении смеси для экономии топлива. Тонкий иридиевый электрод минимизирует "гашение" пламени, обеспечивая полноценное сгорание.
Технология особенно критична для современных двигателей с турбонаддувом, прямым впрыском и гибридными системами, где работа на сверхбедных смесях – ключевой метод снижения расхода и токсичности выхлопа. Без иридиевых свечей стабильность таких режимов недостижима.
Устойчивость к коррозии в агрессивной камере сгорания
Основное преимущество иридиевых свечей зажигания в условиях камеры сгорания заключается в исключительной коррозионной стойкости центрального электрода, изготовленного из иридиевого сплава. Камера сгорания представляет собой крайне агрессивную среду: высокие температуры (до 2500°C и более в зоне искрообразования), высокое давление, присутствие агрессивных химических соединений (оксидов азота, серы, несгоревших углеводородов, водяного пара) и продуктов сгорания топливно-воздушной смеси. Эти факторы в совокупности вызывают интенсивную химическую и термическую коррозию, а также эрозию (механический износ) материалов электродов обычных свечей.
Иридий, как драгоценный металл платиновой группы, обладает уникальным набором физико-химических свойств, обеспечивающих его превосходство в таких условиях. Его чрезвычайно высокая температура плавления (около 2450°C) гарантирует сохранение структурной целостности электрода даже при экстремальных тепловых нагрузках. Наиболее же критичным является выдающаяся химическая инертность иридия. Он демонстрирует крайне низкую реакционную способность по отношению к большинству агрессивных компонентов, присутствующих в камере сгорания, особенно к окислению и воздействию кислот, образующихся при сгорании топлива (особенно сернистого) и конденсации паров воды.
Ключевые аспекты устойчивости иридиевого электрода
Устойчивость иридия к коррозии проявляется в нескольких ключевых аспектах:
- Стойкость к окислению: Иридий образует очень тонкий, плотный и химически стабильный слой оксида на своей поверхности даже при высоких температурах. Этот слой служит эффективным барьером, предотвращающим дальнейшее проникновение кислорода и агрессивных газов вглубь металла, в отличие от никеля или даже платины, которые могут окисляться более интенсивно.
- Устойчивость к кислотной коррозии: Продукты сгорания, особенно при использовании топлива с примесями серы или при работе в неоптимальных режимах (богатая смесь, низкие температуры), могут образовывать серную, азотную или угольную кислоты. Иридий обладает высокой коррозионной стойкостью в кислых средах, значительно превосходя по этому параметру традиционные материалы электродов.
- Низкая скорость эрозии: Химическая инертность напрямую связана с низкой скоростью эрозии материала электрода. Искра, проскакивающая между электродами, неизбежно вызывает микроскопическое испарение и выкрашивание частиц металла. Устойчивость иридия к химическим реакциям замедляет этот процесс износа.
- "Самозащита" при перегреве: В случаях локального перегрева электрода, который может возникнуть при детонации или калильном зажигании, иридий в меньшей степени склонен к оплавлению края или образованию каверн по сравнению с никелем или платиной, сохраняя свою форму и зазор.
Сравнение коррозионной стойкости материалов электродов:
| Материал | Температура плавления (°C) | Стойкость к окислению | Стойкость к кислотам | Скорость эрозии |
|---|---|---|---|---|
| Никель (обычный электрод) | ~1455 | Средняя/Низкая | Низкая | Высокая |
| Платина (платиновые свечи) | ~1768 | Высокая | Хорошая | Средняя/Низкая |
| Иридий (иридиевые свечи) | ~2450 | Очень высокая | Очень высокая | Очень низкая |
В результате этой выдающейся устойчивости к коррозии и эрозии в агрессивной среде камеры сгорания, тонкий иридиевый центральный электрод способен сохранять свою первоначальную геометрию и острые кромки на протяжении десятков тысяч километров пробега. Это обеспечивает стабильный, предсказуемый искровой зазор, что является фундаментальным условием для надежного воспламенения смеси, оптимальной работы двигателя и, как следствие, значительного увеличения интервала замены свечей зажигания по сравнению со свечами на основе никеля или платины.
Заявленный производителями ресурс работы в километрах
Производители иридиевых свечей указывают ресурс в километрах пробега, основываясь на лабораторных испытаниях и моделировании типичных условий эксплуатации. Эти цифры отражают прогнозируемый срок службы до критического износа центрального электрода или потери заявленных характеристик.
Заявленный ресурс существенно варьируется между брендами: от стандартных 60-80 тыс. км у базовых моделей до 100-150 тыс. км у премиальных линеек. Рекордные показатели в 180-200 тыс. км декларируются для свечей с комбинированными технологиями (например, иридий + платина на боковом электроде).
Факторы, влияющие на реальный ресурс
- Качество топлива: низкооктановый бензин или примеси ускоряют эрозию электродов
- Стиль вождения: постоянная езда на высоких оборотах сокращает срок службы
- Состояние двигателя: масляный нагар при износе ЦПГ снижает эффективность
- Электрооборудование: неисправности катушек зажигания вызывают пропуски воспламенения
| Бренд | Тип свечи | Заявленный ресурс (км) |
|---|---|---|
| NGK | Laser Iridium | 100 000 - 120 000 |
| Denso | Iridium Tough | 120 000 - 150 000 |
| Bosch | Iridium | 80 000 - 100 000 |
Производители подчеркивают: указанные цифры актуальны только при соблюдении рекомендованных интервалов ТО и использовании качественного топлива. Реальный пробег до замены может отличаться на 20-30% в зависимости от эксплуатационных факторов.
Факторы реального сокращения межзаменного интервала
Несмотря на заявленный производителями ресурс иридиевых свечей (часто 80-120 тыс. км), фактический межзаменный интервал нередко сокращается в 1.5-2 раза. Основная причина – эксплуатационные условия, не соответствующие идеальным требованиям для работы таких свечей. Высокоточные иридиевые электроды критично реагируют на отклонения в составе топлива, качестве воздушно-топливной смеси и стабильности искрообразования.
Дополнительным негативным фактором выступает интенсивность использования автомобиля. При частых коротких поездках двигатель не успевает выходить на оптимальный температурный режим, что провоцирует усиленное образование нагара на изоляторе и электродах. Этот нагар создает утечки тока, снижая мощность искры и нарушая стабильность воспламенения.
Ключевые причины преждевременного выхода из строя
Конкретные факторы, ускоряющие необходимость замены:
- Низкокачественное топливо: Присадки и примеси в бензине вызывают:
- Образование токопроводящего налета на изоляторе
- Коррозию электродов (особенно бокового)
- Изменение калильного числа отложений
- Проблемы системы зажигания:
- Износ катушек зажигания (снижение напряжения)
- Поврежденные высоковольтные провода (утечки тока)
- Дисбаланс топливовоздушной смеси:
- Переобогащение (сажа, замасливание электродов)
- Переобеднение (калильное зажигание, оплавление электрода)
- Механические проблемы двигателя:
- Износ маслосъемных колпачков (попадание масла в камеру сгорания)
- Подсос воздуха (неучтенный кислород, бедная смесь)
- Высокая картерная вентиляция (закоксовывание)
Важно: Диагностика должна включать проверку не только свечей, но и смежных систем. Замена без устранения первопричины даст лишь временный эффект.
Проверка качества контакта высоковольтных проводов
Качество контакта высоковольтных проводов в свечных колодцах критически важно для стабильной работы иридиевых свечей зажигания. Плохой контакт приводит к увеличению переходного сопротивления, падению напряжения на пути к свече и, как следствие, к ослаблению искры, пропускам воспламенения, повышенному расходу топлива и потере мощности двигателя.
Нарушение контакта часто вызвано окислением металлических элементов как в наконечнике провода, так и в контактном гнезде самой свечи, коррозией, подгоранием, механическим повреждением (трещины, переломы) или ослаблением фиксации провода в колодце. Регулярная проверка состояния контактов – обязательная часть обслуживания системы зажигания, особенно при использовании высокоэффективных иридиевых свечей.
Методы проверки контактов
Основные методы контроля качества контакта высоковольтных проводов включают визуальный осмотр и инструментальную диагностику:
- Визуальный осмотр:
- Тщательно осмотрите наконечники проводов, вставляемые в свечные колодцы, на предмет окисления, подгорания, коррозии или механических повреждений (трещины, надломы).
- Проверьте целостность резиновых уплотнителей и изоляции вблизи наконечников.
- Убедитесь, что провод плотно и до упора вставлен в свечной колодец. Попробуйте слегка подергать провод – не должно быть люфта.
