Неисправности топливной аппаратуры дизельных двигателей - причины и ремонт
Статья обновлена: 01.03.2026
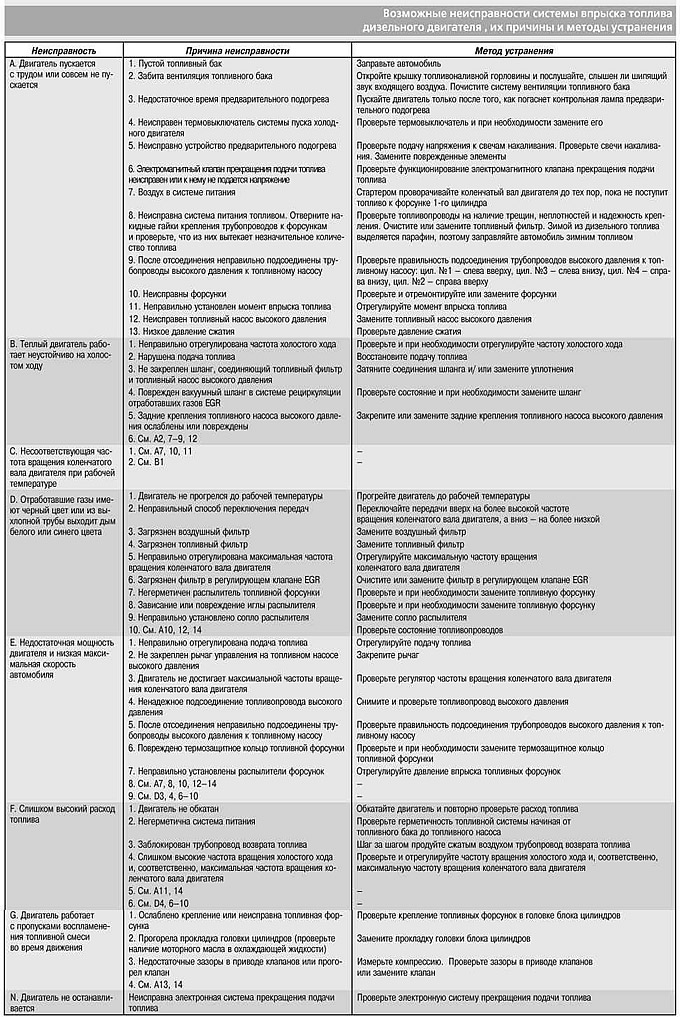
Топливная аппаратура дизельного двигателя – сложная система, напрямую влияющая на мощность, экономичность и экологичность работы. Её неисправности приводят к серьёзным проблемам: падению тяги, увеличению расхода топлива, неустойчивой работе или полной остановке мотора. Понимание причин поломок и методов их устранения критически важно для поддержания надёжности и долговечности силового агрегата.
Выход из строя элементов топливной системы часто связан с естественным износом, низким качеством горючего, загрязнением компонентов или нарушением регламента обслуживания. Своевременная диагностика и грамотный ремонт позволяют избежать дорогостоящей замены узлов и восстановить оптимальные характеристики двигателя.
Проверка герметичности топливных магистралей и соединений
Потеря герметичности топливной системы приводит к подсосу воздуха, падению давления и нарушению работы двигателя. Утечки дизельного топлива создают пожарную опасность и повышают риск выхода из строя ТНВД и форсунок из-за недостаточной смазки.
Обязательной проверке подлежат все соединения, штуцеры, места крепления трубок, участки под термо- и вибровоздействием. Особое внимание уделяется зонам контакта резиновых уплотнений с металлическими элементами.
Методы выявления утечек
Визуальный осмотр:
- Протрите проверяемые участки ветошью для удаления загрязнений
- Внимательно осмотрите трубки на наличие трещин, коррозии, деформаций
- Проверьте затяжку хомутов и резьбовых соединений (момент затяжки указан производителем)
Тест с мыльным раствором:
- Нанесите мыльную эмульсию на соединения при работающем двигателе
- Появление пузырей указывает на подсос воздуха или утечку топлива
- Для труднодоступных мест используйте распылитель
| Способ проверки | Оборудование | Признак неисправности |
|---|---|---|
| Проверка под давлением | Ручной насос с манометром | Падение давления в системе |
| Контроль остаточного давления | Сканер/адаптер | Снижение давления после остановки двигателя |
Замена элементов: Поврежденные топливные шланги подлежат обязательной замене (даже при отсутствии видимых подтеков). Используйте только специализированные топливные трубки с маркировкой Diesel Fuel.
Обнаружение подтеков топлива в зоне форсунок и ТНВД
Визуальный осмотр зоны форсунок и топливного насоса высокого давления (ТНВД) является первичным методом диагностики подтеков. Необходимо тщательно обследовать узлы на предмет следов солярки, маслянистых пятен или характерных мокрых потёков. Особое внимание уделяется стыкам соединений, уплотнительным элементам и корпусам компонентов при работающем и заглушенном двигателе.
Использование специальных средств повышает точность обнаружения: ультрафиолетовые маркеры, добавленные в топливо, подсвечивают течи под УФ-лампой. Применение очистителя двигателя перед осмотром удаляет загрязнения, маскирующие свежие потёки. Механическое прощупывание соединений салфеткой выявляет невидимые капли.
Критические зоны риска
- ТНВД: Уплотнения вала привода, крышки регулятора, штуцеры нагнетательных клапанов
- Топливопроводы: Места соединений с насосом и форсунками, зоны перегибов
- Форсунки: Уплотнительные шайбы под корпусом, контактные поверхности установки, сливные магистрали
| Признак | Возможная причина | Эффект |
|---|---|---|
| Мокрые пятна у основания форсунки | Износ медной уплотнительной шайбы | Падение компрессии, затруднённый пуск |
| Потёки по корпусу ТНВД | Разрушение сальников вала, трещины в корпусе | Потеря давления, нестабильная работа |
| Капли на соединениях топливных трубок | Ослабление гаек, деформация конусов | Подсос воздуха, перебои в подаче топлива |
Важно: Игнорирование даже незначительных подтёков провоцирует попадание солярки в масло, снижая смазывающие свойства. Обязательна проверка уровня и запаха моторного масла при обнаружении течей.
- Остановите двигатель и дайте узлам остыть
- Тщательно очистите подозрительные области от грязи
- Запустите мотор на 5-7 минут для проявления дефектов
- Повторно осмотрите зоны с фонарём и зеркалом
- Отожмите топливопроводы для выявления микротрещин
Причины и последствия загрязнения дизельного топлива
Основным источником загрязнения выступают механические частицы: песок, пыль, продукты коррозии металлических ёмкостей и трубопроводов, а также износ компонентов топливной системы. Их попадание происходит при заправке некачественным горючим, через негерметичные топливозаборники или в процессе транспортировки/хранения. Не менее опасна вода, конденсирующаяся в баках из-за перепадов температур или проникающая через люки и сапуны.
Биологическое загрязнение развивается при длительном простое техники: бактерии и грибки активно размножаются на границе раздела фаз "топливо-вода", образуя слизь и кислоты. Химические примеси включают смолы, образующиеся при окислении топлива, остатки моющих присадок после промывки системы, а также посторонние жидкости (антифриз, масло), случайно попавшие в баки.
Критические последствия для топливной аппаратуры
- Абразивный износ прецизионных пар: Твёрдые частицы царапают зеркало плунжерных пар ТНВД, распылители форсунок и иглы клапанов, увеличивая зазоры.
- Коррозия компонентов: Вода и продукты жизнедеятельности микроорганизмов вызывают ржавление стальных деталей насоса и рампы.
- Залипание и закоксовывание: Смолы и отложения нарушают подвижность игл форсунок, соленоидов регуляторов давления и клапанов обратки.
| Проблема | Непосредственное следствие | Долгосрочный ущерб |
| Забитые фильтры | Падение мощности, затруднённый пуск | Разрушение топливоподкачивающего насоса |
| Износ распылителей | Неправильный факел впрыска | Прогорание поршней, закоксовывание колец |
| Коррозия в рампе | Утечки топлива, нестабильное давление | Выход из строя датчиков давления, клапана регулирования |
Эксплуатация с загрязнённым топливом неизбежно ведёт к катастрофическому снижению ресурса форсунок Common Rail и ТНВД. Ремонт требует дорогостоящей замены прецизионных узлов, ультразвуковой очистки деталей и промывки магистралей специальными жидкостями. Эффективная фильтрация на всех этапах и регулярная замена фильтрующих элементов – ключевое условие предотвращения поломок.
Влияние воды в топливе на разрушение компонентов
Вода в дизельном топливе провоцирует коррозию металлических элементов топливной системы: форсунок, плунжерных пар ТНВД, топливопроводов и регуляторов давления. При контакте с сернистыми соединениями топлива образуется серная кислота, ускоряющая разрушение поверхностей.
Кавитация в насосе высокого давления возникает из-за паровых пузырьков, образующихся при резком падении давления в зонах с водяными включениями. Микроудары при схлопывании пузырьков вырывают частицы металла с рабочих поверхностей плунжеров и гильз.
Ключевые последствия и методы устранения
Разрушение прецизионных пар: Задиры на зеркале плунжерных гильз из-за потери смазывающих свойств топлива. Требуется шлифовка или замена узла.
- Гидроудары в форсунках:
- Деформация иглы распылителя
- Растрескивание корпуса форсунки
Ремонт – замена распылителей и герметизирующих шайб.
