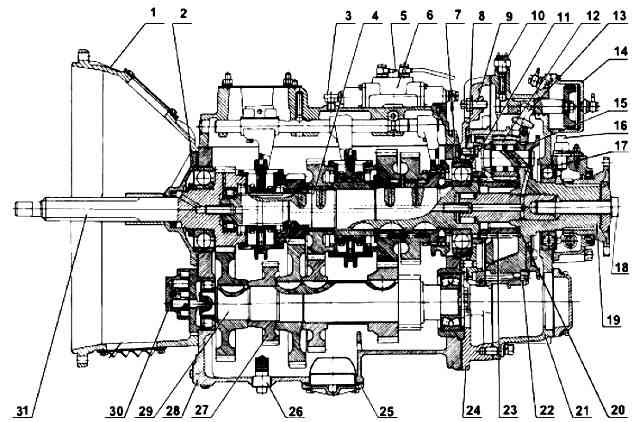
КПП ЯМЗ-238 с демультипликатором - устройство и схема для разбора
Статья обновлена: 01.03.2026
Коробка передач ЯМЗ-238 с демультипликатором – ключевой узел тяговых характеристик грузовых автомобилей и спецтехники.
Понимание конструкции механизма критично для диагностики неисправностей и качественного восстановления работоспособности агрегата.
Данная статья содержит детальную схему трансмиссии и последовательный алгоритм разборки узла для обслуживания или ремонта.
Демонтаж КПП с двигателя автомобиля
Перед началом работ обеспечьте безопасные условия: установите автомобиль на ровную площадку, зафиксируйте колеса противооткатными башмаками, отсоедините клеммы аккумулятора. Подготовьте необходимый инструмент и подъемное оборудование – потребуется кран-балка или трансмиссионная стойка грузоподъемностью не менее 300 кг.
Очистите корпус КПП и прилегающие узлы от загрязнений. Слейте трансмиссионное масло через сливные пробки картера коробки и демультипликатора. Демонтируйте элементы, ограничивающие доступ к КПП: рычаг переключения передач с кулисой, выхлопную систему, карданные валы, защитные кожухи и кронштейны.
Последовательность отключения и снятия агрегата
- Отсоедините гидравлику:
- Снимите трубопроводы гидропривода сцепления
- Открутите штуцер магистрали сброса давления
- Демонтируйте электрические компоненты:
- Отсоедините разъемы датчика скорости и заднего хода
- Снимите проводку с электромагнитных клапанов демультипликатора
- Ослабьте крепления:
- Выкрутите болты крепления стартера к картеру КПП
- Открутите 6 болтов нижнего крепления коробки к двигателю
- Установите опорную стойку под картер коробки, регулировкой винта обеспечьте плотный контакт с поверхностью агрегата
- Открутите верхние крепежные болты (4 шт.) через технологические окна с помощью торцевых головок с карданными адаптерами
- Сдвиньте коробку по направляющим штифтам на 30-40 мм для разъединения первичного вала КПП со сцеплением
- Аккуратно опустите трансмиссию синхронным вращением винтов стойки, контролируя положение агрегата
При демонтаже избегайте перекоса КПП относительно оси двигателя – первичный вал может повредить ведомый диск сцепления. После отсоединения сразу закройте маховик защитной крышкой.
| Крепежный элемент | Количество | Размер ключа |
|---|---|---|
| Болты М12 (нижние) | 6 | 19 мм |
| Болты М10 (верхние) | 4 | 17 мм |
| Стартерные болты | 3 | 15 мм |
Первоначальная наружная очистка коробки передач
Перед демонтажем агрегата с транспортного средства или началом разборки выполните тщательную механическую очистку внешних поверхностей КПП. Удалите крупные комья грязи, остатки масла и технических жидкостей скребком либо щеткой с жесткой пластиковой щетиной. Особое внимание уделите труднодоступным зонам: местам крепления картера сцепления, стыкам крышек подшипников, нижней части картера и области вокруг сапуна.
После удаления крупных загрязнений обработайте коробку передач струей горячей воды под высоким давлением (минимум 100-120 бар) с использованием моющего средства для техники. Допустимо применение специализированных автошампуней с обезжиривающими компонентами. Контролируйте направление струи: избегайте прямого попадания воды в штуцер сапуна, места установки датчиков и электрические разъемы. При наличии стойких масляных отложений используйте безопасные для алюминиевых сплавов растворители.
Ключевые этапы и требования
Обязательные условия подготовки:
- Отключите АКБ транспортного средства перед мойкой
- Загерметизируйте сапун чистой ветошью или специальной заглушкой
- Закройте полиэтиленом разъемы датчиков скорости и включения передач
Последовательность сушки:
- Продуйте сжатым воздухом (макс. 3-4 бар) все технологические отверстия и пазы
- Удалите остатки влаги из зоны установки подшипников первичного вала
- Протрите корпус ветошью из микрофибры до полного исчезновения капель воды
| Запрещенные методы | Рекомендуемые альтернативы |
|---|---|
| Абразивные металлические щетки | Нейлоновые щетки с торцевым ворсом |
| Агрессивные кислотные составы | PH-нейтральные обезжириватели |
| Пароструйная обработка | Водяная струя + воздушная продувка |
Контроль качества: после очистки поверхность корпуса должна быть свободна от масляной пленки, грязи и ржавчины. Допускаются незначительные потертости лакокрасочного покрытия, но без оголения металла. Проверьте отсутствие влаги в монтажных отверстиях фланцев.
Слив трансмиссионного масла из картеров КПП ЯМЗ-238 с демультипликатором
Перед сливом масла прогрейте агрегат до рабочей температуры (50–60°C), чтобы обеспечить полное стекание отработки и удаление загрязнений со стенок картера. Заглушите двигатель, установите ТС на горизонтальную площадку и зафиксируйте противооткатными упорами.
Подготовьте ёмкость для сбора отработки объемом не менее 18 литров. Очистите сливные пробки основного картера КПП и демультипликатора от грязи металлической щеткой. Убедитесь в доступности ключей на 17 мм (основная КПП) и на 24 мм (демультипликатор).
Последовательность операций
- Слив из основного картера КПП:
- Подставьте емкость под сливную пробку, расположенную в нижней части картера коробки передач
- Ослабьте пробку ключом, после чего аккуратно выкрутите ее вручную, избегая контакта с горячим маслом
- Дайте маслу стекать 15–20 минут до прекращения капель
- Слив из картера демультипликатора:
- Переместите емкость под сливную пробку редуктора демультипликатора (расположена со стороны раздаточной коробки)
- Повторите процедуру демонтажа пробки и полного слива отработанной жидкости
- Проверьте состояние магнитных элементов на пробках – наличие металлической стружки требует диагностики
Важно: Обязательно замените медные уплотнительные шайбы пробок при сборке. Проведите визуальный осмотр слитого масла – наличие воды (эмульсия), посторонних включений или сильного запаха гари указывает на неисправности агрегата.
| Узел | Расположение пробки | Объем масла (л) | Ключ |
|---|---|---|---|
| Основная КПП | Нижняя плоскость картера | 8.5–9.0 | 17 мм |
| Демультипликатор | Торцевая часть редуктора | 3.0–3.5 | 24 мм |
Снятие корпуса механизма переключения передач
Перед началом работ обеспечьте чистоту рабочей зоны, подготовьте ёмкость для слива масла и набор инструментов. Отключите аккумуляторную батарею, снимите рычаг переключения передач из салона кабины, предварительно удалив декоративный кожух и отсоединив тягу привода. Слейте трансмиссионное масло через штатную сливную пробку КПП, контролируя полное удаление жидкости из картера коробки.
Осмотрите корпус механизма на предмет подключенных датчиков (например, заднего хода или нейтрали). Аккуратно отсоедините электрические разъёмы, пометив их расположение во избежание ошибок при сборке. Ослабьте хомуты крепления пыльников на тягах демультипликатора и основного селектора. Сфотографируйте или зарисуйте конфигурацию соединений тяг с коромыслами для точного восстановления при монтаже.
Порядок демонтажа

- Выкрутите крепёжные болты верхней крышки механизма переключения (ключ на 13 мм).
- Снимите стопорные шплинты и извлеките оси пальцев тяг демультипликатора с помощью съёмника.
- Открутите гайки крепления кронштейна корпуса к картеру КПП (ключ на 17 мм), поддерживая механизм снизу.
- Извлеките корпус в сборе с тягами и пружинами, избегая перекоса и заклинивания.
Критические моменты:
- Не допускайте падения шариков фиксаторов передач при снятии крышки
- Фиксируйте возвратные пружины тяг демультипликатора стяжками
- Заглушите открытые отверстия КПП чистой ветошью
| Компонент | Тип крепежа | Кол-во |
| Крышка селектора | Болт M8x25 | 6 шт |
| Кронштейн корпуса | Гайка M12 | 4 шт |
| Ось тяги ДМР | Шплинт 3 мм | 2 шт |
Демонтаж заднего фланца вторичного вала
Перед демонтажем фланца убедитесь в отсутствии давления масла в системе и слейте трансмиссионную жидкость из КПП. Зафиксируйте коробку передач на стенде или ровной поверхности, исключив смещение узла при работе. Подготовьте съемник с универсальными захватами и комплект рожковых ключей на 24–32 мм.