- Проверка надежности посадки и контакта:
- При работающем двигателе (осторожно!) можно использовать диэлектрические перчатки или специальный изолированный инструмент, чтобы слегка пошевелить каждый провод в месте его соединения со свечой. Если при этом работа двигателя меняется (появляются пропуски зажигания, троение), это явный признак плохого контакта в этом цилиндре.
- Измерение сопротивления проводов:
- Используйте мультиметр в режиме измерения сопротивления (Омы).
- Отсоедините провод с обоих концов (от катушки зажигания/распределителя и от свечи).
- Подключите щупы мультиметра к металлическим наконечникам провода.
- Измеренное омическое сопротивление должно соответствовать значению, указанному производителем провода (обычно в пределах 3-20 кОм на метр длины, точное значение смотрите в спецификации). Важно: Сопротивление должно быть стабильным, без "провалов" при сгибании провода.
| Признак проблемы | Метод проверки |
|---|---|
| Окисление, коррозия контактов | Визуальный осмотр наконечников провода и контактного гнезда свечи |
| Механическое повреждение провода/наконечника | Визуальный осмотр, проверка на переломы, трещины |
| Ненадежная фиксация провода | Проверка плотности посадки, отсутствия люфта |
| Обрыв или критическое увеличение сопротивления токоведущей жилы | Измерение омического сопротивления мультиметром |
| Пробой изоляции | Визуальный осмотр в темноте на предмет искрения, использование специального стенда |
Обнаружение любых дефектов проводов (повреждение изоляции, повышенное/бесконечное сопротивление, плохой контакт в наконечнике) требует их немедленной замены. Использование неисправных проводов сведет на нет преимущества иридиевых свечей и может привести к повреждению катушек зажигания или ЭБУ двигателя из-за пробоя высокого напряжения.
Регламент момента затяжки при установке
Корректный момент затяжки критичен для герметизации камеры сгорания и эффективного отвода тепла от свечи в головку блока цилиндров. Превышение усилия приводит к деформации корпуса свечи, повреждению резьбы ГБЦ или керамического изолятора, а недостаточная затяжка вызывает прорыв газов, перегрев электродов и калильное зажигание.
Производители иридиевых свечей указывают точные значения момента затяжки в технической документации, которые отличаются от стандартных свечей из-за особенностей конструкции и материалов. Использование динамометрического ключа – обязательное требование, так как "на глаз" или по ощущению невозможно обеспечить необходимую точность.
Ключевые аспекты применения момента затяжки

Рекомендуемые значения зависят от:
- Диаметра резьбы (M10, M12, M14)
- Шага резьбы (1.0 мм, 1.25 мм)
- Материала ГБЦ (алюминий/чугун)
- Типа уплотнения (коническое/плоское)
Примерные значения момента затяжки для конического уплотнения:
| Диаметр резьбы | Алюминиевая ГБЦ (Нм) | Чугунная ГБЦ (Нм) |
|---|---|---|
| M12x1.25 | 15-22 | 25-30 |
| M14x1.25 | 25-30 | 35-40 |
Порядок действий при установке:
- Очистить резьбовые отверстия в ГБЦ специнструментом
- Вкрутить свечу вручную до упора (без усилий!)
- Затянуть динамометрическим ключом до значения, указанного в спецификации свечи
- Для новых свечей с плоским уплотнением добавить ½ оборота после ручной посадки
- Для бывших в употреблении свечей – не более ¼ оборота после касания
Важно: Запрещается использовать масло или смазку на резьбе свечи, если это прямо не предписано производителем двигателя. При замене свечей всегда сверяйтесь с мануалом автомобиля – требования автопроизводителя имеют приоритет над общими рекомендациями.
Использование динамометрического ключа: нюансы контроля усилия
При установке иридиевых свечей критически важен точный момент затяжки, указанный производителем двигателя. Превышение усилия деформирует тонкий центральный электрод или корпус свечи, что нарушает искрообразование и теплоотвод. Недостаточная затяжка провоцирует прорыв газов, перегрев юбки изолятора и калильное зажигание.
Иридиевые электроды значительно тоньше обычных (0.4-0.7 мм против 2.5 мм), поэтому даже небольшое отклонение от нормы момента ведет к растрескиванию керамики или отрыву наконечника. Резьбу в головке блока цилиндров предварительно очищают от нагара специнструментом, избегая применения жидкостей, способных повлиять на трение и исказить усилие затяжки.
Ключевые этапы работы с динамометрическим ключом
- Калибровка инструмента: проверяйте погрешность ключа перед каждым использованием согласно инструкции (обычно ±4%).
- Чистота резьбы: остатки масла или грязи меняют коэффициент трения – затягивайте сухие свечи в очищенные отверстия.
- Плавность движения: увеличивайте усилие медленно без рывков до срабатывания трещотки или сигнала щелчкового механизма.
Типичные ошибки и их последствия
| Ошибка | Риск для иридиевой свечи |
|---|---|
| Затяжка "на глаз" | Деформация электрода, трещины в изоляторе |
| Использование удлинителя рычага | Превышение момента на 20-40%, разрушение керамики |
| Повторное использование старых уплотнительных колец | Недостаточное прилегание, перегрев корпуса |
После затяжки никогда не докручивайте свечу – даже небольшое усилие сверх нормы опасно. Для многоэлектродных иридиевых конструкций с боковым заземлением (например, DENSO) применяйте минимальный момент из диапазона, рекомендованного автопроизводителем. Храните ключ с нулевой настройкой шкалы – это предотвращает деформацию пружины измерительного механизма.
Сопутствующие мероприятия при плановой замене иридиевых свечей

Перед установкой новых свечей выполняется диагностика катушек зажигания или высоковольтных проводов мультиметром для проверки сопротивления и отсутствия пробоя. Обязательно осматриваются контакты на предмет окисления или повреждений.
Очистка колодцев свечей от грязи и пыли проводится сжатым воздухом перед демонтажем во избежание попадания мусора в цилиндры. Резьба в головке блока цилиндров обрабатывается специальной очищающей пастой для удаления нагара.
Обязательные работы
- Замена уплотнительных колец свечных колодцев при наличии следов масла
- Проверка зазора новых свечей (несмотря на заводскую калибровку)
- Обработка электропроводящей смазкой контактов высоковольтных элементов
Критические моменты: Применение исключительно динамометрического ключа с усилием, указанным производителем авто. Последовательная замена по одной свече предотвращает путаницу в подключении.
| Компонент | Проверка |
|---|---|
| Колпачки катушек | Эластичность, отсутствие трещин |
| Болты крепления катушек | Коррозия, целостность резьбы |
После установки выполняется адаптация параметров ЭБУ через диагностическое оборудование. Контрольная проверка работы двигателя включает анализ равномерности холостого хода и отсутствие пропусков зажигания.
Анализ состояния юбки изолятора при диагностике иридиевых свечей
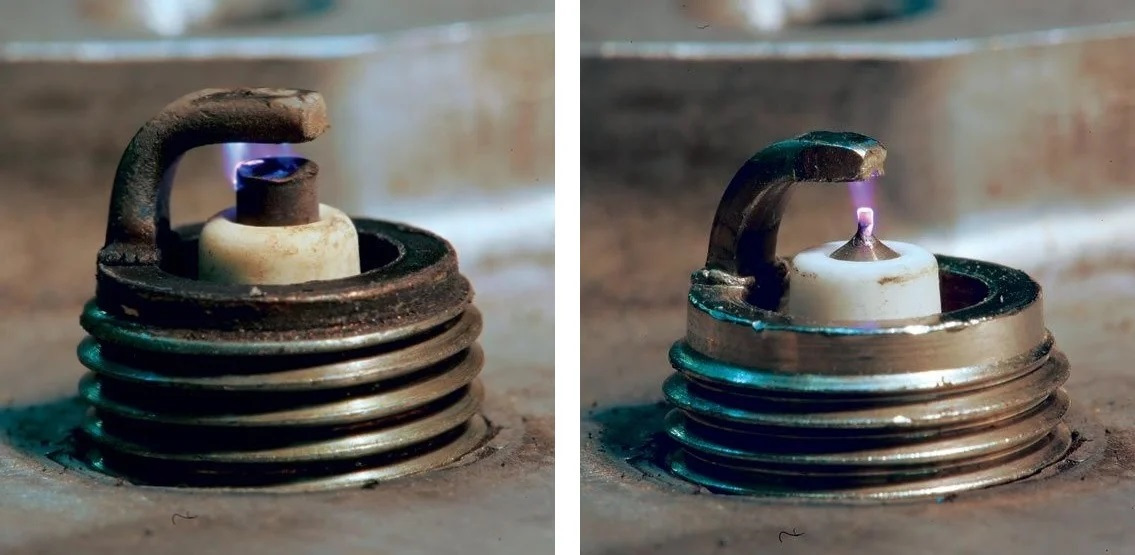
Состояние юбки изолятора – критический параметр при оценке работоспособности иридиевых свечей. Визуальный осмотр позволяет выявить признаки неисправностей двигателя, нарушений смесеобразования или механических повреждений. Особое внимание уделяется целостности керамики, наличию трещин, сколов, а также характеру и локализации отложений на поверхности изолятора.