- Окисление датчиков: Коррозия контактов датчиков давления/расхода. Чистка или установка новых сенсоров.
| Компонент | Тип повреждения | Способ восстановления |
|---|---|---|
| Топливный бак | Ржавчина, бактериальный шлам | Промывка, нанесение полимерного покрытия |
| ТНВД | Заедание рейки, износ кулачкового вала | Ультразвуковая чистка, замена изношенных деталей |
Профилактика: Установка сепараторов-подогревателей, применение биоцидных присадок и регулярный слив отстоя из фильтров тонкой очистки.
Основные признаки износа плунжерной пары ТНВД
Износ плунжерной пары напрямую влияет на создание требуемого давления впрыска и точность дозирования топлива. Нарушение герметичности между плунжером и гильзой снижает производительность насоса, что проявляется в характерных симптомах работы двигателя.
Критический износ рабочих поверхностей приводит к ухудшению распыла топлива форсунками и нарушению цикличности подачи. Это вызывает отклонения в процессе сгорания топливной смеси, которые легко идентифицируются по внешним признакам.
Характерные симптомы износа
- Затрудненный запуск двигателя, особенно при низких температурах
- Неустойчивая работа на холостом ходу с плавающими оборотами
- Заметное падение мощности и динамики разгона
- Повышенный расход топлива при снижении КПД
- Появление черного или белого дыма из выхлопной системы
- Слышимые металлические стуки в области ТНВД при работе
- Заметные подтеки топлива через дренажные отверстия насоса
Проблемы завоздушивания топливопроводов и их устранение
Завоздушивание возникает при нарушении герметичности топливной системы: изношенные уплотнения топливного фильтра, трещины в шлангах, ослабленные хомуты соединений, повреждения топливозаборника в баке или коррозия магистралей. Особенно критично попадание воздуха в участки после топливного насоса высокого давления (ТНВД), где создаётся высокое давление.
Признаки завоздушивания включают затруднённый пуск "на холодную", неустойчивые обороты холостого хода, падение мощности при нагрузке, самопроизвольную остановку двигателя. Характерный симптом – "чихающие" звуки в топливной системе при попытке запуска. Воздушные пробки нарушают работу плунжерных пар ТНВД и форсунок, вызывая перебои впрыска.
Устранение и профилактика завоздушивания
Последовательность ликвидации проблемы:
- Визуальная диагностика – проверка топливных магистралей на трещины, следы подтеканий, надёжность затяжки соединений
- Прокачка системы ручным подкачивающим насосом с контролем выхода воздуха через штуцеры:
- Через клапан на топливном фильтре
- На выходе ТНВД
- У форсунок (на двигателях с "обраткой")
- Применение вакуумного тестера на соединениях для выявления скрытых подсосов
Критические узлы для проверки герметичности:
| Узел | Метод проверки | Ремонтное воздействие |
|---|---|---|
| Топливозаборник в баке | Замер давления вакуумметром | Замена уплотнительных колец |
| Корпус топливного фильтра | Нанесение мыльного раствора на стыки | Замена прокладки крышки |
| "Обратная" магистраль | Пережатие шланга при работающем двигателе | Замена треснувших трубок |
Профилактика требует замены топливных шлангов каждые 5 лет, обработки резьбовых соединений герметиком Loctite 574, установки топливных фильтров с заводскими уплотнителями. При сезонном простое обязательно применение консервирующих присадок для предотвращения коррозии топливозаборника.
Диагностика неисправностей топливоподкачивающего насоса
Основной симптом неисправности подкачивающего насоса – затруднённый запуск двигателя, особенно "на холодную", и потеря мощности при нагрузках. На холостом ходу двигатель может работать устойчиво, но при попытке резко увеличить обороты – глохнуть. Дополнительно могут наблюдаться посторонние шумы (вой, свист) из области насоса.
Первичная проверка включает визуальный осмотр на предмет подтёков топлива и механических повреждений корпуса, шлангов, соединений. Обязательно контролируется целостность электропроводки (для электрических насосов) и состояние контактов. Далее выполняется замер давления в топливной рампе или магистрали низкого давления с помощью манометра, сравнивая полученные значения с нормативами производителя.
Ключевые методы диагностики
Для точного определения причины применяют следующие методы:
- Проверка производительности: Отсоединить выходной топливопровод, направить его в мерную ёмкость. При включении зажигания (электронасос) или прокрутке стартером (механический насос) оценить объём и равномерность струи топлива за фиксированное время.
- Тест давления и удержания:
- Измерить давление на выходе насоса при работе двигателя.
- Заглушить двигатель и наблюдать за манометром: быстрое падение давления указывает на негерметичность клапанов насоса или магистрали.
- Анализ потребляемого тока (для электрических насосов): Показания амперметра, подключённого в цепь питания насоса:
Ток выше нормы Заедание якоря, износ щёток, загрязнение. Ток ниже нормы Неисправность обмоток, плохой контакт. Отсутствие тока Обрыв цепи, нерабочее реле, сгоревший предохранитель. - Проверка сетки фильтра грубой очистки: Извлечь и осмотреть на предмет засорения или повреждения (распространённая причина снижения подачи).
Важно: Диагностику механических насосов (привод от распредвала) дополняют проверкой состояния толкателя, кулачка привода и целостности диафрагмы (при её наличии). Для всех типов насосов исключают влияние завоздушивания системы – проверяют герметичность впускного тракта до насоса.
Тестирование работоспособности форсунок методом обратки
Метод обратки основан на замере объема топлива, стекающего через дренажные магистрали каждой форсунки при работе двигателя. Избыточный слив свидетельствует об износе распылителя или нарушении герметичности клапанов, что приводит к падению давления впрыска и неполному сгоранию топлива.
Процедура выполняется на прогретом двигателе с использованием калиброванных мерных колб, подключенных к обратным штуцерам форсунок. Замеры производят на холостом ходу за строго фиксированное время для сравнения показателей между цилиндрами.
Порядок диагностики и оценка результатов
- Отсоедините обратные топливопроводы от форсунок
- Установите прозрачные мерные емкости на штуцеры слива
- Запустите двигатель на 60 секунд при номинальных оборотах холостого хода
- Зафиксируйте объем топлива в каждой колбе после остановки мотора
Критерии оценки:
- Нормальный расход: 10-25 мл/мин (точные значения уточняйте в мануале производителя)
- Допустимый разброс между форсунками: ≤ 15% от среднего значения
- Критичное превышение: >30% от нормы или двукратная разница с соседними цилиндрами
| Показатель слива | Диагностируемая неисправность |
|---|---|
| Резко повышенный (>50 мл/мин) | Износ иглы распылителя, дефект уплотняющего конуса |
| Нулевой или минимальный | Закупорка сливного канала, заклинивание иглы |
| Неравномерный по цилиндрам | Разная степень износа форсунок, нарушения в ТНВД |
Важно: Перед тестированием убедитесь в исправности топливоподкачивающего насоса и отсутствии воздуха в системе. Результаты считаются достоверными только при стабильных оборотах двигателя во время замера.
Последствия игнорирования: Форсунки с отклонениями по обратке вызывают перегрев цилиндров, повышенную дымность выхлопа и ускоренный износ поршневой группы. Ремонт включает замену распылителей, притирку запорных игл или установку новых форсунок с последующей калибровкой.
Анализ неравномерной работы цилиндров как индикатор поломки

Неравномерная работа цилиндров дизельного двигателя проявляется в повышенной вибрации, "троении", неустойчивых оборотах холостого хода и заметном падении мощности. Эти симптомы напрямую указывают на дисбаланс в подаче топлива или нарушении процессов сгорания в отдельных цилиндрах, что часто вызвано неисправностями топливной аппаратуры.
Диагностика начинается с замера компрессии для исключения механических проблем ЦПГ, после чего последовательно отключают подачу топлива к каждому цилиндру через топливопровод высокого давления. Отсутствие изменений в работе двигателя при отключении конкретной форсунки подтверждает её неработоспособность или критическое снижение эффективности впрыска.
Основные причины и методы проверки
Типичные неисправности топливной системы, выявляемые через дисбаланс цилиндров:
- Дефекты форсунок: Зависание иглы, износ распылителя, нарушение давления впрыска. Проверяются на стенде по факелу распыла и герметичности.
- Повреждение плунжерных пар ТНВД: Износ или заклинивание плунжера, приводящее к недостаточной подаче топлива. Требует замера производительности секций насоса.
- Нарушение угла опережения впрыска: Сдвиг фаз для отдельных цилиндров из-за износа кулачкового вала или толкателей ТНВД. Контролируется датчиками или стробоскопом.
- Завоздушивание топливной магистрали: Подсос воздуха через уплотнения, вызывающий "мягкую" работу цилиндра. Выявляется визуальным осмотром и тестом на герметичность.
| Признак дисбаланса | Вероятная причина | Способ подтверждения |
|---|---|---|
| Белый дым из выхлопа при отключении цилиндра | Неработающая форсунка (нет впрыска) | Замена форсунки на заведомо исправную |
| Черный дымный выхлоп на нагрузке | Перелив форсунки или ранний впрыск | Проверка давления открытия на стенде |
| Хлопки в выпускном тракте | Поздний впрыск или недостаточная подача | Диагностика угла впрыска и производительности ТНВД |
Ремонтные действия: Замена дефектных форсунок, регулировка ТНВД на стенде, устранение подсоса воздуха, замена изношенных деталей насоса. Обязательная последующая проверка равномерности работы цилиндров на прогретом двигателе под нагрузкой.
Контроль давления в рампе Common Rail
Стабильное давление в топливной рампе – критически важный параметр для работы дизельного двигателя с системой Common Rail. Отклонения от нормы приводят к нарушению смесеобразования, снижению мощности, повышенному шуму и токсичности выхлопа. Контроль обеспечивает точную дозировку топлива форсунками и оптимальное сгорание топливно-воздушной смеси.