Отверните центральную гайку крепления фланца, используя ударный гайковерт или мощный вороток с удлинителем. При сильной затяжке предварительно обработайте резьбовое соединение проникающей смазкой типа WD-40. Снимите стопорную шайбу, проверив наличие установочных меток на валу и фланце – при их отсутствии нанесите маркером для последующей сборки.
Технология снятия фланца
Выполните последовательно:
- Закрепите съемник за наружный диаметр фланца, равномерно распределив усилие на трёх точках
- Проворачивайте винт съемника с усилием 150–200 Н·м, контролируя параллельность съёмника плоскости фланца
- При возникновении вибрации обработайте посадочное место термоаэрозолем для охлаждения
- После сдвига фланца на 2–3 мм снимите съемник и демонтируйте деталь вручную
Критические ошибки: Применение монтажных лопаток или грубый ударный инструмент вызывают деформацию посадочной шейки вала. Перекос съемника при выпрессовке приводит к заклиниванию фланца и повреждению шлицов.
| Контрольный параметр | Норматив | Инструмент проверки |
| Биение посадочной шейки | ≤ 0,03 мм | Индикаторная стойка |
| Глубина шлицевого соединения | 72±0,1 мм | Штангенциркуль ШЦ-3 |
| Зазор в шлицах | 0,05–0,12 мм | Щуп 0,1 мм |
После демонтажа очистите шлицы вала металлической щёткой и промойте керосином. Проверьте состояние сальникового посадочного места на фланце – трещины или эллипсность более 0,8 мм требуют замены детали. Храните фланец вертикально во избежание коробления.
Отсоединение крышки заднего подшипника первичного вала
После демонтажа демультипликатора и снятия задней крышки картера сцепления обеспечьте фиксацию первичного вала от проворачивания. Последовательно выверните все крепежные болты крышки подшипника, используя торцевой ключ подходящего размера. Обратите внимание на разную длину крепежных элементов – запомните или зарисуйте их расположение.
Проверьте наличие установочных штифтов или стопорных пластин, которые могут блокировать демонтаж. При обнаружении коррозии или следов герметика на стыке обработайте периметр крышки проникающей смазкой. Избегайте ударных воздействий на корпус подшипника – деформация посадочного места недопустима.
Критические этапы операции
При затрудненном съеме примените съемник с центральным упором в торец вала. Равномерно распределяйте усилие по периметру крышки, контролируя параллельность съема. Если конструкция предусматривает регулировочные прокладки – немедленно зафиксируйте их положение и толщину.
- Слейте остатки масла из картера
- Очистите привалочную плоскость от загрязнений
- Пометьте взаимное положение крышки и картера кернением
- Извлеките уплотнительное кольцо из канавки крышки
| Тип крепежа | Количество | Момент затяжки (Н·м) |
|---|---|---|
| Болт М8×22 | 6 | 24-28 |
| Болт М8×35 | 2 | 24-28 |
| Стопорная пластина | 1 | - |
После демонтажа немедленно закройте открытый подшипник чистой ветошью. Проверьте состояние рабочих поверхностей крышки – задиры, трещины или эллипсность свыше 0.05 мм требуют замены детали. Сохраните все демонтированные элементы в маркированной таре.
Разборка механизма включения демультипликатора
Перед началом демонтажа очистите наружные поверхности механизма от загрязнений и масел. Убедитесь в наличии необходимого инструмента: комплекта рожковых ключей, съёмников для стопорных колец, пассатижей и чистой тары для мелких деталей. Обязательно слейте масло из картера КПП до уровня ниже оси демультипликатора.
Отсоедините тяги привода управления от рычага вилки переключения, предварительно зафиксировав их положение маркировкой. Снимите пневмокамеру (при наличии пневмопривода), отсоединив подводящий шланг и открутив крепёжные болты. Проверьте отсутствие остаточного давления в системе.
Последовательность демонтажа узлов
- Крышка механизма: Выверните болты крепления защитной крышки (6 шт. М10). Снимите крышку вместе с прокладкой, осторожно поддев её монтажной лопаткой. При залипании аккуратно постучите резиновым молотком по корпусу.
- Вал переключения:
- Извлеките стопорный штифт фиксатора с помощью пробойника
- Выдавите ось рычага вилки съёмником, предварительно сняв стопорное кольцо
- Извлеките вал с вилкой переключения в сборе
- Блокирующие элементы:
Деталь Действие Пружины фиксаторов Выпрессуйте шарики фиксаторов, удерживая их магнитом Сухари блокировки Извлеките через технологические окна после снятия вала - Подшипниковые узлы: Снимите наружные обоймы подшипников вала демультипликатора, используя универсальный съёмник. Запрещается ударная нагрузка на сепараторы.
Важно: Все извлекаемые детали раскладывайте в порядке разборки. Резьбовые соединения обрабатывайте проникающей смазкой за 10-15 минут до откручивания. Проверяйте состояние зубьев вилки и штока пневмокамеры на предмет задиров.
Извлечение вала промежуточной шестерни демультипликатора
Перед демонтажем вала промежуточной шестерни демультипликатора убедитесь в полном сливе трансмиссионного масла из картера КПП и отсоединении коробки передач от двигателя. Зафиксируйте картер сцепления на устойчивой поверхности, предотвратив его смещение при работе. Подготовьте чистовые емкости для хранения извлекаемых компонентов и метизов.
Снимите задний картер демультипликатора, предварительно выкрутив крепежные болты по периметру фланца. Отсоедините тяги механизма переключения и демонтируйте шток вилки включения понижающей передачи, аккуратно извлекая стопорные кольца и пружины. Проверьте наличие скрытых фиксирующих элементов, удерживающих вал в осевом направлении.
Последовательность операций демонтажа
- Выпрессуйте подшипники вала через съемник с внутренними лапами, прикладывая усилие строго вдоль оси вращения.
- Извлеките распорную втулку и стопорные шайбы, маркируя их положение относительно корпуса.
- Снимите ведущую шестерню демультипликатора, зафиксированную на валу шлицевым соединением.
- Аккуратно выбейте вал легкими ударами медной оправки через технологическое отверстие в картере.
| Контрольные параметры | Норматив |
|---|---|
| Осевой люфт вала | 0,05–0,12 мм |
| Радиальное биение шестерни | ≤ 0,08 мм |
| Шероховатость посадочных мест | Ra 1,25 мкм |
Внимание: запрещено применение ударного инструмента на корпусе подшипников и шейках вала! При заклинивании компонентов используйте локальный нагрев картера термофеном до 120°C. Проведите дефектовку посадочных мест сразу после извлечения – задиры или конусность более 0,03 мм требуют расточки с последующей установкой ремонтных втулок.
Снятие стопорных колец сателлитов демультипликатора
Перед началом работ по снятию стопорных колец сателлитов демультипликатора убедитесь, что корпус дифференциала надежно зафиксирован в тисках или на верстаке. Тщательно очистите область вокруг сателлитов и их осей от грязи и старой смазки, обеспечив хорошую видимость стопорных колец и их замков. Проверьте наличие и состояние необходимого инструмента.
Обратите внимание, что стопорные кольца сателлитов могут быть как внутренними (устанавливаемыми в канавку на оси), так и внешними (устанавливаемыми в канавку на сателлите). Подготовьте соответствующие съемники (специальные клещи для стопорных колец с острыми узкими губками). Работайте в защитных очках, так как кольца при снятии могут неожиданно вылететь с большой силой.
Последовательность операций
- Определите тип стопорного кольца: Визуально осмотрите узел сателлита и его оси. Найдите концы кольца (замок). Внутренние кольца расположены в канавке на самой оси сателлита, внешние – в канавке на внутреннем отверстии сателлита.
- Подберите инструмент: Используйте:
- Для внутренних стопорных колец – клещи с прямыми, загнутыми внутрь губками.
- Для внешних стопорных колец – клещи с прямыми или загнутыми наружу губками.
- Зафиксируйте кольцо: Одной рукой (или с помощью помощника) придерживайте сателлит, чтобы предотвратить его проворачивание или смещение.
- Сожмите концы кольца: Аккуратно, но уверенно сожмите рукоятки клещей. Это приведет к сведению концов кольца (замка) и уменьшению его диаметра (для внутреннего кольца) или увеличению диаметра (для внешнего кольца).
- Снимите кольцо:
- Для внутреннего кольца: После сжатия замка и уменьшения диаметра кольца, осторожно подцепите его губками клещей или монтажной лопаткой и извлеките из канавки на оси. Направляйте движение вдоль оси.
- Для внешнего кольца: После сжатия замка и увеличения диаметра кольца, аккуратно снимите его с посадочной канавки на сателлите, двигая перпендикулярно плоскости кольца.