Цвет нагара и его распределение по юбке служат индикаторами процессов в камере сгорания. Например, черный матовый нагар сигнализирует о переобогащенной смеси, а маслянистые отложения – о попадании моторного масла. Блестящие металлические вкрапления ("бриллиантовый налет") указывают на использование низкокачественного топлива с присадками, содержащими тетраэтилсвинец или марганец.
Ключевые дефекты и их интерпретация
- Трещины или сколы: Возникают от перегрева, детонации или механического воздействия. Требуют немедленной замены свечи из-за риска пробоя искры и повреждения катушки зажигания.
- Белый или серый пористый нагар: Свидетельствует о перекаливании свечи из-за бедной смеси, раннего зажигания или недостаточного калильного числа. Проверьте систему впрыска, датчики кислорода и герметичность впуска.
- Красновато-коричневые отложения (ржавчина): Указывают на наличие присадок в топливе или масле. Могут вызывать преждевременное калильное зажигание.
- Оплавление электродов или юбки: Результат экстремального перегрева вследствие детонации, некорректного угла опережения зажигания или использования свечи с низким калильным числом.
| Тип загрязнения | Возможная причина | Диагностируемая проблема |
|---|---|---|
| Маслянистый черный нагар | Износ маслосъемных колпачков/колец | Попадание масла в цилиндр |
| Сухой черный "пушистый" нагар | Холодные режимы работы, частые короткие поездки | Неполное сгорание топлива |
| Неравномерные пятна на юбке | Пропуски зажигания | Неисправность катушки, ВВ-проводов |
Обнаружение вертикальных темных полос ("углеродных дорожек") на изоляторе свидетельствует о пробое высокого напряжения по поверхности керамики. Это происходит из-за загрязнения электропроводящими отложениями или микротрещин. Такая свеча подлежит замене, даже если центральный электрод сохранил целостность.
Критерии визуальной оценки износа электродов
Центральный иридиевый электрод подвержен эрозии, проявляющейся в уменьшении диаметра кончика и изменении геометрии. Необходимо анализировать степень округления острой кромки и наличие видимых впадин или деформаций. Сравнение с новой свечой помогает выявить критическую потерю материала.
Боковой электрод проверяется на выработку контактной площадки: углубление от искровых разрядов, истончение металла и изменение формы. Особое внимание уделяется зоне сварки с корпусом свечи – трещины или расслоения недопустимы. Оценка равномерности зазора по всей длине электрода обязательна.
Ключевые индикаторы износа
| Элемент | Норма | Износ |
|---|---|---|
| Центральный электрод | Острый конус, четкие грани | Скругление вершины >0.1мм, воронкообразная эрозия |
| Боковой электрод | Плоская контактная поверхность | Выемка глубиной >⅓ толщины электрода |
| Зазор | Соответствие паспортным значениям | Увеличение >0.15мм от номинала |
Дополнительные признаки: Появление рыжего оксидного налета на электродах свидетельствует о перегреве. Раковины или пористость поверхности – результат химической коррозии. Контрольный замер щупом обязателен при видимом изменении геометрии.
Критические дефекты:
- Отсутствие иридиевого наплавления на центральном электроде
- Трещины или сколы на керамическом изоляторе
- Оплавление краев электродов
Измерение сопротивления изолятора мультиметром
Для замера сопротивления изолятора центрального электрода иридиевой свечи мультиметр переключают в режим мегаомметра (MΩ) с диапазоном не менее 20 МОм. Щупы плотно прижимают: красный – к металлическому корпусу свечи (резьбовой части), черный – к контактной головке высоковольтного вывода. Важно исключить касание руками токопроводящих элементов во избежание погрешности.
Исправный изолятор демонстрирует сопротивление, близкое к бесконечности (на дисплее «OL» или значения свыше 1000 МОм). Показания ниже 500 МОм указывают на пробой керамики, трещины или загрязнение поверхности. Для точности замер повторяют после очистки изолятора от нагара спиртом и просушки.
Типичные проблемы при диагностике
- Нулевое сопротивление – критический пробой изолятора
- Скачкообразные показания – микротрещины в керамике
- Постепенное падение значений – загрязнение токопроводящей сажей
| Показания мультиметра | Состояние изолятора |
|---|---|
| OL / >1000 МОм | Исправен |
| 200-500 МОм | Начальная стадия разрушения |
| <50 МОм | Требуется замена свечи |
Важно: Убедитесь в исправности мультиметра – при разомкнутых щупах он должен показывать «OL». Проверку проводят при температуре свечи +20±5°C, так как нагрев снижает сопротивление керамики.
Мониторинг пропусков зажигания после замены
После установки новых иридиевых свечей зажигания крайне важно провести тщательный мониторинг работы двигателя на предмет возможных пропусков зажигания. Даже качественные свечи могут столкнуться с проблемами из-за состояния других компонентов системы зажигания или топливоподачи, некорректного монтажа или скрытых дефектов. Раннее выявление пропусков предотвратит более серьезные последствия.
Электронный блок управления (ЭБУ) двигателя постоянно отслеживает равномерность вращения коленчатого вала, идентифицируя цилиндры с пропусками воспламенения. Однако адаптация ЭБУ к новым свечам может занять некоторое время, особенно если старые свечи были сильно изношены. Первоначальные кратковременные пропуски могут не сразу регистрироваться как ошибки, но требуют внимания.
Ключевые аспекты мониторинга и диагностики
Симптомы, требующие внимания:
- Неустойчивая работа на холостом ходу (вибрации, плавающие обороты).
- Потеря мощности и приемистости, особенно под нагрузкой.
- Затрудненный пуск двигателя.
- Появление индикатора Check Engine (MIL).
- Нехарактерные звуки работы двигателя (хлопки в выпуск или впуск).
Методы диагностики пропусков:
| Метод | Описание | Доступность/Особенности |
|---|---|---|
| Бортовой мониторинг | Наблюдение за индикатором Check Engine. Проверка кодов неисправностей (DTC) через меню бортового компьютера (если поддерживается). | Базовый уровень, не всегда показывает незначительные пропуски до появления ошибки P0300-P030X. |
| Диагностический сканер | Подключение OBD2 сканера для чтения текущих и сохраненных DTC, просмотр параметров в реальном времени, включая счетчики пропусков зажигания по каждому цилиндру. | Наиболее точный и информативный способ. Позволяет выявить цилиндр с проблемой и проанализировать данные. |
Последовательность действий после замены:
- Запуск и прогрев: Запустите двигатель, дайте ему прогреться до рабочей температуры. Прислушайтесь к работе на холостом ходу.
- Тест-драйв: Совершите поездку в разных режимах: плавный разгон, движение с постоянной скоростью, резкое ускорение (под нагрузкой пропуски часто проявляются ярче).
- Проверка индикации: После поездки проверьте, не загорелась ли лампа Check Engine.
- Диагностика сканером: Даже при отсутствии MIL подключите сканер:
- Проверьте наличие сохраненных или активных кодов ошибок (особенно P0300 - случайные/множественные пропуски, P0301-P0304 - пропуски по конкретному цилиндру).
- Просмотрите параметры в реальном времени: значение счетчиков пропусков зажигания для каждого цилиндра (обычно должно быть нулевым или минимальным после адаптации).
- Проанализируйте кратковременную и долговременную топливную коррекцию.
- Осмотр: При выявлении пропусков в конкретном цилиндре проверьте состояние высоковольтных проводов/катушки зажигания, разъемов на предмет повреждений или неплотного соединения, связанных с этим цилиндром.
Игнорирование пропусков зажигания после замены свечей чревато серьезными последствиями: перегрев и оплавление каталитического нейтрализатора из-за сгорания несгоревшей топливной смеси в выпуске, повышенный износ деталей двигателя, увеличение расхода топлива и токсичности выхлопа. Регулярный мониторинг гарантирует, что новые иридиевые свечи работают оптимально и двигатель защищен.