Мониторинг осуществляется в реальном времени с помощью датчика давления, установленного непосредственно на рампе. Электронный блок управления (ЭБУ) непрерывно анализирует его показания и корректирует работу регулятора давления (контрольного клапана) на рампе или топливном насосе высокого давления (ТНВД). Регулятор изменяет количество топлива, возвращаемого в бак, тем самым стабилизируя давление в заданном диапазоне.
Диагностика и устранение неисправностей
Симптомы некорректного давления включают:
- Затрудненный пуск или полная невозможность запуска двигателя
- Потерю мощности, рывки и провалы при разгоне
- Повышенный расход топлива и черный дым из выхлопной трубы
- Неустойчивую работу на холостом ходу, троение
- Загорание аварийной лампы "Check Engine" и запись кодов неисправностей
Основные причины отклонений давления и методы ремонта:
| Причина | Метод диагностики | Ремонт/замена |
|---|---|---|
| Неисправность датчика давления | Проверка сигнала сканером, замер сопротивления и опорного напряжения | Замена датчика, очистка контактов |
| Отказ регулятора давления | Тестирование управляющих сигналов ЭБУ, проверка сопротивления обмотки | Замена регулятора или ремонт цепи управления |
| Засорение топливных фильтров | Замер перепада давления до/после фильтров | Замена фильтров грубой и тонкой очистки |
| Износ ТНВД или подкачивающего насоса | Замер производительности насосов, визуальный осмотр | Ремонт или замена насоса, восстановление плунжерных пар |
| Утечки в топливной магистрали | Визуальный осмотр, тест на герметичность под давлением | Замена уплотнений, трубок, шлангов или рампы |
Важно! После ремонта обязательна адаптация системы с помощью диагностического оборудования: сброс ошибок, калибровка регулятора давления, тестовые запуски для подтверждения стабильности параметров. Игнорирование этой процедуры может привести к повторному возникновению неисправности.
Повышенный шум при работе ТНВД: причины и локализация

Повышенный или нехарактерный шум, исходящий от топливного насоса высокого давления (ТНВД) дизельного двигателя – серьезный диагностический признак, указывающий на развивающуюся неисправность. Игнорирование таких звуков может привести к прогрессированию поломки, дорогостоящему ремонту или полному выходу насоса из строя. Шум может проявляться в виде громкого гудения, воя, свиста, дребезжания или отчетливых стуков, каждый из которых свидетельствует о возможных специфических проблемах.
Выявление точной причины требует системного подхода и понимания работы узла. Шум часто является следствием нарушения нормальных процессов подачи и впрыска топлива, механических повреждений компонентов насоса или критического износа трущихся пар. Своевременная локализация источника звука позволяет определить необходимый объем ремонтных работ или замену конкретных деталей.
Основные причины повышенного шума ТНВД
Причины возникновения посторонних шумов можно разделить на несколько ключевых групп:
- Проблемы с подачей топлива:
- Завоздушивание системы: Попадание воздуха в магистрали низкого давления или в сам ТНВД. Воздушные пробки сжимаются вместо топлива, нарушая процесс нагнетания и создавая характерный «воющий» или «свистящий» звук при работе, особенно на холостом ходу.
- Забитый топливный фильтр: Ограничение подачи топлива к насосу приводит к его «голоданию». Насосу приходится работать с повышенным усилием, чтобы преодолеть сопротивление, что вызывает громкое гудение или вой.
- Низкое качество топлива или несоответствие сезону: Использование летней солярки зимой приводит к парафинизации, загустению топлива и затруднению его прокачки, вызывая повышенную нагрузку на насос и шум. Вода в топливе также нарушает смазку плунжерных пар.
- Неисправность подкачивающего насоса (ТННД): Слабая подача топлива от топливного насоса низкого давления (ТННД, обычно расположен на корпусе ТНВД или отдельно) к плунжерным парам ТНВД. Приводит к кавитации (образованию и схлопыванию пузырьков пара) в нагнетательной полости, что сопровождается металлическим дребезжанием или стуком.
- Механические неисправности внутри ТНВД:
- Износ плунжерных пар: Наиболее частая причина стука. Увеличенный зазор между плунжером и гильзой приводит к ударным нагрузкам в момент начала нагнетания. Стук обычно ритмичный, синхронный с оборотами двигателя, усиливается под нагрузкой.
- Износ или поломка кулачкового вала, роликов толкателей: Вызывает стук или грохот, часто нерегулярный, меняющийся с оборотами. Может сопровождаться вибрацией насоса.
- Ослабление крепления ТНВД: Недостаточно затянутые гайки крепления насоса к двигателю приводят к его вибрации и дребезжанию на всех режимах работы.
- Люфт привода ТНВД (шестерни, шпонки, муфты): Износ шпоночных пазов, шестерен привода или демпферной муфты (если установлена) вызывает стук или лязг, особенно заметный при резком изменении оборотов.
- Повреждение или износ регулятора оборотов: Проблемы с грузиками, пружинами или тягами регулятора могут вызывать неравномерную работу, вибрацию и дребезжащие звуки.
- Проблемы с форсунками или магистралями высокого давления (РВД):
- Неисправная форсунка (зависшая игла, закоксованные отверстия): Создает обратную ударную волну в трубке высокого давления при впрыске, которая передается на ТНВД, воспринимаясь как стук. Часто стук от конкретной форсунки можно локализовать поочередным отключением цилиндров.
- Повреждение или ослабление трубки высокого давления (РВД): Трещина или неплотное соединение РВД может вызывать свист или шипение выходящего под давлением топлива.
Локализация источника шума

Для точного определения причины шума необходим методичный подход:
- Визуальный и аудиальный осмотр:
- Проверить герметичность топливной системы низкого давления (подсос воздуха).
- Проверить состояние топливного фильтра (замена/продувка).
- Убедиться в надежности крепления ТНВД и РВД.
- Прослушать насос стетоскопом или трубкой на разных режимах работы (холостой ход, средние и высокие обороты), отмечая характер и локализацию звука.
- Проверка подачи топлива:
- Проверить производительность и давление подкачивающего насоса (ТННД).
- Прокачать систему для удаления воздуха.
- Убедиться в качестве и сезонности топлива.
- Поочередное отключение форсунок (методом ослабления накидной гайки РВД на работающем двигателе): Если при отключении конкретной форсунки стук пропадает или значительно ослабевает – причина в этой форсунке или связанной с ней плунжерной паре/РВД.
- Замер давления в РВД: С помощью манометра высокого давления, подключенного в разрыв РВД, можно оценить правильность работы плунжерной пары (форма и величина пиков давления).
- Стендовая диагностика ТНВД: Наиболее точный метод. На специализированном стенде проверяются:
- Производительность секций насоса на разных режимах.
- Равномерность подачи секций.
- Давление начала впрыска.
- Работа регулятора оборотов.
- Наличие внутренних утечек.
| Характер шума | Возможные причины |
|---|---|
| Вой, свист (особенно на ХХ) | Завоздушивание системы, сильно забитый топливный фильтр |
| Громкое гудение | "Голодание" насоса (фильтр, ТННД), некачественное/несезонное топливо |
| Металлическое дребезжание | Кавитация из-за слабой подачи ТННД, проблемы регулятора оборотов |
| Ритмичный стук (синхронный с оборотами) | Износ плунжерных пар (усиливается под нагрузкой), износ подшипников вала ТНВД |
| Нерегулярный стук, грохот | Износ/поломка кулачкового вала, роликов толкателей, люфт привода |
| Шипение, свист в одном месте | Подсос воздуха в магистрали низкого давления, повреждение РВД |
Важно: Стук внутри ТНВД, особенно ритмичный, часто указывает на критический износ плунжерных пар. Продолжение эксплуатации в этом случае ведет к ускоренному разрушению пары и всего насоса. Требуется немедленная диагностика и ремонт. Локализация шума – первый и важнейший шаг в диагностике неисправности ТНВД, позволяющий избежать лишних затрат и правильно спланировать ремонт.
Чистка и проверка распылителей форсунок
Загрязнение распылителей – основная причина некорректного распыла топлива, ведущая к жесткой работе мотора, повышенному дымлению, потере мощности и увеличенному расходу. Нагар и отложения формируются из-за некачественного топлива, износа компонентов топливной системы, попадания абразивных частиц или длительных интервалов обслуживания.
Технология чистки включает демонтаж форсунок с двигателя, разборку для извлечения распылителя и механическое либо ультразвуковое удаление отложений. Механическая очистка требует осторожности во избежание повреждения прецизионных поверхностей иглы и корпуса, тогда как ультразвуковые ванны эффективно разрушают нагар без контакта.
Проверка параметров после чистки
Обязательная проверка на стенде включает:
- Герметичность запорного конуса: Контроль давления начала впрыска и отсутствия подтекания при давлении ниже номинального на 10-15%. Течь указывает на износ иглы или седла.
- Качество распыла: Оценка формы факела (равномерный "туман" без струй или капель) и симметричности всех отверстий распылителя под рабочим давлением.
- Давление начала впрыска: Сверка со спецификацией производителя. Отклонение требует регулировки (если возможно) или замены распылителя.
| Параметр | Метод проверки | Норма |
|---|---|---|
| Герметичность | Выдержка под давлением | Отсутствие капель за 10-15 сек |
| Давление впрыска | Проливка на стенде | ±5% от паспортного значения |
| Распыл | Визуальный осмотр факела | Равномерный конус без сгустков |
Изношенные распылители (искривленная игла, эллипсность отверстий, глубокие риски) восстановлению не подлежат и требуют замены. После установки новых или проверенных узлов необходима балансировка давления впрыска на всех форсунках двигателя для равномерной работы цилиндров.