- Повторите для остальных колец: Последовательно снимите стопорные кольца со всех осей сателлитов демультипликатора.
| Тип кольца | Расположение | Действие инструмента | Направление снятия |
|---|---|---|---|
| Внутреннее | В канавке на оси сателлита | Сжатие замка уменьшает диаметр кольца | Вдоль оси, из канавки |
| Внешнее | В канавке на отверстии сателлита | Сжатие замка увеличивает диаметр кольца | Перпендикулярно плоскости кольца, с посадочного места |
Важно: Действуйте крайне осторожно, чтобы не повредить канавку под стопорное кольцо на оси или в сателлите. Не допускайте чрезмерной деформации кольца при сжатии. Снятые кольца, как правило, подлежат замене на новые, особенно если они деформированы, имеют следы излома или потери упругости. При наличии сильной коррозии или задиров в канавке перед установкой новых колец может потребоваться обработка поверхности.
Демонтаж блока шестерен демультипликатора
Отсоедините карданный вал от фланца выходного вала демультипликатора, предварительно сняв стопорные пластины крестовин. Слейте трансмиссионное масло через сливную пробку в корпусе демультипликатора, подготовив емкость для сбора отработанной жидкости. Очистите наружные поверхности от загрязнений для предотвращения попадания абразива внутрь узла.
Демонтируйте пневматический привод переключения демультипликатора, отсоединив воздушные шланги и открутив крепежные болты. Снимите защитный кожух рычага переключения, обеспечив доступ к фиксирующим штифтам вилки переключения. Заблокируйте первичный вал КПП от проворачивания специальным инструментом.
- Открутите болты крепления задней крышки корпуса демультипликатора (12 позиций М10×1,25). Аккуратно снимите крышку, постукивая резиновым молотком по фланцу – сохраните уплотнительную прокладку.
- Извлеките стопорное кольцо вала ведомой шестерни демультипликатора. Используйте специальные съемники для демонтажа конического подшипника с вала.
- Отверните центральную гайку крепления блока шестерен (ключ на 36 мм) с моментом 220-250 Н·м. Фиксируйте вал стопором через технологическое отверстие в корпусе.
- Снимите фланец выходного вала, предварительно отметив положение установочной метки относительно шлицев.
- Выбейте валы блока шестерен через опорные подшипники легкими ударами медной оправки:
- Ведомый вал с шестерней понижающей передачи
- Промежуточный вал с блоком шестерен
- Ведущий вал с муфтой синхронизатора
- Извлеките вилки переключения из пазов муфт синхронизаторов, предварительно вынув фиксирующие пружинные штифты.
- Демонтируйте подшипники качения с валов при помощи гидравлического пресса – маркируйте положение наружных колец.
Разборка синхронизатора основных передач
Отверните болты крепления крышки подшипника первичного вала и снимите крышку вместе с прокладкой. Извлеките стопорное кольцо подшипника, используя съемник для внутренних стопорных колец.
Снимите ступицу синхронизатора с муфтой переключения, предварительно отметив взаимное расположение деталей. Отделите сухари и пружины фиксаторов от муфты, аккуратно выбив пальцем ось сухарей.
Разборка муфты и блокирующих колец
- Зажмите ступицу синхронизатора в тисках с мягкими губками
- Извлеките пружинные фиксаторы сухарей, поддев их отверткой
- Выбейте сухари переключения легкими ударами медного молотка
- Снимите муфту переключения со ступицы
- Проверьте состояние блокирующих колец:
- Измерьте зазор между кольцом и конусом шестерни
- Осмотрите фрикционные накладки на предмет сколов и износа
Важно: Все снятые детали раскладывайте в порядке разборки. Проверьте выработку на зубьях муфты и ступицы – при наличии ступенчатого износа требуется замена.
| Деталь | Контрольный параметр | Допуск (мм) |
|---|---|---|
| Блокирующее кольцо | Зазор относительно конуса | 0.8-1.5 |
| Сухари фиксаторов | Высота выступающей части | не менее 5.3 |
| Пружины фиксаторов | Длина в свободном состоянии | 16.0±0.5 |
Внимание: При обнаружении трещин на муфте или ступице узел подлежит обязательной замене. Проверьте плавность перемещения муфты на ступице без заеданий.
Извлечение шестерни заднего хода и промежуточной шестерни
После демонтажа картера сцепления и первичного вала, обеспечьте свободный доступ к узлу заднего хода. Очистите картер от остатков масла и загрязнений для предотвращения попадания абразивных частиц в механизм.
Проверьте наличие фиксирующих элементов: стопорных колец, шайб и штифтов, удерживающих оси шестерен. Приготовьте съемник стопорных колец, набор выколоток из мягкого металла и молоток.
Последовательность демонтажа
- Снимите стопорное кольцо с оси промежуточной шестерни, используя специальные щипцы. Убедитесь, что кольцо полностью вышло из канавки.
- Выбейте ось промежуточной шестерни через монтажное отверстие в картере. Наносите удары молотком через медную выколотку, чтобы не повредить резьбу.
- Извлеките промежуточную шестерню вместе с упорными шайбами. Зафиксируйте взаимное расположение шайб для корректной сборки.
- Открутите крепежные болты оси шестерни заднего хода. Обычно используются 2-3 болта под ключ на 12 мм с контргайками.
- Аккуратно выбейте ось шестерни заднего хода легкими ударами. При закисании обработайте резьбовое соединение WD-40.
- Достаньте шестерню заднего хода и проверьте состояние зубьев, шлицевого соединения и посадочного места.
Критические моменты: При демонтаже осей избегайте перекосов – это может привести к задирам в посадочных отверстиях картера. Все ударные воздействия выполняйте через мягкие прокладки.
Контроль состояния деталей после извлечения:
- Проверьте зубья на отсутствие сколов, выкрашивания и неравномерного износа
- Измерьте зазор между осью и втулкой шестерни (допуск не более 0.15 мм)
- Осмотрите шлицевые соединения на предмет задиров и деформации
- Проверьте биение шестерен на поверочной плите
Выпрессовка подшипников первичного вала
Перед началом работ убедитесь в наличии съемников подходящего типоразмера и оправок для запрессовки новых подшипников. Очистите наружную поверхность картера КПП и зону вокруг подшипников от грязи и масляных отложений, исключая попадание абразива внутрь узла. Фиксируйте картер коробки передач на стенде или верстаке для предотвращения смещения при приложении усилия.
Снимите стопорные кольца (при их наличии), удерживающие подшипники на первичном валу, используя специальные круглогубцы или бородок. Визуально определите тип установленных подшипников (шариковые, роликовые) и направление приложения нагрузки при выпрессовке во избежание перекоса. Подготовьте емкость для сбора старой смазки и мелких деталей.
Технология выполнения операции
Выпрессовка внутреннего кольца подшипника с вала:
- Установите съемник с лапами за внутреннее кольцо подшипника, плотно зафиксировав захваты без перекоса.
- Плавно вращайте винт съемника, контролируя параллельность съема. При затрудненном ходе обработайте посадочное место аэрозольным проникающим составом WD-40.
- Извлеките сепаратор с телами качения, если подшипник разборный, после снятия кольца.
Извлечение наружного кольца из картера:
- Используйте гидравлический пресс с оправкой диаметром на 0,5-1 мм меньше наружного кольца.
- Установите картер на плиту пресса с совмещением отверстия подшипника с проёмом опорной наковальни.
- Приложите усилие строго по оси вала до полного выхода кольца. Для подшипников демультипликатора применяйте термообработку картера строительным феном (нагрев до 120-150°C).
| Тип подшипника | Рекомендуемый съемник | Макс. усилие (тс) |
|---|---|---|
| Шариковый №180605 | СП-80 | 3.5 |
| Роликовый №42310 | СП-120 с гидроусилителем | 8.2 |
После демонтажа промаркируйте подшипники и осмотрите их посадочные места. Наличие задиров на шейке вала глубиной свыше 0,05 мм требует шлифовки или замены вала. Проверьте биение посадочного гнезда в картере индикаторным нутромером – допустимое отклонение не превышает 0,03 мм.
Демонтаж вторичного вала основной коробки
Перед демонтажем вторичного вала основной коробки передач убедитесь в полном сливе трансмиссионного масла из картера и демонтируйте коробку с транспортного средства. Зафиксируйте агрегат на стенде в устойчивом положении, обеспечив свободный доступ к нижней и задней частям картера. Снимите крышку люка смотрового окна, задний фланец с уплотнительной манжетой и демонтируйте муфту включения демультипликатора, предварительно выбив стопорные штифты крепления вилки.
Отверните болты крепления заднего подшипникового стакана первичного вала демультипликатора. Проверьте состояние синхронизаторов и шестерен, визуально оценив степень износа зубьев и шлицевых соединений перед извлечением вала. Подготовьте чистую емкость для размещения снятых деталей и маркировочные метки для фиксации позиционного расположения шестерен, стопорных колец и синхронизаторов.