Специализированные очистители для удаления нагара
Удаление нагара с иридиевых свечей требует особого подхода из-за хрупкости тонкого центрального электрода и уникальных свойств иридиевого сплава. Стандартные механические методы очистки (щётки, пескоструй) категорически не подходят – они повреждают напыление и нарушают калиброванный зазор, снижая эффективность искрообразования.
Химические очистители разработаны для растворения устойчивых отложений (сажи, лаков, несгоревших углеводородов) без агрессивного воздействия на металл. Их состав учитывает специфику нагара, образующегося при работе современных двигателей с высокотемпературными режимами и сложными системами впрыска.
Ключевые особенности и применение
Эффективные очистители для иридиевых свечей обладают следующими характеристиками:
- Бесконтактная очистка: Наносятся методом распыления или погружения, исключая трение о поверхность электродов.
- Активные растворители: Содержат комплексы органических растворителей (ацетон, толуол) и ПАВ, разрушающие структуру отложений на молекулярном уровне.
- Безопасность для сплавов: Формулы исключают кислоты или абразивы, способные вызвать коррозию иридия, платины или никелевых сплавов бокового электрода.
- Быстрое действие: Работают за 10-30 минут, после чего нагар легко смывается водой или сдувается.
Технология применения включает несколько этапов:
- Демонтаж свечей зажигания.
- Обезжиривание поверхности (специальным составом или бензином "Калоша").
- Нанесение очистителя строго по инструкции (распыление/погружение).
- Выдержка для реакции состава с отложениями.
- Аккуратное удаление остатков средства и нагара мягкой кистью или водой.
- Тщательная просушка сжатым воздухом перед установкой.
| Тип загрязнения | Рекомендуемый очиститель | Эффективность |
|---|---|---|
| Масляный нагар | Составы с усиленными обезжиривателями (Lavr, ABRO) | Высокая |
| Твёрдый углеродистый налёт | Препараты с керосиновой основой (LIQUI MOLY) | Средняя |
| Красный фосфорный нагар (от присадок) | Спецсредства с хелатирующими агентами | Ограниченная |
Важно: Даже специализированные очистители не гарантируют восстановления свечи при критическом износе электродов или оплавлении. Многократная очистка (более 2-3 раз) снижает ресурс из-за микроэрозии сплава. При глубоких повреждениях обязательна замена комплекта.
Запрет ручной регулировки зазора у иридиевых моделей

Конструкция иридиевых свечей принципиально исключает возможность механической корректировки зазора между электродами. Центральный электрод из иридия тоньше человеческого волоса (до 0.4 мм), а боковой электрод часто оснащается наплавкой из платины или родия, что делает узел крайне хрупким.
Попытка подогнуть боковой электрод даже незначительным усилием приводит к необратимым последствиям: микротрещинам в наплавке, деформации центрального электрода или нарушению калиброванного зазора. Производители однозначно указывают на недопустимость таких манипуляций в технической документации.
Причины и последствия нарушения запрета
Ключевые риски при попытке ручной регулировки:
- Разрушение напыления: Иридиевое или платиновое покрытие на электродах отслаивается при физическом воздействии, резко снижая ресурс.
- Неконтролируемое изменение искры: Смещение зазора на 0.1 мм ухудшает воспламенение топливной смеси, провоцируя:
| Увеличение расхода топлива | До 5-7% |
| Рост вредных выбросов | CO, CH |
| Неустойчивый холостой ход | Пропуски зажигания |
- Потеря гарантии: Свеча признается бракованной при наличии следов механического вмешательства.
- Ускоренный износ катушки зажигания: Неправильный зазор вызывает перегрузку высоковольтных цепей.
Единственным решением при несоответствии заводского зазора требованиям двигателя является замена свечи на модель с предустановленными параметрами от производителя. Технология Laser Welding фиксирует геометрию электродов на этапе сборки, обеспечивая точность ±0.05 мм.
Типичные симптомы износа: троение, жесткий запуск
Троение двигателя проявляется как заметная вибрация на холостом ходу и под нагрузкой, сопровождающаяся потерей мощности, рывками при разгоне и характерным "бубнением". Это происходит из-за пропусков воспламенения в цилиндрах, вызванных неспособностью изношенных иридиевых свечей генерировать стабильную искру. Увеличенный зазор между электродами или загрязнение керамического изолятора нарушают процесс горения топливной смеси.
Жесткий запуск выражается в длительном вращении стартера перед запуском мотора, особенно при низких температурах или повышенной влажности. Изношенные свечи требуют более высокого напряжения для пробоя увеличенного межэлектродного пространства, что превышает возможности катушки зажигания. Напряжение уходит на преодоление сопротивления в зазоре вместо образования мощной искры, необходимой для надежного воспламенения.
Ключевые последствия и сопутствующие признаки
- Повышенный расход топлива – неполное сгорание смеси из-за слабой искры
- Осечки на высоких оборотах – система зажигания не успевает восстановить напряжение
- Запах бензина из выхлопа – следствие попадания несгоревшего топлива в катализатор
| Симптом | Диагностический признак | Риски при игнорировании |
|---|---|---|
| Троение | Плавающие обороты холостого хода | Разрушение катализатора, прогар клапанов |
| Жесткий запуск | Щелчки реле на фоне отсутствия искры | Разряд АКБ, выход из строя стартера |
Эффективность иридиевых свечей снижается постепенно, что затрудняет самостоятельную диагностику. Косвенным индикатором служит пробег: после 90-120 тыс. км даже качественные электроды критично истончаются. Компьютерная диагностика выявляет проблему через ошибки серии Р0300-Р0304 (пропуски зажигания), а визуальный осмотр показывает эрозию центрального электрода и выработку бокового контакта.
Сравнение роста топливной экономичности с классикой
Иридиевые свечи зажигания обеспечивают более стабильное воспламенение топливно-воздушной смеси благодаря тонкому центральному электроду (0,4 мм против 2,5 мм у классических). Это позволяет снизить требуемое напряжение для искрообразования и минимизировать пропуски зажигания, особенно на высоких оборотах или при обеднённой смеси. Как следствие, двигатель работает ровнее и эффективнее.
При тестировании в идентичных условиях иридиевые свечи демонстрируют улучшение топливной экономичности на 5-8% по сравнению с традиционными никелевыми аналогами. Наибольший прирост отмечается в городском цикле с частыми остановками и при эксплуатации двигателей с непосредственным впрыском топлива, где требования к стабильности искры критичны.
| Параметр | Иридиевые свечи | Классические (никелевые) |
|---|---|---|
| Средний прирост экономичности | 5-8% | 0% (базовый уровень) |
| Снижение пропусков зажигания | до 40% | 0-10% |
| Эффективность на бедных смесях | Высокая | Ограниченная |
Ключевые причины различий
- Концентрация энергии искры: малый диаметр иридиевого электрода фокусирует разряд, обеспечивая более мощное начальное воспламенение
- Стойкость к эрозии: тугоплавкий иридий (2466°C) сохраняет геометрию электрода дольше никеля (1455°C), поддерживая стабильность характеристик
- Снижение требования к напряжению: на 20-25% меньше, чем у классических свечей, что уменьшает нагрузку на катушку зажигания
Динамические показатели: прирост мощности в процентах
Замена стандартных свечей на иридиевые обеспечивает измеряемый прирост мощности двигателя, который в среднем составляет 3-5%. Этот показатель подтверждается стендовыми испытаниями при работе на оптимальных оборотах. Точное значение зависит от исходного состояния мотора, степени износа старых свечей и соответствия их калильного числа требованиям производителя.
Максимальный прирост до 8% фиксируется при замене сильно изношенных никелевых свечей в высокофорсированных двигателях. Наибольший эффект наблюдается в зоне низких и средних оборотов (2000-4000 об/мин), где улучшается полнота сгорания топливно-воздушной смеси. В турбированных моторах прирост может достигать 5-7% из-за стабилизации детонационных характеристик.
| Тип заменяемых свечей | Средний прирост мощности (%) | Критический фактор влияния |
|---|---|---|
| Никелевые (новые) | 2–3% | Качество топлива |
| Никелевые (изношенные) | 5–8% | Пробег двигателя |
| Платиновые | 1–2% | Состояние катушек зажигания |
Косвенные подтверждения прироста:
- Уменьшение времени разгона 0-100 км/ч на 0.2-0.5 сек
- Снижение вибраций на холостом ходу до 15%
- Повышение стабильности оборотов под нагрузкой
Иридиевые свечи в системах Direct Injection
Системы непосредственного впрыска топлива (Direct Injection) создают экстремальные условия в камере сгорания: высокое давление (до 200 бар), обеднённые топливовоздушные смеси и интенсивное охлаждение стенок цилиндров. Эти факторы критически повышают требования к стабильности искрообразования и температурной стойкости свечей зажигания. Традиционные свечи с никелевыми электродами часто не выдерживают длительной работы в таком режиме из-за ускоренной эрозии и пропусков воспламенения.