Ремонт закоксованных форсунок ультразвуковой чисткой
Ультразвуковая очистка – эффективный метод восстановления работоспособности форсунок с отложениями нагара и кокса. Технология основана на явлении кавитации: высокочастотные звуковые волны создают в специальной моющей жидкости микроскопические пузырьки, которые схлопываются с большой энергией при контакте с поверхностями детали.
Процесс обеспечивает удаление загрязнений из труднодоступных мест – распылительных отверстий, внутренних каналов и запорных игл, где механическая очистка неэффективна или опасна. Метод не повреждает прецизионные поверхности при условии соблюдения технологии и времени обработки.
Этапы ультразвуковой чистки форсунок
- Предварительная диагностика: проверка производительности и качества распыла на стенде для подтверждения закоксовки.
- Демонтаж и разборка: снятие форсунок с двигателя, аккуратная разборка (при необходимости) согласно регламенту производителя.
- Подготовка раствора: заполнение ванны ультразвуковой установки специализированной химией (щелочные или кислотные составы для конкретных типов отложений).
- Обработка ультразвуком: погружение элементов в раствор с последующей активацией генератора. Длительность цикла (5-30 минут) зависит от степени загрязнения.
- Промывка и сушка: удаление остатков моющей жидкости дистиллированной водой или сжатым воздухом.
- Контроль и сборка: проверка геометрии деталей, притирка иглы распылителя, сборка с заменой уплотнений.
- Финишная проверка на стенде: тестирование герметичности, производительности и формы факела распыла.
Критические параметры для успешной очистки:
- Частота ультразвука: 25-40 кГц (высокие частоты для мелких деталей).
- Температура раствора: 50-70°C для активации химических реакций.
- Моющая химия: специализированные составы, не вызывающие коррозию.
| Преимущества | Ограничения |
|---|---|
| Глубокая очистка внутренних полостей | Неэффективен при механических повреждениях (задиры, износ) |
| Бережное воздействие на прецизионные пары | Требует последующей калибровки на стенде |
| Экологичность (сравнительно с пескоструйной обработкой) | Не устраняет дефекты уплотнений и пружин |
Метод применим для восстановления форсунок common rail, насос-форсунок и классических ТНВД-систем. Результативность определяется степенью износа распылителя и составом отложений – ультразвук бессилен против необратимой эрозии металла.
Калибровка форсунок на испытательном стенде
Калибровка форсунок на испытательном стенде является обязательным этапом восстановления топливной аппаратуры. Процедура позволяет проверить рабочие параметры и скорректировать их до значений, заданных производителем двигателя. Без точной калибровки невозможно обеспечить правильное распыление топлива и стабильную работу цилиндров.
Испытательный стенд имитирует реальные условия работы форсунки под высоким давлением. Оборудование фиксирует критические характеристики: давление впрыска, форму топливного факела, герметичность запорного клапана и объем подачи топлива за цикл. Отклонения от нормы свидетельствуют об износе компонентов или остаточных дефектах после ремонта.
Этапы калибровки
- Предварительная диагностика: Проверка форсунки на наличие механических повреждений и загрязнений перед установкой в стенд.
- Тестирование давления впрыска: Определение момента открытия иглы распылителя с помощью калибровочных шайб или регулировочных винтов.
- Контроль герметичности: Фиксация утечек топлива через распылитель и запорный узел под давлением на 10-15% ниже рабочего.
- Анализ факела распыла: Визуальная оценка равномерности и формы струй через оптическую камеру стенда.
- Корректировка производительности: Настройка подачи топлива за цикл для выравнивания показателей всех форсунок двигателя (±3% допуск).
Типичные неисправности, выявляемые калибровкой

- Зависание иглы распылителя из-за микроцарапин или нагара
- Деформация пружины запирающего механизма
- Износ уплотняющих конусов распылителя
- Засорение калибровочных жиклёров
- Несоответствие давления впрыска номиналу (отклонение >10%)
| Параметр | Допустимое отклонение | Метод корректировки |
|---|---|---|
| Давление открытия | ±5 бар | Замена калибровочных шайб |
| Производительность | ±3% от эталона | Регулировка хода иглы |
| Герметичность | 0 капель/60 сек | Притирка конусов или замена распылителя |
После регулировки проводится финальный тест в трех режимах давления: минимальном, номинальном и пиковом. Форсунки, не прошедшие калибровку, подлежат повторной разборке или утилизации. Откалиброванные узлы маркируются шильдой с данными теста для идентификации при установке.
Регулировка момента впрыска топлива
Точность момента впрыска напрямую влияет на мощность, экономичность и экологические показатели дизельного двигателя. Неправильная установка угла опережения впрыска приводит к жесткой работе, перегреву, повышенному дымлению и ускоренному износу деталей цилиндро-поршневой группы.
Регулировка осуществляется через изменение положения топливного насоса высокого давления (ТНВД) относительно привода или корректировку фаз газораспределения. Для контроля используются метки на маховике/шкиве коленвала и ТНВД, а также специализированные приборы (стробоскопы, моментоскопы).
Ключевые этапы регулировки
- Подготовка: Очистка меток синхронизации, проверка компрессии, топливных магистралей и форсунок.
- Установка ВМТ: Совмещение метки на маховике/шкиве с указателем ВМТ 1-го цилиндра.
- Фиксация ТНВД: Совпадение контрольной метки насоса с маркером на корпусе привода.
- Корректировка угла: Ослабление креплений ТНВД и поворот корпуса:
- Поворот против вращения вала – увеличение опережения впрыска
- Поворот по вращению вала – уменьшение опережения
- Проверка приборами: Подключение моментоскопа к 1-й секции ТНВД и сверка момента начала подачи с номиналом (например, 18° до ВМТ).
| Последствия раннего впрыска | Последствия позднего впрыска |
|---|---|
|
|
Для современных систем Common Rail регулировка выполняется электронным блоком управления через датчики положения распредвала/коленвала. Механическая корректировка возможна только при замене ремня ГРМ или ТНВД путем точного позиционирования шестерен/шкивов по сервисным меткам.
Замена уплотнительных колец и прокладок топливной аппаратуры
Износ уплотнительных элементов топливной системы дизельного двигателя неизбежно приводит к утечкам топлива, подсосу воздуха и нарушению герметичности контуров высокого давления. Это проявляется в затрудненном пуске, неустойчивой работе на холостом ходу, падении мощности и повышенном расходе топлива. Регулярная диагностика состояния колец и прокладок критически важна для предотвращения серьезных поломок.
Замена уплотнений требует строгого соблюдения технологии демонтажа, очистки посадочных мест и установки новых деталей. Использование неоригинальных или несоответствующих спецификациям производителя уплотнителей гарантированно приводит к повторным протечкам. Особое внимание уделяется чистоте рабочей зоны – малейшие частицы грязи, попавшие на уплотняющие поверхности, нарушат герметичность.
Ключевые этапы замены
- Демонтаж узла: Сброс давления в топливной рампе, отключение топливопроводов и электрических разъемов, аккуратный съем форсунки, ТНВД или топливной рейки.
- Очистка поверхностей: Удаление старой прокладки и остатков герметика металлической щеткой или скребком. Обезжиривание посадочных плоскостей ацетоном или спецсредством.
- Подбор уплотнений: Применение только рекомендованных производителем колец/прокладок с проверкой на отсутствие дефектов (трещины, пересушенность).
- Установка: Монтаж новых уплотнителей вручную без перекручивания. Смазка колец дизельным топливом для защиты при первом пуске.
- Затяжка: Соблюдение момента затяжки крепежа динамометрическим ключом по схеме производителя (крест-накрест для фланцев).
Типичные ошибки при замене:
- Использование универсальных герметиков вместо прокладок (допустимо только в исключительных случаях, указанных в руководстве).
- Повторное применение старых уплотнений или их установка со следами механических повреждений.
- Неравномерная или чрезмерная затяжка, приводящая к деформации фланцев.
- Загрязнение топлива при сборке из-за плохой очистки магистралей.
| Узел | Последствия негерметичности | Специфика замены |
|---|---|---|
| Топливная форсунка | Затравливание свечей накала, нагар на распылителе | Обязательна замена медных уплотнительных шайб |
| Топливный насос высокого давления (ТНВД) | Падение давления в рампе, завоздушивание | Требуется специнструмент для запрессовки сальников |
| Топливопроводы | Подсос воздуха, течи на соединениях | Конусные уплотнения меняются комплектом |
После замены обязательна проверка системы на герметичность: визуальный контроль на предмет подтеков при работающем двигателе и диагностика параметров давления сканером. Прокачка топливной системы для удаления воздуха устранит неравномерность работы мотора. Игнорирование замены изношенных уплотнителей провоцирует коррозию компонентов, гидроудары в магистралях и выход из строя плунжерных пар ТНВД.
Восстановление работоспособности редукционных клапанов
Редукционные клапаны подвержены загрязнению продуктами износа ТНВД и топлива, задирам на рабочих поверхностях, потере герметичности седла, ослаблению пружины и заклиниванию подвижных элементов. Эти дефекты провоцируют нестабильное давление в топливной рампе, затрудненный пуск двигателя, рывки и падение мощности.
Ремонт начинается с демонтажа клапана и тщательной промывки всех деталей в ультразвуковой ванне со спецрастворителем. Далее выполняется визуальный и инструментальный контроль геометрии и состояния уплотнительных поверхностей, пружины и золотника. Поврежденные компоненты подлежат замене или восстановительным операциям.