Последовательность операций
Ключевые этапы демонтажа:
- Снимите стопорную пластину подшипника вала, открутив крепежные болты торцевым ключом
- Выпрессуйте задний конический подшипник съемником с гидравлическим прессом (усилие 5-7 тс)
- Извлеките комплект регулировочных шайб, отметив их толщину микрометром
- Последовательно удалите через люк:
- Стопорное кольцо каретки синхронизатора
- Шестерню 3-4 передачи с сухарями синхронизатора
- Распорную втулку и шариковый подшипник
- Аккуратно выбейте вал через передний торец картера медной выколоткой
Важно: При извлечении синхронизаторов сохраняйте ориентацию блокирующих колец относительно каретки. Фиксируйте положение всех распорных колец и дистанционных втулок на монтажной линейке с нанесением нумерации.
| Компонент | Тип крепления | Инструмент для демонтажа |
|---|---|---|
| Фланец вторичного вала | Гайка с левой резьбой | Динамический ключ 46мм |
| Конический подшипник | Прессовая посадка | Съемник 3-лапый Ø80мм |
| Стопорные кольца | Пазовое соединение | Круглогубцы 250мм |
После извлечения вала немедленно заглушите посадочные отверстия подшипников чистыми ветошью во избежание попадания загрязнений. Проведите дефектовку шлицевого хвостовика на предмет задиров и проверьте биение опорных шеек индикаторным нутромером – допустимое значение не превышает 0,03 мм.
Снятие стопорных колец синхронизаторов
После демонтажа вала демультипликатора и вилки переключения синхронизатора обеспечьте свободный доступ к стопорным кольцам, расположенным в канавках по торцам муфты синхронизатора. Тщательно очистите посадочные места колец от загрязнений и остатков смазки для предотвращения соскальзывания инструмента.
Подготовьте узкие монтажные лопатки или специальные съемники для стопорных колец, избегая использования отверток с широким жалом – это может повредить канавки или деформировать кольцо. Убедитесь в отсутствии видимых дефектов на кольцах перед снятием (трещины, выработка, потеря упругости).
Процедура снятия
- Фиксация муфты: Зафиксируйте муфту синхронизатора от проворота мягкими губками тисков или струбциной через медные/алюминиевые прокладки.
- Расположение замка: Визуально определите положение замка (разреза) кольца. Работайте со стороны, противоположной замку.
- Поддевание кольца: Введите кончик лопатки или ножки съемника в монтажное отверстие на внешнем диаметре кольца. Плавно отожмите кольцо вверх, расширяя его до выхода из канавки.
- Извлечение: Поддерживая кольцо пальцем, полностью снимите его с вала движением вдоль оси. Повторите операцию для второго кольца.
| Ключевой момент | Последствия нарушения |
| Использование правильного инструмента | Деформация кольца, повреждение канавки муфты |
| Контроль усилия при отгибании | Поломка кольца, травма осколками |
| Маркировка колец перед снятием | Путаница при сборке, нарушение балансировки |
Снятые кольца немедленно уложите в промаркированный контейнер – даже минимальная деформация или растяжение делают их непригодными для повторного использования. Очистите канавки муфты от задиров и заусенцев. Перед установкой новых колец обязательно проверьте глубину и ширину канавок микрометром согласно спецификации завода-изготовителя.
Разборка ведущего вала демультипликатора
Перед началом работ подготовьте чистое рабочее место, набор рожковых ключей, съёмники для подшипников, молоток из цветного металла, монтажные лопатки и маркировочные метки. Убедитесь в наличии схемы узла для корректной последующей сборки.
Зафиксируйте вал в тисках с мягкими накладками, исключающими повреждение шлицев и посадочных поверхностей. Очистите наружные поверхности от загрязнений ветошью и керосином для визуального контроля деталей.
Последовательность операций
- Демонтаж стопорных элементов:
- Выбейте пробойником стопорные штифты фиксации шестерён
- Срежьте контровочные проволоки и открутите корончатые гайки
- Снятие шестерён:
Аккуратно выпрессуйте шестерню высшей передачи съёмником, придерживая синхронизатор. При закисании нанесите на шлицевое соединение проникающую смазку за 10-15 минут до демонтажа.
- Разборка синхронизатора:
Деталь Метод извлечения Блокирующие кольца Сдвиньте в осевом направлении Сухари фиксаторов Выбейте через технологические пазы Пружины муфты Извлеките пинцетом после снятия стопора - Демонтаж подшипников:
Используйте гидравлический съёмник с захватом за внутренние обоймы. Запрещено прикладывать усилие к наружным кольцам – это приводит к разрушению сепараторов.
Все снятые детали раскладывайте в порядке разборки на чистой поверхности. Шайбы и кольца с разной толщиной маркируйте несмываемым маркером. Контролируйте состояние шпоночных пазов и шлицевых соединений на предмет задиров.
Извлечение ведомого вала демультипликатора
Перед извлечением ведомого вала демонтируйте крышку демультипликатора и ведущий вал, предварительно сняв стопорные кольца с их подшипников. Убедитесь в отсутствии осевой нагрузки на шестерни и очистите полость корпуса от металлической стружки или загрязнений. Проверьте маркировку положения регулировочных шайб для последующей корректной сборки.
Снимите внутреннее стопорное кольцо подшипника ведомого вала, используя съемник для стопорных колец. Аккуратно выпрессуйте наружный подшипник вала, применив универсальный съемник с захватом за внутреннюю обойму. Контролируйте усилие, чтобы не повредить сепаратор или тела качения подшипника.
Ключевые этапы извлечения
- Фиксация шестерни: Зафиксируйте зубчатый венец вала монтажной лапой через технологические отверстия в корпусе.
- Демонтаж подшипника:
- Нагрейте наружную обойму подшипника термофеном до +80°C
- Используйте гидравлический пресс с оправкой диаметром 72±0.1 мм
- Извлечение вала: Плавно выбейте вал через деревянную проставку, ударяя только по фланцу крепления кардана.
| Элемент | Тип инструмента | Усилие (max) |
|---|---|---|
| Стопорное кольцо | Съемник ГОСТ 21967-76 | 50 Н·м |
| Наружный подшипник | Гидравлический съемник 20т | 12 тс |
| Вал | Латунная выколотка | 3 удара/400 Дж |
Важно: При выпрессовке контролируйте соосность вала прессу. Перекос более 2° вызывает задир на посадочных поверхностях. После извлечения немедленно промаркируйте шестерни и подшипники, поместите вал на призматические подставки для исключения деформации.
Дефектовка зубьев шестерен на предмет сколов и износа
Проведите визуальный осмотр каждого зуба шестерни при ярком освещении, используя лупу 5-7×. Сколы проявляются как локальные выкрашивания материала на рабочих поверхностях или торцах зубьев, особенно в зоне контакта. Обратите внимание на характерные V-образные повреждения на кромках – их наличие требует обязательной замены пары шестерен.
Оцените равномерность износа по всей окружности, проворачивая шестерню вручную. Критическим признаком является заострение вершин зубьев или изменение профиля более чем на 15% от исходного. Используйте штангенциркуль для замера толщины зуба в трех точках: у основания, середине и вершине, сравнивая показатели с техтребованиями ЯМЗ-238.
Методы выявления дефектов
- Контроль контактных пятен: нанесите тонкий слой монтажной синьки на зубья, проверьте отпечаток после проворота
- Магнитно-порошковая дефектоскопия: выявляет микротрещины у основания зубьев
- Замер биения: установите шестерню на оправку, индикатором определите радиальное биение (допуск – до 0.08 мм)
| Тип дефекта | Признаки | Решение |
|---|---|---|
| Усталостный скол | Раковины на рабочем профиле ≥1.5 мм | Замена пары |
| Абразивный износ | Матовые риски вдоль оси зуба | Шлифовка/замена |
| Выкрашивание | Отслоение материала у основания | Браковка |
Важно: шестерни с 3+ сколами на смежных зубьях или износом >0.2 мм по толщине подлежат обязательной утилизации. При точечных повреждениях (<0.5 мм) допускается притирка абразивной пастой с последующей промывкой.
Проверка состояния ступиц синхронизаторов
Демонтируйте крышку КПП для обеспечения доступа к механизму переключения передач. Тщательно очистите наружные поверхности ступиц синхронизаторов от загрязнений и остатков масла с помощью ветоши и растворителя. Убедитесь в отсутствии видимых механических повреждений корпуса ступиц: трещин, сколов или глубоких задиров.
Проверьте фиксацию стопорных колец синхронизаторов, убедившись в их правильной установке в канавках вала. Визуально оцените состояние шлицевого соединения ступицы с валом коробки передач – шлицы не должны иметь признаков износа или деформации.
Ключевые параметры контроля
- Люфт в осевом направлении: Проверьте покачиванием ступицы вдоль оси вала. Допустимый зазор – не более 0,1-0,3 мм. Превышение указывает на износ стопорных колец или посадочных мест.
- Радиальный люфт: Проконтролируйте отсутствие биения при вращении ступицы. Наличие люфта свидетельствует о критическом износе подшипников или шлицев.
- Состояние зубьев муфты включения: Осмотрите торцевые поверхности зубьев на предмет сколов, заусенцев и закругления кромок. Даже незначительные дефекты требуют замены узла.
Важно: При обнаружении деформаций корпуса ступицы или трещин любой глубины узел подлежит обязательной замене. Не пытайтесь восстанавливать геометрию ударными методами!
| Параметр | Норма | Метод проверки |
|---|---|---|
| Осевой люфт | 0,1-0,3 мм | Индикатор часового типа |
| Износ зубьев муфты | Не допускается | Визуальный осмотр + щуп 0,05 мм |
| Состояние шлицов | Отсутствие забоин | Тактильный контроль |
После проверки протрите ступицы безворсовой салфеткой и смажьте моторным маслом перед установкой синхронизаторов. Убедитесь в свободном перемещении ступицы по шлицам без заеданий – это критично для четкости включения передач.