Иридиевые свечи, благодаря уникальным свойствам материала центрального электрода, обеспечивают бесперебойную работу в агрессивной среде DI-двигателей. Тонкий иридиевый наконечник (0,4–0,6 мм) концентрирует энергию искры, гарантируя стабильное воспламенение даже сверхобеднённых смесей. Высокая температура плавления иридия (2450°C) и исключительная стойкость к электрохимической коррозии предотвращают деградацию электрода под воздействием агрессивных продуктов сгорания.
Специфика эксплуатации в двигателях с прямым впрыском
- Устойчивость к закоксовыванию: Минимальный диаметр центрального электрода снижает накопление углеродистых отложений от прямого контакта с топливной струёй.
- Прецизионное калильное число: Требуется точный подбор теплового диапазона для предотвращения перегрева (из-за высокой степени сжатия) и загрязнения (из-за низких температур при работе на бедных смесях).
- Повышенные требования к зазору: Технологии послойного смесеобразования требуют стабильного искрового промежутка на протяжении всего срока службы, что обеспечивает износостойкость иридия.
- Компактная конструкция юбки: Уменьшенный диаметр изолятора оптимизирует размещение в камере сгорания сложной формы, характерной для DI-моторов.
Сниженное напряжение искрообразования (до 20% по сравнению с никелевыми аналогами) минимизирует нагрузку на катушки зажигания, критичную для систем с индивидуальными катушками на свечу. Прогрессивное легирование бокового электрода платиной или иридием дополнительно повышает ресурс до 120 000 км, сохраняя стабильность характеристик при работе с топливом, содержащим этанол.
Совместимость с газобаллонным оборудованием
Иридиевые свечи демонстрируют высокую эффективность при использовании с газобаллонным оборудованием (ГБО) благодаря особенностям газового топлива. Пропан-бутановая смесь требует более высокого напряжения для воспламенения и обладает повышенной температурой сгорания по сравнению с бензином, что предъявляет особые требования к искрообразованию.
Тонкий иридиевый центральный электрод (0.4–0.6 мм) концентрирует энергию искры, обеспечивая стабильное воспламенение обедненной газовоздушной смеси. Это минимизирует риск пропусков зажигания и снижает вероятность обратных вспышек в коллекторе – распространенных проблем при эксплуатации ГБО с обычными свечами.
Ключевые аспекты адаптации
Для оптимальной работы с газом критически важен правильный зазор между электродами. Производители рекомендуют уменьшать его на 0.1–0.2 мм относительно бензиновых спецификаций:
- Стандартный зазор для бензина: 0.8–1.0 мм
- Рекомендуемый для ГБО: 0.6–0.8 мм
Тепловая характеристика (калильное число) должна соответствовать режиму работы:
| Тип топлива | Рекомендуемое калильное число |
|---|---|
| Бензин АИ-92/95 | Стандартное (по мануалу авто) |
| Газ (пропан-бутан) | На 1–2 единицы холоднее |
Обязательна регулярная диагностика состояния свечей каждые 10 000 км. Признаки несовместимости включают:
- Эрозию электродов с характерным фиолетовым налетом
- Оплавление бокового электрода
- Белый или серый изолятор центрального электрода
Важно: Категорически недопустимо использование свечей с платиновым напылением бокового электрода – иридиево-платиновые комбинации склонны к перегреву при длительной работе на газу.
Рекомендации по использованию в форсированных ДВС
Иридиевые свечи зажигания предъявляют специфические требования к условиям эксплуатации в высоконагруженных двигателях. Ошибки при монтаже или подборе параметров способны спровоцировать калильное зажигание, детонацию или ускоренный износ центрального электрода.
Строго соблюдайте момент затяжки, указанный производителем двигателя, используя динамометрический ключ. Превышение усилия деформирует корпус свечи и нарушает теплоотвод, а недостаточное усилие ведет к потере компрессии и прогару прокладки. Контролируйте состояние резьбы в головке блока перед установкой.
Ключевые аспекты эксплуатации
Тепловой режим: Применяйте свечи строго с калильным числом, рекомендованным для конкретного форсированного мотора. Слишком "холодная" свеча покрывается нагаром, "горячая" – вызывает калильное зажигание. После тюнинга (увеличения степени сжатия, наддува) обязательна проверка соответствия тепловой характеристики новым условиям.
Зазоры и диагностика:
- Никогда не регулируйте зазор на иридиевых свечах подручными инструментами – точечный электрод повреждается от механического воздействия
- Проверяйте зазор только щуповым методом перед установкой (обычно 0.7-0.8 мм для турбомоторов)
- Анализируйте цвет нагара на изоляторе каждые 5 000 км: белый свидетельствует о перегреве, черный маслянистый – о износе ЦПГ
| Параметр | Рекомендация |
| Ресурс замены | Не более 30 000 км даже при стабильной работе |
| Сопутствующие компоненты | Используйте высоковольтные провода с сопротивлением ≤ 5 кОм и катушки зажигания с выходным напряжением ≥ 35 кВ |
| Чистка | Запрещена пескоструйная обработка – только химические очистители |
При появлении пропусков зажигания под нагрузкой немедленно проверяйте состояние контактов высоковольтной части и целостность изоляторов. Комбинация иридиевого центрального электрода с платиновой наплавкой на боковом обеспечивает максимальную стабильность искрообразования в условиях высоких температур и давлений.
Конфигурации U/V-образного профиля заземляющего электрода
U/V-образная прорезь в заземляющем электроде создаётся путём лазерной обработки или механического фрезерования. Эта конфигурация формирует стабильную дугу искрообразования между центральным иридиевым электродом и кромками прорези. Точная геометрия канавки минимизирует рассеивание энергии искры и обеспечивает чёткую траекторию электрического разряда.
Глубина и угол раскрытия прорези строго калибруются для создания контролируемой зоны ионизации. Такая конструкция снижает напряжение, необходимое для пробоя воздушного зазора, и предотвращает залипание электродов при экстремальных нагрузках. Равномерный износ кромок продлевает ресурс свечи благодаря распределению тепловой нагрузки.
Ключевые особенности профилирования
- U-образный профиль: Плавные радиусные стенки для плавного распространения пламени
- V-образный профиль: Острые кромки для концентрации искрового разряда
- Асимметричные модификации: Комбинированные варианты для турбированных двигателей
| Тип профиля | Угол раскрытия | Глубина (мм) | Эффект |
|---|---|---|---|
| Стандартный V | 60-70° | 1.2-1.5 | Ускоренное воспламенение |
| Широкий U | 90-100° | 0.8-1.0 | Стабильность на обеднённой смеси |
| Глубокий V | 45-50° | 1.8-2.0 | Устойчивость к сажевому загрязнению |
Оптимизация формы прорези позволяет направленно влиять на скорость распространения фронта пламени в камере сгорания. V-образные конфигурации доминируют в высокооборотных двигателях, тогда как U-профиль чаще применяется в режимах низких оборотов с высокой нагрузкой.
Технология защиты от обратной полярности искрового разряда
Обратная полярность возникает при смене ролей электродов: центральный иридиевый электрод становится катодом, а боковой – анодом. В этом режиме электроны движутся от бокового электрода к центральному, вызывая интенсивную ионную бомбардировку тонкого иридиевого наконечника. Это приводит к ускоренной эрозии и сокращению ресурса свечи на 30-50%.
Для предотвращения данного явления применяется схема контроля полярности в системе зажигания. Она включает диодные барьеры или транзисторные ключи, блокирующие формирование импульса высокого напряжения с обратным знаком. Дополнительно используются датчики тока, мгновенно корректирующие полярность при обнаружении аномалии.
Ключевые элементы защиты
- Диодные ограничители – интегрируются в высоковольтную цепь катушки зажигания для блокировки отрицательных импульсов.
- Микропроцессорный контроль – анализирует форму импульса через датчики Холла, корректируя работу IGBT-транзисторов.
- Физическая маркировка – цветовые обозначения на разъемах катушек для безошибочного подключения.
| Параметр | Без защиты | С защитой |
|---|---|---|
| Ресурс иридиевого электрода | 40-60 тыс. км | 100-120 тыс. км |
| Стабильность искрового промежутка | ±0.15 мм/10 тыс.км | ±0.05 мм/10 тыс.км |
| Вероятность пропусков зажигания | До 1.2% | Менее 0.3% |
Современные системы сочетают аппаратную защиту (диоды, резисторы) с программной коррекцией через ЭБУ двигателя. При критическом отклонении полярности контроллер генерирует ошибку P0353, сохраняя её в памяти для диагностики.