Ключевые этапы восстановления
Основные технологические операции включают:
- Притирку седла и шарика/конуса пастой для восстановления герметичности соединения
- Замену деформированной или потерявшей упругость пружины
- Финишную ультразвуковую очистку после механической обработки
- Контроль давления срабатывания на стенде с имитацией рабочих параметров
Критически важные параметры после ремонта:
| Давление открытия | Должно соответствовать спецификации производителя (±5 бар) |
| Герметичность седла | Отсутствие падения давления при закрытом состоянии |
| Ход золотника | Плавное перемещение без заеданий |
Неустранимые повреждения (глубокие выработки, коррозия) требуют замены клапана. Сборку проводят с применением смазки на основе дизтоплива, а установку на двигатель – с новыми уплотнительными кольцами во избежание утечек.
Ремонт электромагнитных клапанов форсунок
Диагностика неисправности начинается с проверки сопротивления обмотки клапана мультиметром. Значение вне диапазона 0,2–3 Ом указывает на обрыв или межвитковое замыкание. Дополнительно анализируется форма управляющего сигнала осциллографом для выявления проблем с блоком управления двигателя.
Механические дефекты выявляют путём подачи сжатого воздуха (5–8 бар) на вход клапана. Утечки при закрытом положении или отсутствие потока при открытии свидетельствуют о износе седла, плунжера, засорении каналов. Обязательно проверяется свободный ход якоря электромагнита.
Этапы восстановительных работ
Разборка и очистка:
- Аккуратно демонтировать клапан с форсунки, фиксируя положение регулировочных шайб
- Вымочить детали в ультразвуковой ванне со спецраствором (например, Bosch ESI) 15–20 минут
- Продуть каналы сжатым воздухом, исключая контакт иглы плунжера с твёрдыми поверхностями
Замена компонентов:
- Установка нового уплотнительного кольца на корпус
- Замена изношенной пружины (при снижении жёсткости более 15%)
- Притирка седла клапана абразивной пастой при наличии задиров
| Параметр | Норма | Критичное отклонение |
|---|---|---|
| Ход якоря | 0,05–0,1 мм | ≥0,15 мм |
| Усилие пружины | 40–60 Н | ≤35 Н |
Сборка и регулировка: Момент затяжки крепёжных винтов – 8–10 Н∙м. После монтажа обязательна проверка на стенде: контроль герметичности при 300 бар, времени срабатывания (0,5–2 мс) и формы топливного факела. Неисправный электромагнитный клапан подлежит замене при:
- Оплавлении катушки
- Механическом разрушении сердечника
- Неустранимой деформации седла
Замена поврежденных топливопроводов высокого давления
Повреждения топливопроводов высокого давления (ТВД) – критичная неисправность, приводящая к утечкам горючего, падению давления в системе, нестабильной работе двигателя и повышенному дымлению. Обрыв, трещины или коррозия магистралей требуют немедленной замены для восстановления герметичности контура и обеспечения точной подачи топлива форсункам.
Замена выполняется только на холодном двигателе с предварительным сбросом остаточного давления в топливной системе через специальный клапан или ослабление соединений. Используются исключительно трубки или шланги, рекомендованные производителем, с идентичными геометрическими параметрами (длина, радиусы изгибов) и характеристиками прочности. Несоблюдение этих требований нарушает баланс подачи топлива и создает риск повторных повреждений.
Последовательность работ при замене
- Демонтаж поврежденного трубопровода:
- Отсоединить топливоподающие и сливные магистрали низкого давления.
- Аккуратно открутить накидные гайки ТВД от топливного насоса высокого давления (ТНВД) и форсунок с помощью специализированного трубного ключа.
- Извлечь трубку вместе с уплотнительными шайбами, очистить посадочные места на агрегатах от грязи.
- Подготовка и установка нового трубопровода:
- Визуально сравнить новую трубку со старой, убедиться в полном соответствии.
- Установить новые медные или стальные уплотнительные шайбы на штуцера ТНВД и форсунок.
- Аккуратно наживить гайки новой трубки вручную, избегая перекосов и напряжений.
- Затяжка соединений:
- Затягивать накидные гайки динамометрическим ключом с соблюдением момента, указанного производителем (обычно в пределах 25-50 Н·м).
- Избегать чрезмерной затяжки, деформирующей штуцера или срывающей резьбу.
- Проверка герметичности и функциональности:
- Восстановить соединения магистралей низкого давления.
- Прокачать топливную систему для удаления воздуха.
- Запустить двигатель, визуально проверить область замены на отсутствие течей топлива.
- Прослушать работу двигателя – отсутствие посторонних шумов, равномерность холостого хода.
После замены обязательна контрольная поездка с проверкой динамики автомобиля и визуальным контролем соединений под нагрузкой. Использование некондиционных запчастей или нарушение технологии монтажа провоцирует быстрый выход нового трубопровода из строя и опасные утечки топлива.
Процесс удаления воздуха из топливной системы
Скопление воздуха в топливной магистрали дизельного двигателя нарушает подачу горючего под требуемым давлением, что приводит к затрудненному пуску, неустойчивой работе или полной остановке силового агрегата. Устранение воздушных пробок (прокачка системы) является обязательной процедурой после замены фильтров, ремонта топливопроводов или длительного простоя техники.
Воздух проникает в контур через неплотные соединения, поврежденные шланги, изношенные уплотнители или при полном опустошении бака. Для эффективного удаления необходимо последовательно вытеснить пузыри из всех участков – от топливозаборника до форсунок, используя штатные или ручные подкачивающие устройства.
Этапы прокачки топливной системы
- Проверка герметичности: Визуальный осмотр магистрали от бака до ТНВД на предмет трещин, влажных пятен топлива, ослабленных хомутов.
- Заполнение топливного фильтра: Откручивание пробки фильтра тонкой очистки, заполнение полости чистым дизтопливом до краев, затягивание пробки.
- Подкачка ручным насосом:
- Открытие воздушного клапана на ТНВД или фильтре (если предусмотрен)
- Активация ручной помпы до появления плотной струи топлива без пузырей
- Закрытие клапана после прекращения пенообразования
- Прокачка магистрали высокого давления: Ослабление гаек штуцеров форсунок или топливной рампы, проворачивание стартером до вытекания горючего без воздуха (на горячих моторах – кратковременный запуск на ослабленных соединениях).
- Контроль работы: Затягивание соединений, запуск двигателя, проверка стабильности холостого хода и реакции на педаль акселератора.
Важно: На двигателях с системой Common Rail процедура требует строгого соблюдения регламента производителя – часто необходима активация топливного насоса через диагностический сканер и категорически запрещен запуск с отвернутыми форсунками!
| Тип системы | Ключевая особенность прокачки |
|---|---|
| Классическая (разделенные ТНВД и форсунки) | Ручная подкачка через насос низкого давления, прокачка штуцеров у каждой форсунки |
| Common Rail | Автоматическая прокачка ЭБУ при включении зажигания, обязательное использование дилерского ПО при глубоком развоздушивании |
Методы чистки топливных баков от отложений
Отложения в топливных баках образуются из-за окисления солярки, накопления воды, микробных загрязнений и абразивных частиц. Эти наслоения засоряют топливные магистрали, повреждают форсунки и ТНВД, нарушая работу двигателя.
Регулярная очистка баков предотвращает поломки топливной аппаратуры. Эффективные методы удаления отложений включают механическую, химическую и комбинированную обработку, выбор которых зависит от степени загрязнения и конструкции бака.
Технологии очистки
- Механическая очистка
- Ручная зачистка щетками и скребками после демонтажа бака
- Пескоструйная обработка внутренних поверхностей
- Вакуумное удаление шлама через технологические люки
- Химическая промывка
- Заливка спецсоставов (растворители, щелочные/кислотные реагенты) с выдержкой 2-24 часа
- Циркуляционная мойка с подогревом жидкости до 60-80°C
- Применение биоцидов для уничтожения бактериальных колоний
- Ультразвуковая очистка
- Погружение демонтированного бака в ванну с кавитационным раствором
- Воздействие высокочастотными волнами для отслоения отложений
| Метод | Оборудование | Эффективность | Ограничения |
|---|---|---|---|
| Механический | Скребки, пескоструй, промышленные пылесосы | Высокая для крупных отложений | Требует демонтажа бака, риск повреждения покрытий |
| Химический | Циркуляционные установки, емкости для реагентов | Средняя/высокая для смол и биопленок | Необходима утилизация химикатов, коррозионная опасность |
| Ультразвуковой | Генераторы УЗ-волн, ванны | Максимальная для комплексных загрязнений | Только для снятых баков малого объема |
Критические этапы после чистки: трёхкратная промывка дизтопливом, продувка сжатым воздухом, визуальный контроль через смотровые люки. Для баков без люков обязательна промывка до визуально чистого слива. После сборки системы проводится тестовый запуск двигателя с заменой топливных фильтров.
Замена неисправных топливных фильтров и сепараторов
Процедура замены начинается с обязательного сброса давления в топливной системе для предотвращения разлива дизельного топлива и обеспечения безопасности. Необходимо отключить соответствующий предохранитель топливного насоса или использовать сервисный клапан, если он предусмотрен конструкцией, и запустить двигатель до его самостоятельной остановки. После сброса давления следует точно определить местоположение заменяемого элемента – будь то фильтр грубой очистки (сепаратор), обычно установленный перед топливоподкачивающим насосом, или фильтр тонкой очистки, расположенный перед ТНВД или Common Rail.