Контроль работы блокирующих колец синхронизаторов
Проверка состояния блокирующих колец – обязательный этап диагностики синхронизаторов КПП ЯМЗ-238 при появлении трудностей включения передач или посторонних шумов. Износ их внутренней конической поверхности и зубьев напрямую влияет на плавность и скорость синхронизации.
Снимите кольца с валов коробки передач для детального осмотра. Тщательно очистите их от загрязнений и остатков масла, используя керосин или специальный моющий раствор. Это обеспечит точную оценку состояния рабочих поверхностей.
Ключевые параметры для контроля
- Зазор между кольцом и конусом муфты синхронизатора: Проверяется путем установки кольца на соответствующий конус. Используйте щуп для замера расстояния между торцом кольца и упором муфты. Значение должно строго соответствовать данным завода-изготовителя (обычно в пределах 0.5-1.5 мм для различных передач). Превышение указывает на критический износ конусов.
- Состояние внутренней конической поверхности: Внимательно осмотрите на предмет глубоких задиров, выкрашивания металла, неравномерного износа или следов перегрева (синеватые пятна). Наличие таких дефектов требует замены кольца.
- Износ стопорных зубьев (шлицев) и фиксирующих выступов: Контролируйте ширину зубьев и высоту выступов. Заостренные или сколотые зубья, а также значительное уменьшение высоты выступов приводят к проскальзыванию кольца и неполной блокировке муфты.
- Зазор в осевом направлении: Кольцо должно иметь небольшой, но четко ощутимый свободный ход вдоль оси при установке на конус. Отсутствие люфта или чрезмерный зазор свидетельствуют о проблемах.
- Посадочные поверхности и отверстия под сухари: Убедитесь в отсутствии трещин, деформации или износа в местах контакта с сухарями синхронизатора и стопорной проволокой.
Важно: Всегда заменяйте блокирующие кольца комплектом для конкретной передачи и проверяйте состояние сопрягаемых конусов муфт синхронизаторов. Используйте только оригинальные запчасти или проверенные аналоги с аналогичными характеристиками по твердости и износостойкости.
Измерение зазоров в подшипниках валов
Точное измерение зазоров в подшипниках первичного, промежуточного и вторичного валов критически важно для корректной работы КПП ЯМЗ-238. Несоответствие зазоров техническим требованиям приводит к ускоренному износу деталей, вибрациям и выходу узла из строя. Контроль осуществляется после демонтажа валов и визуального осмотра тел качения и сепараторов.
Используются два основных типа зазоров: радиальный (между телом качения и дорожками) и осевой (люфт вала вдоль оси). Радиальный зазор напрямую влияет на распределение нагрузки в подшипнике, а осевой – на тепловое расширение валов при работе. Замеры производятся на чистом узле, свободном от смазки и загрязнений.
Инструменты для измерения:
- Набор щупов разной толщины (точность 0.01 мм)
- Индикаторный нутромер с цифровым или часовым циферблатом
- Индикатор часового типа со штативом (для осевого люфта)
- Динамический динамометр (для проверки предварительного натяга роликовых подшипников)
Порядок измерения радиального зазора:
- Подшипник фиксируется вертикально в прессе или тисках через мягкие прокладки.
- Щуп вводится между телом качения и наружным кольцом в зоне, противоположной сепаратору. Сила ввода – не более 5 Н.
- Толщина щупа, входящего с небольшим сопротивлением, соответствует зазору. Замер выполняется минимум в трех точках по окружности.
- Для шарикоподшипников дополнительно замеряется зазор при смещении наружного кольца относительно внутреннего в перпендикулярных плоскостях.
Контроль осевого люфта:
Индикатор часового типа крепится на штативе. Наконечник упирается в торец вала строго параллельно оси. Вал смещается до упора вручную в обоих направлениях. Разница показаний индикатора при крайних положениях – величина осевого зазора.
Важно:
- Все замеры дублируются;
- Данные сверяются с технической спецификацией ЯМЗ-238;
- Подшипники с зазорами вне допуска подлежат замене.
| Тип подшипника | Радиальный зазор (мм) | Осевой зазор (мм) |
|---|---|---|
| Шариковый (опорный) | 0.015–0.035 | 0.05–0.12 |
| Роликовый конический | 0.025–0.055 | 0.08–0.15* |
Требует регулировки предварительного натяга при установке.
Проверка состояния вилок переключения передач
Вилки переключения передач напрямую воздействуют на муфты включения, обеспечивая точное зацепление шестерен. Их исправность критична для четкости переключений, предотвращения самопроизвольного выключения передач и посторонних шумов в работе КПП ЯМЗ-238.
Проверка выполняется при полном демонтаже коробки передач и снятии крышки люка. Основное внимание уделяется оценке геометрии, износу контактных поверхностей, состоянию фиксаторов и люфтам в посадочных местах. Все измерения проводятся с использованием штангенциркуля, нутромера и контрольных калибров.
Порядок и параметры контроля
- Визуальный осмотр:
- Выявление трещин, сколов, глубоких задиров на корпусе вилок
- Проверка целостности резьбовых отверстий под штоки переключения
- Контроль состояния фиксирующих канавок под шарики блокираторов
- Измерение износа рабочих поверхностей:
- Замер ширины пазов вилки, контактирующих с муфтой переключения
- Контроль толщины сухарей в зоне сопряжения с синхронизаторами
- Проверка геометрии:
- Измерение параллельности плеч вилки на контрольной плите
- Определение симметричности расположения пазов относительно оси
- Оценка люфтов:
- Замер радиального зазора в месте установки вилки в корпусе КПП
- Проверка осевого перемещения в посадочных гнездах
| Контролируемый параметр | Допустимое значение | Предельный износ |
|---|---|---|
| Ширина паза под муфту | 10,0 ± 0,2 мм | 10,6 мм |
| Радиальный люфт в корпусе | 0,05 - 0,15 мм | 0,4 мм |
| Осевой люфт вилки | 0,1 - 0,3 мм | 0,8 мм |
| Перекос плеч вилки | не более 0,1 мм | 0,3 мм |
Вилки с необратимой деформацией или износом пазов свыше нормы подлежат замене. При обнаружении задиров на поверхностях скольжения допустима шлифовка с последующим хромированием до ремонтного размера. Обязательно заменяются пружины фиксаторов и стопорные кольца при любом демонтаже.
Дефектовка шлицевых соединений валов
Тщательная проверка шлицевых соединений валов КПП ЯМЗ-238 с демультипликатором обязательна при ремонте, так как повреждения приводят к вибрациям, ударным нагрузкам и разрушению трансмиссии. Контроль проводится на снятых валах после очистки от загрязнений и масла с обязательной маркировкой положения деталей.
Основные дефекты включают механический износ рабочих поверхностей, задиры, выкрашивание металла, смятие шлицов, трещины в зонах концентрации напряжений и коррозионные поражения. Особое внимание уделяется проверке соосности и геометрических параметров.
Методы контроля и допустимые параметры
Визуально-капиллярный осмотр
- Выявление трещин магнитопорошковым методом или проникающей жидкостью
- Контроль задиров, рисок глубиной свыше 0,1 мм
- Обнаружение выкрошенных участков на вершинах шлицов
Измерение износа
| Параметр | Инструмент | Допуск (мм) |
|---|---|---|
| Зазор в соединении | Щуп, нутромер | ≤ 0,15 |
| Износ толщины шлица | Микрометр | ≤ 0,10 |
| Биение вала | Индикатор на призмах | ≤ 0,05 |
Проверка геометрии
- Контроль параллельности шлицевого участка: индикаторное измерение на поверочной плите
- Проверка угла наклона шлицов: шаблонами или оптическим компаратором
- Измерение радиального зазора поворотом вала в ответной втулке
Критерии выбраковки
- Трещины любой длины и направления
- Сколы глубиной >1 мм на рабочих поверхностях
- Превышение предельного зазора более 0,3 мм
- Коробление вала >0,08 мм на длине шлицевого участка
Замена поврежденных стопорных колец и пружин
Перед началом демонтажа стопорных колец и пружин демультипликатора тщательно очистите зону работы от грязи и металлической стружки. Подготовьте комплект новых деталей, соответствующих спецификации ЯМЗ-238, и специализированный инструмент: съёмники стопорных колец (внутренних и наружных), монтажные лопатки и щипцы. Убедитесь в отсутствии деформации посадочных канавок валов и втулок, куда устанавливаются кольца.
Последовательно извлеките все смежные компоненты, блокирующие доступ к заменяемым элементам: стопорные пластины, фиксирующие болты и упорные шайбы. Маркируйте положение демонтируемых пружин относительно корпуса, особенно если они имеют асимметричную установку. Контролируйте усилие при сжатии пружин демпферов во избежание вылета деталей или травмирования.
Технология установки новых элементов
При монтаже соблюдайте критичные параметры:
- Стопорные кольца устанавливайте в канавки до характерного щелчка, проверяя полную посадку по всей окружности. Зазор между концами кольца не должен превышать 0.8 мм.