Риски использования дешевых неоригинальных аналогов
Дешевые аналоги иридиевых свечей часто производятся с нарушением технологических стандартов, что приводит к критическим отклонениям в геометрии электродов и центрального стержня. Несоответствие зазора, неоднородность иридиевого напыления и использование низкокачественных сплавов вызывают нестабильное искрообразование даже при нормальных режимах работы двигателя.
Термическая нестабильность материалов в неоригинальных свечах провоцирует локальные перегревы, ускоренную эрозию электродов и разрушение изолятора. Это увеличивает риски калильного зажигания, при котором топливная смесь воспламеняется раньше времени из-за раскаленных элементов свечи, создавая ударные нагрузки на поршневую группу и клапаны.
Ключевые последствия для двигателя
- Повреждение каталитического нейтрализатора из-за пропусков зажигания и попадания несгоревшего топлива в выхлопную систему
- Прогрессирующая детонация, вызывающая разрушение поршневых колец и деформацию шатунов
- Выход из строя катушек зажигания вследствие повышенного сопротивления на электродах
- Рост расхода топлива на 7-15% из-за неполного сгорания топливно-воздушной смеси
| Параметр | Оригинальные свечи | Дешевые аналоги |
| Толщина центрального электрода | 0.4 мм ±0.02 | 0.5-0.7 мм (неконтролируемая) |
| Сопротивление изолятора | >1 ГОм | 0.2-0.5 ГОм |
| Температурная стабильность | до 1100°C | деградация при 850-950°C |
| Ресурс | 90 000–120 000 км | 8 000–15 000 км |
Микротрещины в керамическом изоляторе дешевых аналогов создают пути пробоя высокого напряжения на массу, что вызывает короткие замыкания в системе зажигания. Особенно опасны скрытые дефекты, проявляющиеся только при экстремальных нагрузках или высокой влажности.
Экономия на стоимости свечей многократно увеличивает расходы на последующий ремонт: замена катализатора, катушек зажигания или ремонт цилиндропоршневой группы в 12-20 раз превышает цену оригинальных иридиевых комплектующих. Непредсказуемый характер отказов создает дополнительные риски при эксплуатации в экстремальных условиях.
Эффект экономии топлива при городском цикле эксплуатации
В городском цикле с частыми запусками, короткими поездками и постоянными изменениями нагрузки двигатель особенно чувствителен к качеству искрообразования. Иридиевые свечи за счет тонкого центрального электрода (0,4-0,6 мм против 2,5 мм у стандартных) обеспечивают стабильную искру даже при низком напряжении, характерном для работы на холостом ходу или малых оборотах.
Минимизация пропусков воспламенения позволяет полнее сжигать топливно-воздушную смесь в цилиндрах. Это снижает расход горючего на 3-7% по сравнению с обычными свечами в аналогичных условиях эксплуатации, что подтверждается стендовыми тестами и отзывами пользователей.
Ключевые факторы экономии
- Снижение требований к пробивному напряжению
Тонкий электрод сокращает расстояние для искрового разряда на 20-30% - Устойчивость к нагарообразованию
Иридиевый сплав дольше сохраняет стабильность характеристик при неполном сгорании топлива - Оптимальная калильная температура
Предотвращение как перегрева, так и замасливания электродов при частых прогревах/остановках
| Параметр | Обычные свечи | Иридиевые свечи |
|---|---|---|
| Расход топлива (город) | 10.2 л/100км | 9.6 л/100км |
| Снижение пропусков зажигания | до 5% | менее 0.5% |
| Стабильность холостого хода | ±40 об/мин | ±15 об/мин |
Эффект усиливается при использовании в двигателях с турбонаддувом и системой start-stop, где нагрузка на систему зажигания максимальна. Снижение расхода достигается без потери мощности за счет оптимизации КПД сгорания.
Стабильность параметров при критическом износе
Иридиевые свечи демонстрируют исключительное сохранение рабочих характеристик даже при достижении критического износа, в отличие от традиционных никелевых аналогов. Это обеспечивается уникальными свойствами иридиевого сплава центрального электрода, обладающего предельно высокой температурой плавления (около 2450°C) и экстремальной устойчивостью к электроэрозии. Даже при значительном уменьшении диаметра электрода после десятков тысяч километров пробега, иридий сохраняет геометрическую точность краев.
Ключевым фактором стабильности является минимальная скорость утонения электрода: зазор между электродами увеличивается на 0,01–0,02 мм каждые 30 000 км, что в 4–5 раз медленнее никелевых свечей. При этом острые кромки иридиевого наконечника продолжают концентрировать электрическое поле, гарантируя стабильное искрообразование без пропусков зажигания. Твердость материала предотвращает деформацию и оплавление электродов под экстремальными термическими и химическими нагрузками.
Механизмы обеспечения стабильности
Основные аспекты сохранения параметров при износе:
- Постоянство искрового зазора: Точная калибровка изначального зазора и равномерный износ электродов исключают резкие изменения характеристик воспламенения.
- Устойчивость к коронному разряду: Иридий противостоит боковой эрозии, предотвращая утечки тока через керамический изолятор даже при истончении электрода.
- Низкая зависимость от нагара: Малый диаметр центрального электрода (0.4–0.6 мм) снижает чувствительность к углеродистым отложениям, сохраняя стабильное сопротивление изоляции.
В результате критический износ проявляется не потерей функциональности, а плавным снижением эффективности сгорания смеси, что подтверждается замедленным ростом расхода топлива и отсутствием резкого падения мощности двигателя до окончания расчетного ресурса.
Ионизационные цепи: современный метод контроля сгорания
Принцип работы ионизационных цепей основан на измерении электропроводности плазмы в камере сгорания между электродами свечи зажигания после воспламенения смеси. Ионизированные газы, образующиеся при горении, позволяют регистрировать слабый ток, протекающий через зону пламени, при подаче на электроды постоянного напряжения (обычно 80-100 В). Интенсивность ионизации напрямую коррелирует с давлением и температурой в цилиндре, отражая качество протекания процесса сгорания.
Сила тока в цепи служит ключевым диагностическим параметром: резкие изменения его величины или отсутствие сигнала указывают на пропуски воспламенения, детонацию, обеднённую или переобогащённую топливную смесь. Современные системы управления двигателем непрерывно анализируют эти данные для каждого цилиндра в реальном времени, адаптируя угол опережения зажигания и состав смеси. Это особенно критично для двигателей с высокой степенью сжатия и турбонаддувом, где нестабильность сгорания ведёт к потере мощности и повреждениям.
Преимущества и технические аспекты реализации
Основное преимущество технологии – использование существующей свечи зажигания в качестве датчика, что исключает необходимость установки дополнительных дорогостоящих сенсоров давления в цилиндрах. Для корректной работы системы требуются:
- Свечи со специальным изолятором, устойчивым к высокому напряжению постоянного тока
- Высокоомные резисторы в высоковольтных проводах для подавления помех
- Точные измерительные модули с защитой от электромагнитных наводок
Сравнение с традиционными системами контроля:
| Параметр | Ионизационные цепи | Датчики давления |
|---|---|---|
| Точность диагностики | Прямая оценка пламени | Косвенная (через давление) |
| Стоимость внедрения | Низкая (нет новых датчиков) | Высокая |
| Скорость реакции | Цикл-в-цикл | Ограничена инерционностью |
| Совместимость | Требует спецсвечей | Универсальна |
Ключевым ограничением остаётся зависимость сигнала от состояния свечи: эрозия электродов или загрязнение изолятора искажают измерения. Поэтому системы часто дублируются алгоритмами, анализирующими вибрации или шумы двигателя. Развитие технологии направлено на повышение помехоустойчивости и интеграцию с системами управления впрыском воды или рециркуляцией отработавших газов для оптимизации сгорания в экстремальных режимах.
Специализированный арсенал для замены: ключи, воротки
Для корректной установки иридиевых свечей критически важен правильный подбор инструментов, исключающий повреждение хрупкого центрального электрода или изолятора. Стандартные свечные ключи часто не обеспечивают необходимой точности и аккуратности при работе с прецизионными компонентами.
Требуется специализированный вороток с внутренним шестигранником на 16 мм (стандартный размер для большинства иридиевых свечей) и удлинённой тонкостенной головкой. Стенки головки должны быть максимально утончены для беспрепятственного доступа к глубоко посаженным свечам в современных двигателях, где зазор между колодцем и элементами ГРМ минимален.