Осторожно отсоединяются подводящий и отводящий топливопроводы, помечаются при необходимости. Ослабляются крепежные элементы корпуса фильтра или сепаратора. Старый фильтрующий элемент или модуль в сборе извлекается, место установки тщательно очищается от грязи и остатков топлива. Особое внимание уделяется чистоте посадочной поверхности и уплотнений.
Процедура замены и выбор компонентов
Ключевые шаги установки нового элемента:
- Новый фильтр или сепаратор должен строго соответствовать спецификациям двигателя (размеры, тонкость фильтрации, пропускная способность).
- Перед установкой новый фильтр тонкой очистки обязательно заполняется чистым дизельным топливом. Это предотвращает образование воздушных пробок и облегчает последующий запуск двигателя. Сепараторы также часто требуют предварительного заполнения.
- Устанавливаются все новые уплотнительные кольца и прокладки, идущие в комплекте, которые предварительно смазываются чистым топливом.
- Элемент или корпус аккуратно устанавливается на место, крепеж затягивается с моментом, указанным производителем (не допускать перетяжки).
- Топливопроводы подключаются в правильном направлении потока и надежно фиксируются.
Критерии выбора качественных фильтров и сепараторов:
| Параметр | Фильтр тонкой очистки | Сепаратор (фильтр грубой очистки/водоотделитель) |
|---|---|---|
| Основная функция | Окончательная очистка от мельчайших частиц (5-10 мкм и менее) | Предварительная очистка от крупных загрязнений, отделение воды, подогрев топлива (опционально) |
| Ключевые характеристики | Тонкость фильтрации (мкм), площадь фильтрующей поверхности, материал (целлюлоза, синтетика) | Эффективность водоотделения (%), пропускная способность, наличие датчика воды, подогрева, сливного крана |
| Рекомендации | Использовать только оригинальные фильтры или проверенные бренды эквивалентного качества. Экономия на фильтрах приводит к дорогостоящему ремонту топливной аппаратуры. | |
Типичные ошибки при замене и их последствия:
- Несоблюдение чистоты: Попадание грязи в систему при замене сводит на нет смысл процедуры.
- Незаполнение фильтра топливом: Приводит к длительному прокручиванию стартера, воздушным пробкам, повышенной нагрузке на ТНВД/подкачивающий насос.
- Использование старых уплотнений или неправильная их установка: Вызывает течь топлива и подсос воздуха.
- Неверная затяжка: Слабая затяжка - течь; сильная перетяжка - повреждение корпуса или уплотнений.
- Пренебрежение заменой обоих фильтров (если установлены оба): Быстрый выход из строя нового фильтра тонкой очистки при забитом сепараторе.
- Игнорирование слива воды из сепаратора: Вода попадает в систему, вызывая коррозию и нарушая смазку прецизионных пар.
После замены требуется удаление воздуха из топливной системы методом, предусмотренным производителем (ручная подкачка, прокачка через штуцеры, использование штатного насоса). Запуск двигателя и контроль на отсутствие течей топлива и подсоса воздуха обязательны. Своевременная замена качественными комплектующими с соблюдением технологии – базовое условие надежной работы и долговечности топливной аппаратуры дизеля.
Устранение неисправностей датчиков системы Common Rail
Диагностика начинается со считывания кодов ошибок через сканер OBD-II и анализа параметров работы двигателя в режиме реального времени. Проверяются показания датчиков давления в рампе, температуры топлива, положения педали акселератора и частоты вращения коленчатого вала на предмет соответствия номинальным значениям при разных режимах работы.
Визуальный осмотр проводят для выявления механических повреждений проводки, окисления контактов или нарушения целостности разъемов. Особое внимание уделяют целостности изоляции проводов возле горячих элементов двигателя и участкам с вибрационной нагрузкой.
Алгоритм проверки и замены
При выявлении подозрительных показаний выполняют следующие действия:
- Проверка опорного напряжения (5V) и массы на разъеме датчика мультиметром
- Замер сопротивления изоляции проводки при отключенном ЭБУ
- Сравнение параметров с эталонными значениями для конкретной модели двигателя
- Тест реакции датчика на искусственное изменение условий (прогрев, механическое воздействие)
При подтверждении неисправности датчика выполняют замену с обязательными процедурами:
- Сброс адаптаций ЭБУ после установки нового элемента
- Проверка герметичности соединений (для датчиков давления)
- Контроль отсутствия воздушных пробок в топливной системе
| Датчик | Типичные неисправности | Способ проверки |
|---|---|---|
| Давления в рампе | Залипание пьезоэлемента, загрязнение | Контроль давления манометром |
| Температуры топлива | Обрыв терморезистора, нелинейность | Прогрев/охлаждение с замером сопротивления |
| Положения педали | Износ резистивных дорожек | Замер напряжения на контактах при перемещении |
После замены обязательна проверка работы системы под нагрузкой с контролем динамических параметров. При сохранении ошибок проводят углубленную диагностику цепей ЭБУ и проверку сопротивления на короткое замыкание между проводами.
Восстановление контактов в электроцепях управления впрыском
Нарушение контактов в электроцепях управления впрыском – распространённая причина сбоев работы дизельного двигателя. Окисление, коррозия, ослабление клемм или повреждение проводников приводят к нестабильной передаче сигналов от датчиков (положения коленвала, распредвала, давления топлива) к электронному блоку управления (ЭБУ) и исполнительным механизмам (форсункам, ТНВД). Это провоцирует ошибки в формировании топливоподачи, снижение мощности, рывки, повышенную дымность или невозможность запуска.
Восстановление работоспособности контактных соединений требует системного подхода. Процесс включает поиск проблемных участков, устранение дефектов и профилактическую обработку для предотвращения повторного окисления. Качественно выполненный ремонт восстанавливает стабильность электрических сигналов и корректную работу системы впрыска.
Этапы восстановления контактов
- Диагностика:
- Визуальный осмотр разъёмов ЭБУ, датчиков, форсунок на наличие трещин, следов влаги, коррозии.
- Проверка плотности посадки клемм в колодках (тест "на вытягивание").
- Измерение сопротивления и "падения напряжения" на участках цепи мультиметром.
- Сканирование кодов ошибок для выявления сигнальных неисправностей.
- Очистка и восстановление:
- Обработка окисленных контактов специализированными очистителями (например, на основе изопропанола).
- Аккуратное подтягивание ослабленных клемм в разъёмах для обеспечения плотного прилегания.
- Замена повреждённых клеммных колодок, проводов с нарушенной изоляцией или обрывом жил.
- Пайка или обжимка соединений с использованием термоусадки для герметизации.
- Защита и сборка:
- Нанесение токопроводящей смазки или антикоррозийного спрея на контактные группы.
- Надёжная фиксация разъёмов с защёлкой, применение пластиковых стяжек для жгутов.
- Проверка отсутствия натяжения или перетирания проводов о элементы двигателя.
- Контрольная диагностика параметров цепи и тестовый запуск двигателя.
Критически важно использовать инструменты для корректного обжима контактов и избегать скруток проводов. При работе с разъёмами ЭБУ обязательна предварительная деактивация питания во избежание короткого замыкания. Регулярная профилактическая обработка контактов увеличивает ресурс электросистемы управления впрыском.
Ремонт приводов насосов и регуляторов ТНВД
Привод насоса высокого давления и регулятора оборотов подвержен механическому износу и ударным нагрузкам, что приводит к нарушению синхронизации работы топливной аппаратуры. Основные проблемы включают деформацию валов, разрушение шлицевых соединений, износ подшипников и шестерёнчатой передачи. Несвоевременное устранение этих дефектов вызывает нестабильную подачу топлива и критическое падение давления в системе.
Диагностика начинается с визуального осмотра на предмет трещин корпуса, люфтов и следов масляных подтёков. Обязательно проверяется соосность валов привода и ТНВД, замеряется биение элементов с помощью индикаторных приборов. Для точной оценки состояния шестерён требуется разборка узла с последующей дефектовкой деталей.
Технология восстановления компонентов
- Разборка и очистка: Демонтаж привода с двигателя, промывка деталей в ультразвуковой ванне для удаления абразивных частиц и отложений масла.
- Дефектовка:
- Замер геометрии валов индикатором часового типа (допустимое биение не превышает 0,05 мм)
- Контроль состояния шлицев и шпоночных пазов на предмет сколов и заусенцев
- Проверка подшипников на радиальный люфт (максимум 0,1 мм)
- Восстановление валов:
- Шлифовка шеек под ремонтные размеры
- Наплавка изношенных шлицев с последующей фрезеровкой
- Динамическая балансировка с точностью до 1 г·см
- Замена комплектующих: Установка новых уплотнительных манжет, стопорных колец, регулировочных шайб и подшипников закрытого типа.
| Тип неисправности | Способ ремонта | Критерий приемки |
|---|---|---|
| Износ зубьев шестерни | Замена шестерни с подбором по маркировке | Зазор в зацеплении 0,08-0,12 мм |
| Деформация фланца | Правка на гидравлическом прессе | Отклонение плоскости ≤ 0,03 мм |
| Разрушение шпонки | Фрезеровка нового паза под углом 180° к повреждённому | Плотная посадка с натягом 0,01-0,02 мм |
После сборки проводится тестирование на стенде: проверяется плавность хода привода, отсутствие вибраций при работе в диапазоне 800-3500 об/мин. Для регуляторов дополнительно калибруется момент срабатывания центробежных грузов и точность поддержания оборотов. Обязательна проверка герметичности сальников под давлением 0,5 МПа в течение 10 минут.
Армирование трещин на корпусах узлов холодной сваркой
Данный метод применяется для восстановления герметичности корпусов ТНВД, форсунок и топливных фильтров при появлении микротрещин. Холодная сварка позволяет устранить дефекты без термического воздействия, что исключает деформацию прецизионных деталей и изменение структуры металла. Технология особенно эффективна для алюминиевых сплавов и чугуна, где традиционная сварка вызывает коробление.