- Пружины переключения фиксируйте согласно маркировке. Усилие предварительного сжатия регулируйте по техкарте (стандартно 15-18 кгс для основной группы).
- Все сухари и шарики фиксаторов смазывайте трансмиссионным маслом перед установкой новых пружин.
Обязательные проверки после замены:
- Ход штока демультипликатора под нагрузкой (норма: 9-11 мм для высокого диапазона, 6-8 мм для низкого).
- Отсутствие заеданий при ручном переключении режимов на незаведённом двигателе.
- Контроль течеискателем в зоне установки колец под давлением масла (после запуска КПП).
| Компонент | Тип дефекта | Риск при некорректной замене |
|---|---|---|
| Наружное стопорное кольцо | Разрыв, потеря упругости | Смещение подшипников вала, заклинивание |
| Пружина фиксатора | Просадка более 10% от длины | Самопроизвольное выключение передач |
| Внутреннее стопорное кольцо | Деформация "усов" | Разрушение шестерни вторичного вала |
При сборке категорически запрещается использовать старые стопорные кольца даже при видимом отсутствии повреждений. Все заменяемые пружины должны проходить проверку на длину в свободном состоянии (допуск ±0.5 мм). После запуска двигателя проведите тестовое включение демультипликатора под нагрузкой на стенде или при буксировке, контролируя посторонние шумы.
Установка новых синхронизаторов при необходимости
После демонтажа и дефектовки синхронизаторов оцените степень износа фрикционных конусов, блокирующих колец и стопорных элементов. Замена обязательна при критическом износе или повреждении стопорных зубьев, задирах на конусных поверхностях, потере упругости пружин фиксаторов. Используйте только комплектные синхронизаторы от производителя ЯМЗ, обеспечивающие точное соответствие геометрии и материалов оригиналу.
Перед установкой новых узлов тщательно очистите посадочные места на валах от загрязнений и заусенцев. Проверьте состояние шлицевых соединений и ступиц шестерен. Нанесите тонкий слой трансмиссионного масла на рабочие поверхности конусов и скользящие элементы синхронизатора для предотвращения сухого пуска.
Последовательность монтажа
Выполните сборку в обратном порядке демонтажу с соблюдением ключевых этапов:
- Наденьте стопорное кольцо на вал до упора в технологический буртик
- Установите муфту синхронизатора шлицами в нейтральное положение
- Совместите фиксаторы блокирующего кольца с пазами муфты, приложите усилие 30-50 Н·м
- Проверьте осевой люфт комплекта – допустимое значение 0.1-0.4 мм
Контроль качества установки: Проверьте плавность перемещения муфты по шлицам при ручном переключении через все положения. Отсутствие заеданий и посторонних звуков подтверждает правильность монтажа. Обязательно выполните калибровку штока переключения передач после сборки КПП.
| Параметр | Нормативное значение | Метод проверки |
|---|---|---|
| Усилие включения | 15-25 Н | Динамометр на рычаге КПП |
| Температура нагрева | ≤95°C | Термопара на корпусе синхронизатора |
| Время синхронизации | 0.8-1.2 сек | Стендовые испытания под нагрузкой |
При замене синхронизаторов демультипликатора особое внимание уделите юстировке вилки переключения – перекос более 0.3 мм вызывает преждевременный износ сухарей. После пробега 500-700 км выполните внеплановую замену масла для удаления продуктов приработки.
Замена подшипников валов КПП ЯМЗ-238 с демультипликатором
Замена подшипников валов коробки передач ЯМЗ-238 требует строгого соблюдения технологической последовательности и применения специального инструмента. Неправильная установка или подбор неоригинальных деталей приводит к преждевременному выходу узла из строя и вибрациям.
Перед началом работ убедитесь в наличии ремонтного комплекта подшипников (включая упорные шайбы и стопорные кольца), съемников, оправок для запрессовки, динамометрического ключа и чистой ветоши. Тщательно промойте и осмотрите посадочные места валов и картера на предмет задиров или повреждений.
Порядок замены подшипников первичного и вторичного валов
Демонтаж старых подшипников:
- Используйте универсальный съемник для снятия подшипников с валов, избегая ударных нагрузок.
- Извлеките стопорные кольца (при наличии) специальными плоскогубцами.
- Очистите посадочные места вала от старой смазки и загрязнений.
Подготовка и установка новых подшипников:
- Прогрейте новый подшипник в масле до 80-90°C для равномерного расширения.
- Нанесите тонкий слой монтажной смазки на посадочную поверхность вала.
- Запрессуйте подшипник с помощью оправки, воздействуя только на запрессовываемое кольцо (внутреннее для вала, наружное для картера).
- Установите стопорные кольца в канавки до характерного щелчка.
Контрольные параметры после установки:
| Параметр | Значение |
| Осевой люфт первичного вала | 0,05 - 0,11 мм |
| Осевой люфт вторичного вала | 0,1 - 0,2 мм |
| Момент проворачивания вала | 0,3 - 0,8 Н·м (с новыми подшипниками) |
Особенности подшипников демультипликатора: При замене подшипников валов демультипликатора уделите внимание регулировке зацепления шестерен. Обязательно замените сальники валов и проверьте соосность посадочных мест. Используйте только подшипники с маркировкой ЯМЗ – нештатные изделия часто не соответствуют требованиям по нагрузке.
Сборка узла демультипликатора в сборе
Перед началом сборки убедитесь в чистоте всех деталей и наличии полного комплекта новых уплотнений, стопорных колец и подшипников. Проверьте состояние зубьев шестерен, синхронизаторов, вилок переключения и поверхностей валов на отсутствие задиров, коррозии или критического износа.
Подготовьте специальный инструмент для запрессовки подшипников, съемники стопорных колец и динамометрический ключ. Организуйте рабочее пространство с мягкой подложкой для исключения повреждения компонентов. Сверьтесь со схемой КПП ЯМЗ-238 для правильной ориентации деталей.
Порядок сборки компонентов
- Монтаж подшипников:
- Запрессуйте подшипник первичного вала в картер демультипликатора с нагревом корпуса до 80-100°C
- Установите роликовый подшипник вторичного вала с контролем посадки по индикатору (биение ≤ 0.05 мм)
- Сборка валов:
- Напрессуйте ведомую шестерню на вторичный вал с нагревом до 120°C
- Закрепите стопорным кольцом с проверкой осевого люфта (допуск 0.1-0.3 мм)
- Установите синхронизатор с пружинными фиксаторами, проверив ход муфты в нейтрали
- Соединение картера:
- Совместите первичный и вторичный валы в корпусе
- Нанесите герметик Loctite 574 на привалочную плоскость
- Затяните болты крепления корпуса крест-накрест с моментом 75-80 Н·м
- Механизм переключения:
- Смонтируйте вилку включения на шток с фиксацией шплинтом
- Установите пружины блокировки с предварительным сжатием 15 мм
- Отрегулируйте ход штока (18-20 мм) контрольным калибром
| Узел | Момент затяжки (Н·м) | Контрольный параметр |
|---|---|---|
| Гайка первичного вала | 250-270 | Стопорение корончатой гайкой |
| Крышка подшипника | 45-50 | Герметизация прокладкой 0.3 мм |
| Фланец вторичного вала | 380-400 | Осевой люфт ≤0.15 мм |
После сборки проверьте плавность переключения ступеней поворотом валов рукой. Усилие на рычаге не должно превышать 50 Н. Проведите гидравлическое тестирование под давлением 0.4 МПа для выявления утечек масла через уплотнения. Перед установкой на КПП заполните полость демультипликатора трансмиссионным маслом ТАД-17И.
Монтаж вторичного вала с шестернями
Перед сборкой тщательно очистите посадочные поверхности картера КПП, проверьте состояние подшипников и сальников. Нанесите тонкий слой смазки Литол-24 на шлицы вала, опорные шейки подшипников и зубья синхронизаторов. Убедитесь в отсутствии повреждений на зубьях шестерён и работоспособности стопорных колец.
При установке блока шестерён соблюдайте порядок расположения распорных втулок и шайб согласно схеме КПП. Контролируйте осевые зазоры щупом – допуск не должен превышать 0,1-0,3 мм. Перепутанные распорные элементы приведут к заклиниванию вала или ускоренному износу подшипников.
Ключевые этапы сборки
- Установите ведомую шестерню 2-й передачи на вал с фиксацией стопорным кольцом
- Смонтируйте распорную втулку и синхронизатор 3-4 передач (метки должны быть обращены к шестерне 3-й передачи)
- Наденьте шестерню 3-й передачи с подшипником скольжения
- Закрепите шестерню 1-й передачи с распорной шайбой (толщина согласно спецификации)
- Установите синхронизатор 1-2 передач со ступицей и сухарями
Контрольные операции после монтажа:
- Проверьте лёгкость вращения вала от руки
- Убедитесь в чётком срабатывании синхронизаторов
- Проконтролируйте отсутствие осевого люфата (допуск 0,05-0,15 мм)
- Проверьте зазор между торцами шестерён (не менее 0,8 мм)
Установка механизма переключения передач
Перед монтажом убедитесь в чистоте посадочных поверхностей КПП и отсутствии повреждений на корпусе механизма переключения. Проверьте комплектность крепежных элементов, уплотнительных прокладок и фиксирующих штифтов согласно спецификации.