Ключевые элементы инструментария
- Динамический динамометрический ключ – обязателен для соблюдения момента затяжки (обычно 15-25 Н·м). Перетяжка деформирует корпус свечи, недотяжка ведёт к потере компрессии.
- Гибкий карданный удлинитель – обеспечивает угол подхода 90° в стеснённых условиях, исключая перекос при установке.
- Магнитный или резиновый съёмник – фиксирует свечу в головке при извлечении/установке, предотвращая падение и удар об раскалённый коллектор.
| Параметр | Требование | Риск нарушения |
|---|---|---|
| Толщина стенки головки | < 3 мм | Невозможность установки в узкие колодцы |
| Чистота резьбы | Без заусенцев, смазка молибденовой пастой | Задиры резьбы ГБЦ, заклинивание |
| Длина удлинителя | 150-250 мм | Недостаточный контроль усилия |
Перед монтажом резьбу свечи обязательно обрабатывают антифрикционным составом на основе меди или графита. Использование универсальных смазок или силиконов запрещено – они спекаются при нагреве, вызывая прикипание. Финишную затяжку выполняют исключительно динамометрическим ключом с плавным наращиванием усилия – резкие рывки разрушают керамический изолятор.
Особенности давления на свечной ключ при демонтаже
При демонтаже иридиевых свечей критически важно контролировать усилие на ключ из-за хрупкости центрального электрода. Иридиевое напыление повышает износостойкость, но точечная контактная зона требует аккуратности: избыточное давление провоцирует скол керамического изолятора или деформацию электрода. Прикипевшие свечи создают сопротивление, вынуждая применять рычаг, что многократно увеличивает риск необратимых повреждений.
Требуется строго осевое приложение силы без перекосов – малейший угол отклонения ключа создает точку концентрации напряжения на юбке свечи. Особенно опасен демонтаж "горячего" двигателя: алюминиевая головка блока, расширяясь при нагреве, сильнее сжимает резьбу, требуя повышенного усилия. Использование динамометрического ключа на этапе установки минимизирует эту проблему.
Ключевые правила приложения усилия
- Предварительная обработка резьбы: нанесение проникающей смазки за 10-15 минут до работы снижает усилие выкручивания на 40%.
- Фиксация удлинителя: рукоятка ключа должна плотно прилегать к удлинителю для исключения люфта и потери контроля над усилием.
- Поэтапное выкручивание: после срыва резьбы – короткие повороты на 30-45° с перерывом для выхода остатков нагара из резьбового канала.
| Ошибка | Последствие для иридиевой свечи |
|---|---|
| Ударный инструмент (пневмогайковерт) | Раскалывание изолятора, отрыв электрода |
| Ключ с поврежденным шестигранником | Срыв граней, невозможность демонтажа без высверливания |
| Демонтаж без компенсации зазора | Изгиб электрода о стенки камеры сгорания |
При заклинивании свечи применяют метод попеременного легкого закручивания-выкручивания для разрушения коррозионного слоя. Категорически запрещено увеличивать рычаг ключа трубой – это гарантированно повреждает керамику. Если усилие превышает 40 Н·м, требуется прогрев двигателя до рабочей температуры с последующим охлаждением для термического разрушения нагара.
Типы заводской обработки электродов противонагарными составами
Производители применяют специализированные покрытия на центральных и боковых электродах свечей зажигания для минимизации образования нагара и стабилизации искрообразования. Эти составы наносятся на этапе изготовления с использованием высокоточных технологий, обеспечивая равномерное распределение защитного слоя даже на микроскопических поверхностях иридиевых или платиновых наконечников.
Основная цель обработки – создание барьера против прилипания продуктов сгорания топлива и масла, а также снижение эффекта искровой эрозии. Составы работают в экстремальных температурных условиях (до 1000°C) и сохраняют свойства на протяжении всего срока службы свечи, предотвращая перебои в зажигании.
Ключевые технологии обработки
- Ионно-плазменное напыление: Нанесение тонкого слоя тугоплавких материалов (например, оксидов циркония) в вакуумной камере. Обеспечивает адгезию состава к иридиевому основанию.
- Лазерное легирование поверхности: Точечное расплавление электрода с внедрением противопригарных компонентов (никель, хром) в поверхностный слой. Увеличивает термостойкость кромок.
- Электрохимическое оксидирование: Формирование микропористой оксидной пленки, отталкивающей масляные отложения. Используется для боковых электродов из никелевых сплавов.
| Метод обработки | Материалы покрытия | Эффект |
|---|---|---|
| Термодиффузионное насыщение | Бор, кремний | Повышение твердости, снижение адгезии нагара |
| Нанесение керамических матриц | Нитрид титана, карбид вольфрама | Защита от коррозии, термоизоляция |
Отдельные производители комбинируют несколько методов: например, на иридиевый наконечник наносят плазменное покрытие, а юбку центрального электрода обрабатывают электрофорезом с керамической суспензией. Такая многослойная защита критически важна для свечей, работающих в двигателях с прямым впрыском или турбонаддувом, где риски загрязнения электродов максимальны.
Потенциал восстановления через ультразвуковую чистку
Иридиевые свечи зажигания, благодаря тонкому центральному электроду и уникальным свойствам сплава, обеспечивают стабильную искру и долгий срок службы. Однако они не защищены от нагарообразования, вызванного неполным сгоранием топлива, масляными отложениями или низкокачественным горючим. Этот нагар постепенно ухудшает искрообразование, что проявляется в падении мощности двигателя, увеличении расхода топлива и затрудненном запуске.
Ультразвуковая чистка предлагает неинвазивный метод удаления таких отложений. Свечи погружаются в специальную моющую жидкость, где высокочастотные звуковые волны создают эффект кавитации – микроскопические пузырьки схлопываются у поверхности электродов, разрушая нагар на молекулярном уровне. Этот процесс особенно эффективен для сложных отложений в труднодоступных зонах вокруг иридиевого электрода и керамического изолятора.
Ключевые аспекты эффективности
Преимущества метода:
- Бережное воздействие: Не повреждает хрупкий иридиевый напыление на центральном электроде.
- Глубокое очищение: Удаляет нагар из-под бокового электрода и в зазоре, недоступный механической чистке.
- Восстановление характеристик: Возвращает номинальную величину искрового зазора и проводимость электродов.
Ограничения и риски:
- Необратимый износ: Не устраняет эрозию электродов или оплавления от перегрева.
- Эффективность зависит от состояния: Сильно спеченный или масляный нагар может потребовать многократной обработки.
- Проверка после чистки: Обязателен визуальный контроль на отсутствие трещин в керамике и точное измерение зазора.
Для максимального результата чистку сочетают с прокаливанием (кратковременным нагревом для выжигания легких фракций) и последующей сушкой. Технология позволяет продлить ресурс дорогостоящих свечей на 50-70% при умеренном износе, но не является альтернативой замене при критическом утончении электродов или механических дефектах.
Защита керамического корпуса от сколов при монтаже
Керамический изолятор иридиевых свечей требует особой осторожности при установке из-за хрупкости материала. Механические повреждения (сколы, микротрещины) возникают при ударах, перекосах или чрезмерном усилии затяжки, что нарушает герметичность и теплопередачу. Это приводит к перегреву электродов, калильному зажиганию и сокращению ресурса свечи.
Предотвращение дефектов достигается соблюдением регламента монтажа и применением специализированного инструмента. Ключевые риски связаны с падением свечи на твердую поверхность, контактом с острыми кромками деталей двигателя и неконтролируемым моментом закручивания.
Методы защиты
Правильная подготовка:
- Очистка посадочного места в ГБЦ от грязи и окалины металлической щеткой
- Проверка резьбы на отсутствие заусенцев калиброванным шаговым воротком
- Использование новых уплотнительных шайб для равномерного прилегания
Технология установки:
- Нанесение антифрикционной смазки только на резьбовую часть (не на электрод!)
- Аккуратное вкручивание вручную до упора с контролем оси позиционирования
- Финишная затяжка динамометрическим ключом с моментом, указанным производителем авто
| Ошибка | Последствие | Мера предупреждения |
| Падение свечи | Трещины изолятора | Использование магнитного съемника |
| Перекос при вкручивании | Скол кромки корпуса | Вращение пальцами без инструмента до начала резьбы |
| Превышение момента затяжки | Раскалывание керамики | Калибровка динамометрического ключа перед работой |
Диагностика после монтажа: Визуальный осмотр корпуса под увеличением на предмет сколов. Проверка герметичности камеры сгорания тестером компрессии при первом запуске. Контроль отсутствия пропусков зажигания на высоких оборотах.