Ключевое преимущество – возможность ремонта без демонтажа узла с двигателя. Составы на основе эпоксидных смол с металлическим наполнителем (алюминий, сталь) обеспечивают химическую стойкость к дизельному топливу и маслам. После полимеризации армированный шов выдерживает вибрационные нагрузки до 120 МПа и температуру до 260°C.
Технология восстановления
Качество ремонта зависит от соблюдения этапов подготовки и нанесения:
- Механическая обработка
- Расширение трещины шабером под углом 60-70°
- Зачистка поверхности абразивом до металлического блеска
- Нанесение насечек для улучшения адгезии
- Обезжиривание
- Обработка ацетоном/бензином-«галошей» в двух перпендикулярных направлениях
- Сушка сжатым воздухом
- Нанесение состава
- Смешивание компонентов в пропорции 1:1 до однородности
- Заполнение трещины с избытком методом втирания
- Укладка лавсановой сетки или медной проволоки в первый слой
| Параметр | Требование | Контроль |
|---|---|---|
| Время жизнеспособности состава | 3-8 минут | Температура 18-25°C |
| Давление прижима | 0.5-1.5 кгс/см² | Струбцины/стяжки |
| Время полимеризации | 24 часа при +20°C | Запрет эксплуатации |
Для ответственных узлов обязательна проверка герметичности под давлением 0.3-0.7 МПа после отверждения. Армированные швы допускают последующую механическую обработку – фрезерование и шлифовку через 48 часов после нанесения. Срок службы восстановленной детали – не менее 5 лет при соблюдении технологии.
Дефектовка плунжерных пар и гильз насоса
Дефектовка начинается с визуального осмотра поверхностей плунжерных пар и гильз на предмет задиров, царапин, коррозии и усталостных трещин. Каждую пару промывают в чистом дизельном топливе для удаления загрязнений, после чего проверяют геометрию деталей с помощью микрометров и нутромеров на соответствие допускам производителя. Особое внимание уделяют состоянию рабочих кромок плунжера и разгрузочного пояса.
Далее выполняют проверку плотности сопряжения плунжера и гильзы. Плунжер вставляют в гильзу под углом 45°, затем гильзу медленно поднимают – исправная пара обеспечивает плавное опускание плунжера без заеданий. Для количественной оценки герметичности используют испытательные стенды: замеряют время падения давления при подаче топлива под нагрузкой, отклонение от нормы (обычно 200-400 секунд для ТНВД Common Rail) указывает на износ.
Критерии браковки и ремонтопригодность
Основные дефекты, требующие замены узла:
- Глубокие риски (свыше 0,001 мм) на зеркале гильзы или плунжера
- Эллипсность или конусность гильзы более 1,5 мкм
- Выкрашивание антифрикционного слоя на ответственных поверхностях
- Критический зазор в паре (превышение 3-5 мкм в зависимости от модели)
При выявлении незначительных дефектов (местная коррозия, забоины) возможна восстановительная притирка специальными пастами с последующей ультразвуковой промывкой. Однако при нарушении геометрии или термических деформациях гильзы восстановление экономически нецелесообразно – узел подлежит замене. Сопрягаемые детали меняют только комплектом!
| Параметр | Метод контроля | Допустимое отклонение |
|---|---|---|
| Диаметр плунжера | Микрометр | ±0,002 мм |
| Зазор в паре | Калиброванное топливо + манометр | 1-3 мкм |
| Соосность гильзы | Оптический компаратор | ≤ 0,02 мм |
После дефектовки годные пары маркируют и хранят в вакуумной упаковке с ингибитором коррозии. Отбракованные узлы утилизируют – повторное использование запрещено из-за риска нарушения давления впрыска и гидроударов. При сборке насоса применяют селективную подборку пар по группам допуска для минимизации зазоров.
Технология шлифовки изношенных валов ТНВД
Шлифовка валов топливных насосов высокого давления (ТНВД) выполняется при наличии продольных рисок, задиров, эллипсности или превышении допустимого износа рабочих поверхностей. Процесс требует специализированного оборудования: высокоточных круглошлифовальных станков с ЧПУ, оснащенных алмазными или эльборовыми кругами, и контрольных приборов (оптиметры, микрометры, индикаторные стойки). Геометрическая точность восстанавливается в несколько этапов, включая черновую и чистовую обработку.
Перед началом шлифовки вал подвергается мойке, дефектовке и измерению базовых параметров (диаметры шеек, биение, конусность). Устанавливаются оптимальные режимы обработки: скорость вращения заготовки (40-60 м/мин), глубина резания (0.005-0.02 мм на проход) и поперечная подача. Для предотвращения термических деформаций применяется обильное охлаждение СОЖ. Особое внимание уделяется фиксации вала в центрах для минимизации биения.
Ключевые этапы шлифовки
- Подготовка: Обезжиривание поверхностей, проверка центровых отверстий, установка в станок с точностью позиционирования ±0.001 мм.
- Черновая обработка: Снятие основного припуска (до 0.1 мм) с контролем размеров через каждые 3-4 прохода.
- Чистовая шлифовка: Доводка до номинального размера с припуском 0.01-0.03 мм под последующую полировку.
- Полирование: Использование мелкозернистых абразивных лент (зернистость 400-600) для достижения шероховатости Ra ≤ 0,16 мкм.
После шлифовки обязательна проверка:
- Размерной точности (допуск: -0.005…+0.015 мм от номинала)
- Цилиндричности (не более 0.003 мм)
- Соосности шеек (биение ≤ 0.01 мм)
- Шероховатости поверхности (визуальный и приборный контроль)
| Параметр | Допустимое отклонение | Метод контроля |
|---|---|---|
| Диаметр шеек | ±0.008 мм | Микрометр, предел. калибры |
| Биение | ≤ 0.012 мм | Индикатор на призмах |
| Конусность | ≤ 0.004 мм | Измерение по длине шейки |
Восстановленные валы проходят фосфатирование или нанесение антифрикционного покрытия для повышения износостойкости. Окончательная сборка ТНВД осуществляется с подбором новых втулок по шлифованным поверхностям с соблюдением зазоров 0.002-0.004 мм. Отклонение от регламентов приводит к ускоренному износу и нарушению давления впрыска.
Устранение задиров на поверхностях рабочих камер
Задиры на прецизионных поверхностях рабочих камер топливных насосов высокого давления (ТНВД) и распылителей форсунок являются критическим дефектом, возникающим вследствие нарушения смазки, попадания абразивных частиц, коррозии или перегрева. Они нарушают герметичность пар трения и сопряжений, приводя к падению давления впрыска, ухудшению распыла топлива, неравномерной работе двигателя и повышенному расходу топлива.
Устранение задиров требует тщательной диагностики глубины и площади повреждения, так как не все дефекты подлежат ремонту. Глубокие, протяженные задиры, особенно расположенные в зонах высокого давления или уплотнения, часто делают деталь непригодной для восстановления, требуя ее замены. Поверхностные или локальные повреждения могут быть устранены с помощью специальных методов обработки.
Методы устранения задиров
Основные способы восстановления рабочих поверхностей камер включают:
- Ручная притирка:
- Применяется для устранения неглубоких задиров, рисок и мелких неровностей на плоскостях уплотнения (например, торец гильзы плунжерной пары, торцевая поверхность корпуса распылителя).
- Используются специальные притирочные плиты или притиры с тонкодисперсными абразивными пастами (алмазная паста, паста ГОИ).
- Требует высокой квалификации исполнителя для сохранения геометрии и чистоты поверхности.
- Хонингование:
- Используется для восстановления цилиндрических поверхностей рабочих камер (например, внутренняя поверхность гильзы плунжерной пары).
- Выполняется на специальных хонинговальных станках абразивными брусками малой зернистости.
- Обеспечивает высокий класс чистоты поверхности и заданную геометрию (цилиндричность).
- Применимо только при наличии ремонтного размера плунжера или необходимости изготовления нового плунжера под обработанный размер гильзы.
- Шлифование/Полирование:
- Механическая обработка на прецизионных станках (круглошлифовальных, плоскошлифовальных) с последующим полированием.
- Применяется для удаления задиров с наружных поверхностей плунжеров или шариков клапанов форсунок, если позволяет снимаемый слой металла и не нарушаются размеры.
- Требует строгого контроля размеров, формы и шероховатости.
- Замена ответной детали:
- Часто восстановление одной детали пары требует замены сопрягаемой детали (например, после хонингования гильзы устанавливается ремонтный плунжер увеличенного диаметра; после шлифовки седла иглы распылителя требуется притирка или замена самой иглы).
Критерии выбора метода и ограничения:
| Метод | Применимость | Основное ограничение | Результат |
|---|---|---|---|
| Ручная притирка | Плоскости уплотнения, мелкие дефекты | Глубина задира, сохранение плоскостности | Восстановление герметичности |
| Хонингование | Цилиндрические камеры (гильзы) | Необходимость ремкомплекта (плунжер) | Восстановление геометрии и чистоты |
| Шлифование/Полирование | Наружные поверхности (плунжеры, шарики) | Допустимый съем металла | Восстановление размеров и гладкости |
| Замена пары | Любые значительные повреждения | Стоимость новых деталей | Полное восстановление функционала |
После любого вида механической обработки обязательна тщательная промывка деталей в ультразвуковой ванне со специальными растворителями для полного удаления абразивных частиц и продуктов износа. Качество восстановления проверяется на стендах путем контроля герметичности и производительности узла при рабочих давлениях.