Обработайте новую прокладку тонким слоем герметика без силикона, совместимого с трансмиссионным маслом. Совместите монтажные отверстия механизма с ответными отверстиями на картере КПП, контролируя положение кулисы относительно штока выбора передач.
Последовательность монтажа
- Установите механизм на картер, обеспечив плотный контакт прокладки без перекосов
- Введите направляющие штифты для точной фиксации позиции
- Затяните болты крест-накрест с моментом 45-50 Н·м в три этапа:
- Предварительная затяжка 15 Н·м
- Доводка до 30 Н·м
- Окончательное усилие 50 Н·м
- Проверьте свободный ход рычага переключения во всех положениях
Подключите тяги привода демультипликатора, используя регулировочные муфты для устранения люфта. Обязательно отрегулируйте длину тяг согласно таблице допусков:
| Параметр | Нормативное значение | Допуск |
|---|---|---|
| Ход кулисы | 142 мм | ±1.5 мм |
| Усилие переключения | 35-50 Н | +5/-3 Н |
После установки заполните систему трансмиссионным маслом марки ТМ5-18рк до контрольной метки. Проверку работоспособности выполняйте только на заглушенном двигателе, последовательно включая все передачи и режимы демультипликатора. Убедитесь в отсутствии заеданий и посторонних шумов при перемещении рычага.
Сборка вала промежуточной шестерни демультипликатора
Перед сборкой убедитесь в чистоте всех деталей, отсутствии забоин и повреждений на шлицах вала, зубьях шестерен и посадочных поверхностях под подшипники. Подготовьте необходимые монтажные приспособления, новый комплект сальников и уплотнительных колец согласно спецификации.
Проверьте состояние подшипников качения – радиальный зазор должен соответствовать техническим требованиям, сепараторы не должны иметь трещин, тела качения обязаны вращаться без заеданий и постороннего шума. Подготовьте необходимое количество пластичной смазки Литол-24 или её аналога для заправки подшипниковых узлов.
Последовательность операций при сборке
- Напрессовка подшипников: Установите внутренние кольца конических роликовых подшипников на вал с помощью термомонтажа (нагрев до 80-90°C) или механического пресса, контролируя усилие. Наружные кольца запрессуйте в картер демультипликатора.
- Монтаж шестерни: Наденьте промежуточную шестерню на шлицевую часть вала, соблюдая заводскую метку совмещения. Закрепите стопорным кольцом с предварительным нагревом шестерни до 60-70°C для обеспечения свободной посадки.
- Установка регулировочных шайб: Подберите комплект регулировочных шайб толщиной, обеспечивающей осевой зазор вала в пределах 0.05-0.12 мм. Проверку проведите индикатором часового типа после предварительной затяжки гайки крепления.
- Фиксация узла: Затяните центральную гайку вала моментом 250-300 Н·м с последующей шплинтовкой. Убедитесь в плавности вращения вала от руки без заклиниваний.
- Герметизация: Установите сальники в посадочные места картера с использованием монтажной оправки. Смажьте кромки сальников моторным маслом перед монтажом.
| Параметр | Номинальное значение | Допуск |
|---|---|---|
| Осевой зазор вала | 0.08 мм | ±0.04 мм |
| Момент затяжки гайки | 280 Н·м | ±20 Н·м |
| Радиальный зазор подшипников | 0.03 мм | не более 0.08 мм |
После сборки обязательно проверьте зацепление шестерен демультипликатора с ведомым валом КПП и первичным валом раздаточной коробки. Зазор в зацеплении должен составлять 0.15-0.30 мм, контролируется свинцовой проволокой или щупом через смотровое окно.
Регулировка осевых зазоров валов
Осевые зазоры первичного, вторичного и промежуточного валов критичны для долговечности КПП ЯМЗ-238 с демультипликатором. Неправильная регулировка приводит к ускоренному износу подшипников, шумам при работе и риску заклинивания шестерен. Контроль осуществляется набором металлических прокладок разной толщины, устанавливаемых под фланцы подшипниковых крышек.
Номинальные значения зазоров строго регламентированы производителем: для первичного вала – 0,05–0,12 мм, для вторичного – 0,05–0,15 мм, для промежуточного – 0,07–0,15 мм. Превышение этих параметров требует добавления прокладок, уменьшение – снятия излишков. Замеры выполняются индикаторным нутромером после фиксации вала в осевом направлении.
Последовательность регулировки
- Демонтаж крышек подшипников: Снять защитные кожухи, открутить крепежные болты крышек первичного, вторичного и промежуточного валов.
- Замер текущих зазоров:
- Установить индикаторную стойку параллельно оси вала
- Фиксировать вал монтажной лопаткой через смотровое окно
- Измерять люфт при попеременном подтягивании вала вперед/назад
- Подбор прокладок: Рассчитать требуемую толщину пакета прокладок по формуле: Тнов = Туст + (Zфакт - Zном), где:
- Туст – толщина ранее установленных прокладок
- Zфакт – измеренный зазор
- Zном – номинальный зазор из ТУ
- Установка элементов:
- Очистить посадочные места крышек от грязи и остатков прокладочного герметика
- Уложить рассчитанный пакет шайб равномерным слоем
- Нанести тонкий слой герметика Loctite 574 на привалочную плоскость крышки
- Контрольная сборка и проверка: Затянуть болты крест-накрест с моментом 80–100 Н·м, проверить плавность вращения валов и отсутствие осевого стука.
| Вал | Номинальный зазор (мм) | Допуск (мм) |
| Первичный | 0,05–0,12 | ±0,03 |
| Вторичный | 0,05–0,15 | ±0,04 |
| Промежуточный | 0,07–0,15 | ±0,05 |
Проверка плавности вращения валов после сборки
После завершения сборки КПП ЯМЗ-238 с демультипликатором обязательна проверка свободного вращения всех валов. Это позволяет выявить скрытые дефекты монтажа, нарушения соосности или чрезмерное затягивание подшипников до установки коробки на двигатель. Игнорирование этого этапа может привести к ускоренному износу деталей и заклиниванию агрегата под нагрузкой.
Перед проверкой убедитесь в полном застывании герметика на стыках картеров и отсутствии посторонних предметов внутри коробки. Вручную проверните первичный вал за фланец на 3-4 полных оборота в обе стороны, прикладывая умеренное усилие. Затем повторите операцию для промежуточного вала через шестерню вторичного вала и для вала демультипликатора отдельно.
Критерии оценки и типовые проблемы
Нормальное вращение:
- Равномерное движение без рывков во всех положениях
- Легкий шум подшипников качения без вибраций
- Отсутствие заеданий при изменении направления вращения
Признаки неисправности:
- Тугое проворачивание - указывает на перетяжку подшипников или нарушение зазоров
- Локальные провалы усилия - свидетельствуют о деформации валов или погнутых зубьях шестерен
- Заклинивание - требует немедленной разборки для поиска неправильно установленных деталей
| Элемент | Допустимое усилие проворота (Н·м) | Метод диагностики |
|---|---|---|
| Первичный вал | 5-8 | Динамометрический ключ на фланце |
| Вал демультипликатора | 4-7 | Рычаг с динамометром через шлицы |
| Промежуточный вал | 6-9 | Косвенная оценка через вторичный вал |
При выявлении отклонений демонтируйте подозрительные узлы для контроля посадок подшипников и состояния сепараторов. Особое внимание уделите соосности валов демультипликатора и основного блока - перекос даже на 0.05 мм вызывает критическую нагрузку на шлицевые соединения. После устранения причин заедания повторите проверку с обязательным прогревом масла до +40°C.
Замена сальников и уплотнительных прокладок
Основными точками утечек масла в КПП ЯМЗ-238 с демультипликатором являются сальники первичного/вторичного валов, штока переключения демультипликатора, а также прокладки под картерами и крышками подшипников. Несвоевременная замена изношенных уплотнений приводит к падению уровня масла, замасливанию сцепления и ускоренному износу синхронизаторов.
Перед началом работ подготовьте комплект новых сальников (размеры 35х55х10 мм для первичного вала, 80х100х12 мм для вторичного) и прокладок согласно спецификации производителя. Обязательно используйте термостойкий герметик для фланцевых соединений и очиститель для посадочных мест.
Ключевые этапы замены
- Демонтаж компонентов:
- Снимите картер сцепления и защитный кожух
- Выпрессуйте старые сальники валов съёмником, избегая повреждения посадочных мест
- Открутите крепёж крышки демультипликатора для доступа к уплотнению штока
- Подготовка поверхностей:
- Зачистите привалочные плоскости от остатков старой прокладки металлической щёткой
- Обезжирьте посадочные места сальников ацетоном
- Проверьте отсутствие задиров на рабочих кромках валов
- Установка новых уплотнений:
- Нанесите моторное масло на губы сальников перед запрессовкой
- Запрессуйте сальники оправкой, контролируя перпендикулярность положения
- Нанесите герметик Loctite 574 на прокладки фланцев тонким слоем
При сборке демультипликатора особое внимание уделите юбке штока переключения – износ этой зоны более 0.3 мм требует замены штока. После монтажа проверьте отсутствие перекоса крышки по контрольным зазорам.
| Уплотнение | Момент затяжки (Н·м) | Особенности |
|---|---|---|
| Крышка демультипликатора | 28-32 | Герметизация по контуру прокладки |
| Фланец вторичного вала | 120-140 | Обязательная установка пружинной шайбы |
| Картер КПП | 42-48 | Затяжка крест-накрест |
После сборки заполните коробку маслом М-10Г2к до контрольной метки. Проведите пробный запуск двигателя с проверкой на течь под нагрузкой в течение 15-20 минут. Повторно проверьте уровень масла через 200 км пробега.