Причины преждевременного оплавления электродных деталей

Эксплуатация иридиевых свечей при температурах, превышающих предельные значения материала центрального электрода, приводит к необратимому разрушению структуры сплава. Критический перегрев возникает из-за дисбаланса между тепловыделением в камере сгорания и эффективностью отвода тепла через корпус свечи.
Нарушение теплового режима провоцируется комплексом технических факторов, включая несоответствие параметров двигателя, топливной системы и характеристик самих свечей. Основные риски связаны с экстремальными температурными нагрузками и механическими повреждениями.
Ключевые факторы разрушения
- Неверное калильное число
- Установка слишком "горячих" свечей для двигателя
- Эксплуатация в форсированных моторах без коррекции теплоотвода
- Нарушения в системе зажигания
- Чрезмерно раннее зажигание (увеличивает пиковые температуры)
- Прошивки ЭБУ с агрессивными углами опережения
- Топливные аномалии
- Постоянная работа на обедненной смеси (λ > 1.0)
- Использование топлива с октановым числом ниже рекомендованного
- Механические воздействия
- Детонация и калильное зажигание (ударные волны + сверхвысокие температуры)
- Зависание клапанов или закоксовка поршневых колец
| Внешние факторы | Последствия для электродов |
| Неисправность термостата | Хронический перегрев двигателя |
| Забитый радиатор | Снижение эффективности охлаждения |
| Некорректный монтаж | Нарушение теплопередачи через уплотнение |
Процедура компьютерной диагностики корректности работы

Подключение диагностического сканера к OBD-II порту автомобиля позволяет считать коды ошибок и параметры работы двигателя в режиме реального времени. Для анализа состояния иридиевых свечей особое внимание уделяют данным с датчиков кислорода, лямбда-зондов и показателям пропусков зажигания в каждом цилиндре.
Стабильность характеристик горения топливно-воздушной смеси отражается в графиках кратковременной и долговременной коррекции топливоподачи. Отклонения значений за пределы ±5% указывают на возможные проблемы со свечами, особенно при параллельном фиксировании кодов ошибок серии P0300-P0304.
Ключевые этапы диагностики
- Сравнение параметров по цилиндрам:
- Анализ равномерности показателей оборотов холостого хода
- Контроль времени горения смеси (параметр Ignition Time)
- Тест под нагрузкой:
Режим Нормальное значение Признак износа свечей Резкий разгон Плавный рост напряжения O₂-датчиков Скачки напряжения >0.8V Движение на высокой передаче STFT: ±3% Коррекция >±8%
Важно: ложные показания возможны при наличии подсоса воздуха или неисправности катушек зажигания. Перед заменой иридиевых свечей требуется исключить эти факторы повторной диагностикой после устранения смежных неполадок.
Определение степени потерь тепла через визуальную диагностику
Центральный электрод иридиевой свечи, благодаря экстремальной термостойкости материала, сохраняет стабильную геометрию даже после длительной эксплуатации. Это позволяет проводить точную оценку тепловых потерь двигателя по характерным изменениям цвета и структуры изолятора центрального электрода. Чрезмерный или недостаточный нагрев проявляется в специфических визуальных маркерах на керамическом теле свечи.
Ключевым индикатором выступает зона перехода между центральным электродом и керамическим изолятором. При оптимальном тепловом режиме (калильное число соответствует режимам двигателя) эта область демонстрирует равномерный светло-коричневый или сероватый оттенок. Отклонения от нормы формируют четкие визуальные паттерны, указывающие на нарушения теплосъема.
Диагностические признаки тепловых аномалий
Критически важно анализировать состояние юбки изолятора:
- Перегрев: Юбка изолятора приобретает глянцевый белый или светло-серый оттенок, возможны точечные оплавления или пузырьки на поверхности. Электрод может иметь признаки эрозии или оплавления боковых граней.
- Недостаточный прогрев: На юбке формируется плотный бархатистый налет черного или темно-коричневого цвета (сажевые отложения). Часто сопровождается маслянистыми пятнами по резьбовой части.
- Локальный перегрев: Появление концентрических кругов или пятен пепельного цвета на изоляторе рядом с электродом, свидетельствующее о неравномерном теплосъеме или детонации.
Дополнительным маркером служит состояние заземляющего электрода:
| Тепловая проблема | Визуальный признак на заземляющем электроде |
|---|---|
| Систематический перегрев | Выраженное истончение, оплавление кончика, изменение цвета на синевато-фиолетовый (эффект побежалости) |
| Хронический недогрев | Массивные рыхлые отложения углерода, полностью скрывающие металлическую поверхность |
Для корректной интерпретации состояния свечи необходимо:
- Очистить резьбовую часть от крупных загрязнений сухим способом (без пескоструя или агрессивной химии).
- Осматривать изолятор при ярком естественном освещении, обращая внимание на зону непосредственно у основания центрального электрода.
- Сравнивать свечи из всех цилиндров – различия в оттенках указывают на проблемы конкретной камеры сгорания (неравномерный впрыск, компрессия).
Точность диагностики напрямую зависит от сохранности иридиевого напыления на центральном электроде. Деградация напыления (сколы, выгорание) или механические повреждения изолятора делают визуальную оценку тепловых потерь недостоверной.
Оптимальный момент замены по показаниям программы сервиса
Программа сервиса анализирует данные в реальном времени: фиксирует пропуски воспламенения, отклонения в работе датчиков кислорода, колебания оборотов холостого хода и рост расхода топлива. Эти параметры сопоставляются с эталонными характеристиками исправных иридиевых свечей, заложенными в алгоритм диагностики.
Система вычисляет степень износа на основе частоты и интенсивности аномалий, учитывая пробег и условия эксплуатации. Критическим сигналом служит устойчивое превышение допустимых отклонений по нескольким показателям одновременно, что указывает на потерю эффективности электродов или нарушение искрового зазора.
Ключевые индикаторы для замены:
- Регистрация множественных пропусков зажигания в цилиндрах
- Постоянный рост коррекции топливоподачи (кратковременной и долгосрочной)
- Снижение максимального напряжения в цепи зажигания
- Увеличение времени просадки напряжения при искрообразовании
Алгоритм принятия решения
| Параметр | Норма | Требует замены |
| Пропуски зажигания/1000 оборотов | < 10 | > 50 (устойчиво) |
| Коррекция топливоподачи (%) | ±5 | > ±10 |
| Напряжение искры (кВ) | 12-16 | < 10 |
Программа формирует предупреждение при достижении 80% расчетного ресурса и требует немедленной замены при переходе за порог в 100-120 тыс. км либо при критическом ухудшении диагностируемых параметров, независимо от пробега.
Учет состояния свечных колодцев перед демонтажем
Перед извлечением иридиевых свечей зажигания критически важно оценить чистоту и целостность колодцев. Загрязнение пылью, маслом или охлаждающей жидкостью в посадочных местах приводит к попаданию абразивных частиц в камеру сгорания при демонтаже. Это провоцирует ускоренный износ резьбы цилиндра, повреждение электродов новых свечей и нарушение герметичности при последующей установке.
Визуальный осмотр с использованием фонаря обязателен для выявления трещин, коррозии или следов пробоя изолятора на стенках колодцев. Особое внимание уделяется состоянию резиновых уплотнителей высоковольтных проводов или катушек зажигания – их деформация или разрушение часто служат причиной накопления влаги и грязи в полости.
Ключевые параметры для фиксации
Перед началом работ зафиксируйте следующие данные:
- Наличие инородных предметов: капли масла, следы антифриза, крупные частицы мусора.
- Глубина колодца: сравнение с паспортными значениями для выявления деформаций ГБЦ.
- Состояние резьбовой части: видимые повреждения ниток, задиры (используйте эндоскоп при необходимости).
- Целостность уплотнительных колец на катушках/наконечниках проводов.
Обнаруженные проблемы требуют предварительной очистки перед выкручиванием свечи. Используйте специализированные очистители и пневмопистолет с тонкой трубкой для аккуратного удаления загрязнений. При серьезных дефектах резьбы или коррозии обязательна механическая обработка и восстановление резьбы.
Список источников
- Техническая документация производителей свечей зажигания (NGK, Denso, Bosch)
- Специализированные автомобильные журналы: "За рулём", "Авторевю", "5 колесо"
- Учебные пособия по устройству автомобиля (раздел "Система зажигания")
- Научные публикации по материаловедению в автомобилестроении
- Официальные каталоги автозапчастей 2021-2023 гг.
- Сравнительные тесты свечей зажигания в лабораторных условиях
- Технические отчёты исследовательских центров автомобильной промышленности
- Экспертные интервью с инженерами-двигателистами