Нанесение герметика на плоскости разъема картеров
Перед сборкой картеров коробки передач и демультипликатора тщательно очистите поверхности от старого герметика, масляных пятен и механических загрязнений. Используйте металлические щетки, скребки и обезжириватель, добиваясь идеально гладкой и сухой плоскости по всей линии сопряжения. Уделите особое внимание углам и зонам вокруг крепежных отверстий.
Наносите герметизирующий состав непрерывной линией без разрывов, отступив 1-2 мм от края поверхности и внутренних отверстий подшипников. Диаметр "колбаски" должен составлять 3-4 мм, избегайте излишне толстого слоя. Не допускайте попадания состава в масляные каналы, на поверхности подшипников или шестерни – это может нарушить циркуляцию смазки.
Ключевые правила нанесения
- Используйте только термостойкие анаэробные герметики (например, Loctite 574 или аналоги)
- Наносите состав на нижний картер – это предотвращает стекание капель на ответную часть
- Сборку выполняйте в течение 5 минут после нанесения до начала полимеризации
| Контрольная зона | Требования |
|---|---|
| Участки возле подшипников | Отступ 5-7 мм от посадочных мест |
| Пересечения плоскостей | Замкнутый контур без прерываний |
| Толщина слоя после стяжки | 0.1-0.3 мм (выдавленные излишки удаляйте сразу) |
Затягивайте болты крест-накрест в три этапа с постепенным увеличением момента. Первичную проверку герметичности проведите после 30 минут выдержки, заполнив картер маслом на 50%. Полное отверждение происходит через 24 часа при температуре +20°C – до истечения этого срока избегайте эксплуатационных нагрузок.
Заправка трансмиссионным маслом указанной марки
Использование масла строго рекомендованной производителем марки и вязкости критически важно для корректной работы КПП ЯМЗ-238 с демультипликатором. Применение неподходящей смазки ведет к ускоренному износу синхронизаторов, шестерен, подшипников и сальников, провоцирует перегрев агрегата, затрудненное включение передач и преждевременный выход из строя дорогостоящих компонентов, особенно в узле демультипликатора.
Требуемая марка и класс вязкости масла указаны в официальном руководстве по эксплуатации (РЭ) на двигатель ЯМЗ-238 и дублируются на информационной табличке, закрепленной на картере коробки передач. Категорически не допускается смешивание масел разных производителей или спецификаций, даже если их классы вязкости совпадают.
Процедура заправки масла
Заправку осуществляйте только через заливную горловину, расположенную на боковой стенке картера КПП (обычно с левой стороны). Контроль уровня производите с помощью щупа, введенного в это же отверстие.
- Очистите область вокруг пробки заливной горловины от грязи.
- Выверните пробку щупа.
- Заливайте масло чистой воронкой до тех пор, пока уровень не достигнет верхней метки «MAX» на щупе.
- Дайте маслу растечься по картеру (2-3 минуты), повторно проверьте уровень и при необходимости долейте.
- Плотно заверните пробку щупа.
Ориентировочный объем масла в КПП ЯМЗ-238 с демультипликатором составляет около 14-16 литров. Точное значение уточняйте в актуальном РЭ для вашей конкретной модификации агрегата.
| Параметр | Требование |
|---|---|
| Тип масла | ТМ-5-18рк (ГОСТ 23652-79) или современные аналоги класса GL-5 (SAE 85W-90, 80W-90) |
| Критически важное свойство | Высокие противозадирные (EP) и противоизносные характеристики |
| Проверка уровня | Только на горизонтально установленном агрегате, двигатель остановлен |
Важно: После ремонта или длительного простоя КПП перед запуском двигателя убедитесь в наличии достаточного уровня масла. Регулярно контролируйте уровень и состояние масла в соответствии с регламентом ТО, немедленно устраняйте течи сальников и прокладок.
Контроль работы переключения передач на стенде
Проверка на стенде имитирует реальные нагрузки для выявления отклонений в работе механизма переключения. Стенд оснащается датчиками усилия на рычагах, скоростными сенсорами и системой визуализации процессов. Требуется точная калибровка оборудования перед началом испытаний согласно техническим нормативам завода-изготовителя.
Основной фокус – анализ синхронизации включения ступеней, корректности работы блокировочных устройств и демультипликатора. Контролируются: усилие переключения, время срабатывания муфт, отсутствие самопроизвольного выключения, температурные показатели узлов трения. Обязательна проверка всех режимов – от минимальных оборотов до максимальной нагрузки.
Алгоритм проведения испытаний
- Фиксация КПП на стенде с подключением пневмоприводов демультипликатора
- Последовательное включение передач в диапазонах:
- Низший ряд (1-4 передачи)
- Высший ряд (5-8 передач)
- Реверсные положения
- Циклическое переключение демультипликатора под нагрузкой
- Замер параметров при ступенчатом увеличении крутящего момента до 1200 Н∙м
Критические параметры для анализа:
| Параметр | Норма | Допуск |
| Усилие на рычаге КПП | 35-50 Н | ±5 Н |
| Усилие переключения демультипликатора | 20-30 Н | ±3 Н |
| Время включения передачи | 0.8-1.2 сек | +0.3 сек |
| Температура синхронизаторов | ≤110°C | +15°C |
Выявленные отклонения указывают на конкретные неисправности: завышенное усилие – деформацию тяг или износ вилок, задержки включения – проблемы синхронизаторов, самовыключение – износ муфт или поломку фиксаторов. Для демультипликатора отдельно проверяют герметичность пневмосистемы и ход штока редукционного клапана.
Установка КПП на двигатель и финальная проверка
Перед монтажом коробки передач на двигатель ЯМЗ-238 убедитесь в чистоте и целостности поверхности прилегания картеров, отсутствии задиров на шлицах первичного вала КПП и венце маховика. Тщательно нанесите тонкий слой герметика на посадочную плоскость заднего торца блока цилиндров, избегая излишков, которые могут попасть внутрь системы смазки. Совместите шлицы первичного вала с ведомым диском сцепления, используя монтажные шпильки-направляющие для точного позиционирования.
Равномерно затяните болты крепления КПП к двигателю крест-накрест с моментом, указанным в технической документации (обычно 70-80 Н·м для болтов М12). Подсоедините трубопроводы гидропривода сцепления, проверьте отсутствие перегибов шлангов. Установите карданный вал, зафиксировав его фланцы ответными болтами с самоконтрящимися гайками. Залейте масло в картер КПП через контрольное отверстие до появления уровня на нижней кромке заливной горловины (объем ~15 л трансмиссионного масла ТАД-17И или аналога).
Порядок финальной проверки
- Контроль герметичности: Осмотрите стыки картера, сальники и соединения трубопроводов на предмет подтеков при работающем двигателе (обороты холостого хода).
- Проверка работы сцепления: Выжмите педаль сцепления 3-5 раз – ход должен быть плавным, без провалов. Убедитесь в отсутствии шума при выключенной передаче.
- Тест переключения передач:
- Запустите двигатель, выдержите паузу 2 мин для распределения масла
- Поочередно включайте все передачи при выжатом сцеплении
- Ход рычага должен быть четким без заеданий и посторонних щелчков
- Проверка демультипликатора: Переведите делитель в положение пониженного и повышенного диапазона на неподвижном автомобиле – должен ощущаться характерный двойной щелчок.
| Контрольный параметр | Норма | Метод проверки |
| Свободный ход рычага КПП | ≤ 5 мм | Линейка у основания рычага |
| Температура картера КПП | ≤ 95°C | Пирометр после 15 мин работы под нагрузкой |
| Уровень шума в нейтрали | Равномерный гул | Акустическая диагностика стетоскопом |
Список источников
При подготовке материалов по устройству и ремонту коробки передач ЯМЗ-238 с демультипликатором использовались следующие категории источников:
Они включают документацию производителя, специализированные технические руководства и отраслевые справочные материалы для точного описания узлов и процедур обслуживания.
Основные технические материалы
- Официальное руководство по ремонту двигателей ЯМЗ-236/238 (издательство ЯМЗ, актуальная редакция)
- Каталог деталей КПП ЯМЗ-238НД с демультипликатором (завод-изготовитель ПАО "Автодизель")
- Технический справочник автомобильного механика: Трансмиссии грузовых автомобилей (под ред. В.П. Белова)
- Сборник схем гидравлических систем трансмиссий (НИИ Автопром, раздел "Многоступенчатые КПП")
- ГОСТ Р 53603-2009 "Агрегаты трансмиссионные. Требования к ремонтной документации"