Ремонт подшипниковых узлов топливных насосов
Подшипниковые узлы (подшипники скольжения, втулки, шарикоподшипники) вала привода топливного насоса высокого давления (ТНВД) являются критически важными элементами. Их износ или повреждение приводят к возникновению люфта и биения вала, что негативно сказывается на точности дозирования топлива, давлении впрыска и, в конечном итоге, на работе всего двигателя. Несвоевременное устранение неисправностей подшипников грозит выходом из строя плунжерных пар, регулятора оборотов и других дорогостоящих компонентов насоса.
Ремонт подшипниковых узлов ТНВД – операция, требующая высокой квалификации, специального оборудования и соблюдения абсолютной чистоты. Она всегда выполняется после полной разборки насоса на специализированном стенде. Основными причинами выхода подшипников из строя являются естественный износ, недостаток или деградация смазочного материала (часто масла, циркулирующего в корпусе насоса), попадание абразивных частиц, коррозия из-за попадания воды в топливо или масло, а также перегрузки, вызванные неисправностями привода.
Диагностика и подготовка
Перед началом ремонта обязательна тщательная диагностика. Осевой и радиальный люфт вала измеряются индикаторными нутромерами с точностью до сотых долей миллиметра. Проверяется биение вала при проворачивании. Повышенный шум (гул, вой) при работе насоса на стенде также указывает на проблемы с подшипниками. Все измерения сравниваются с паспортными данными производителя ТНВД.
Основные этапы ремонта подшипниковых узлов:
- Демонтаж изношенных подшипников/втулок: Осуществляется с помощью специальных съемников или прессового оборудования. Категорически запрещается использовать ударные инструменты (молотки, зубила), чтобы не повредить корпус насоса или посадочные места. Корпус насоса надежно фиксируется в приспособлении.
- Очистка и дефектовка посадочных мест: Посадочные гнезда (отверстия в корпусе) и шейки вала тщательно очищаются от старой смазки, продуктов износа и возможных задиров. Проверяется геометрия посадочных мест (овальность, конусность) с помощью микрометров и нутромеров. Любые задиры или значительные отклонения от геометрии требуют дополнительной обработки (расточки, хонингования) под ремонтный размер или запрессовку гильзы.
- Подбор новых комплектующих: Новые подшипники (шариковые, роликовые) или втулки скольжения подбираются строго в соответствии с типом насоса и его ремонтными размерами (если применимо). Используются только оригинальные запчасти или сертифицированные производителем аналоги высокого качества.
- Замена втулок скольжения: Это наиболее частый вид ремонта.
- Новые втулки предварительно охлаждаются (например, в жидком азоте) для уменьшения наружного диаметра.
- Посадочные отверстия в корпусе нагреваются до температуры 100-150°C для расширения.
- Втулка аккуратно и быстро запрессовывается в нагретое отверстие с помощью оправки на прессе или ручном гидравлическом прессе строго без перекоса до упора в буртик или до контрольной риски.
- После остывания втулка прочно фиксируется в корпусе за счет натяга.
- Установка шариковых/роликовых подшипников: Монтаж производится прессом с использованием специальных оправок, передающих усилие только на запрессовываемое кольцо (наружное или внутреннее). Направление запрессовки должно соответствовать конструкции подшипника. Контролируется отсутствие перекоса.
- Окончательная обработка и подгонка: После установки новых втулок скольжения обязательно производится их обработка (развертывание, хонингование, притирка) до требуемого диаметра и чистоты поверхности под шейку вала. Цель – обеспечить требуемый зазор и идеальную геометрию.
Контроль зазоров и биения:
| Параметр | Метод контроля | Требования |
|---|---|---|
| Радиальный зазор (втулки) | Индикаторный нутромер + микрометр (вал) | 0.02 - 0.08 мм (зависит от модели) |
| Осевой люфт вала | Индикатор часового типа | 0.01 - 0.10 мм (зависит от модели) |
| Биение вала | Индикатор часового типа на оправке | Не более 0.02 - 0.05 мм |
Перед окончательной сборкой насоса вал должен вращаться в подшипниках/втулках абсолютно свободно, без малейших заеданий, но и без ощутимого люфта. Проверяется легкость вращения от руки. Все посадочные места и новые подшипники/втулки смазываются чистым моторным маслом, рекомендованным для данного ТНВД.
Технология замены регулировочных шайб ТНВД
Перед началом работ демонтируйте ТНВД с двигателя согласно сервисной инструкции. Очистите корпус насоса от загрязнений, слейте остатки топлива и отсоедините все топливопроводы, электроразъемы и механические тяги. Установите насос на чистый верстак, обеспечив защиту пылечувствительных элементов.
Снимите заднюю крышку ТНВД, предварительно отметив взаимное положение деталей. Аккуратно извлеките вал привода с кулачковой шайбой, используя спецсъемник для предотвращения деформации. Фиксируйте последовательность извлечения компонентов – регулировочные шайбы расположены под кулачковой шайбой и опорными подшипниками.
Процедура замены и регулировки
Измерьте микрометром толщину каждой извлеченной шайбы и запишите значения. Определите необходимую толщину новых шайб по формуле: Hнов = Hст + (Zфакт - Zном), где Hст – толщина старой шайбы, Zфакт – фактический осевой зазор вала, Zном – номинальный зазор (указан в техдокументации). При отсутствии данных замеров используйте метод подбора.
Установите новые шайбы в обратной последовательности, соблюдая чистоту рабочей зоны. Критические этапы:
- Монтаж шайб в посадочные канавки вала с правильной ориентацией
- Нанесение моторного масла на трущиеся поверхности
- Контроль осевого люфта вала щупом после предварительной сборки
- Затяжка крепежа с динамометрическим ключом (момент указан в мануале)
После сборки проверьте:
- Плавность вращения вала без заеданий
- Отсутствие видимых перекосов компонентов
- Герметичность уплотнений при испытании на стенде
Допустимые параметры осевого зазора для распространенных моделей:
| Модель ТНВД | Номинальный зазор (мм) | Предельный износ (мм) |
|---|---|---|
| Bosch VE | 0.02-0.08 | 0.15 |
| Delphi DP210 | 0.03-0.10 | 0.18 |
| Denso HP3 | 0.01-0.05 | 0.12 |
При установке ТНВД на двигатель соблюдайте момент затяжки крепежных болтов. После запуска контролируйте отсутствие течей топлива, посторонних шумов и стабильность оборотов холостого хода. Обязательно выполните проверку угла опережения впрыска диагностическим оборудованием.
Используйте только оригинальные шайбы с термостойким покрытием. Несанкционированное увеличение зазора свыше 0.15 мм вызывает дисбаланс давления топлива, ускоренный износ плунжерных пар и гидроудары в системе.
Настройка регулятора оборотов топливной аппаратуры
Регулятор оборотов критически влияет на стабильность работы дизельного двигателя, предотвращая разнос и обеспечивая требуемые характеристики на всех режимах. Его настройка требует точного оборудования и глубокого понимания принципов работы топливной системы.
Неправильная регулировка приводит к неустойчивой работе двигателя, повышенному расходу топлива, перегреву или потере мощности. Процедура всегда выполняется после ремонта или замены элементов топливного насоса высокого давления (ТНВД) либо при явных признаках неисправности регулятора.
Этапы настройки регулятора
Основные операции включают:
- Предварительные проверки: Убедиться в исправности привода, отсутствии люфтов в тягах и целостности пружин регулятора.
- Регулировка пусковых оборотов: Установка минимальной частоты вращения коленчатого вала при запуске для гарантированного пуска.
- Настройка холостого хода (ХХ): Корректировка винтом ХХ до достижения плавной работы без "плавания" оборотов.
- Калибровка максимальных оборотов: Ограничение верхнего предела скорости вращения с помощью упорного винта для защиты от разноса.
- Проверка корректора по нагрузке: Анализ реакции регулятора на резкое сброс/наброс нагрузки.
Обязательные условия для точной настройки:
- Использование тахометра и стенда для ТНВД
- Прогрев двигателя до рабочей температуры
- Отключение посторонних потребителей (кондиционер, генератор)
- Проверка угла опережения впрыска
| Симптом при ошибке | Элемент регулятора для проверки |
|---|---|
| Двигатель глохнет на холостом ходу | Пружина холостого хода, винт ХХ |
| Резкие скачки оборотов под нагрузкой | Демпферные грузики, тяги управления |
| Превышение максимальных оборотов | Упорный винт максимума, центробежные грузы |
После регулировки обязательна проверка на всех режимах работы с контролем дымности выхлопа. Точные параметры оборотов устанавливаются согласно спецификации производителя для конкретной модели двигателя.
Требования к топливу после ремонта системы
После ремонта топливной аппаратуры дизельного двигателя критически важно обеспечить соответствие горючего установленным стандартам. Использование некондиционного топлива немедленно провоцирует повторные поломки, сводя на нет результаты восстановительных работ. Соблюдение регламентированных параметров топлива является обязательным условием для гарантированной работоспособности системы.
Основные требования включают жесткий контроль чистоты, химического состава и эксплуатационных характеристик солярки. Особое внимание уделяется отсутствию абразивных частиц, воды и агрессивных примесей, способных вызвать ускоренный износ прецизионных компонентов. Система фильтрации должна обеспечивать тонкую очистку на всех этапах заправки и подачи топлива.
Ключевые параметры топлива
Обязательные характеристики горючего после ремонта ТНВД и форсунок:
- Класс чистоты: не ниже 5 по ISO 4406 (предпочтительно класс 3-4)
- Содержание воды: ≤ 200 мг/кг (контроль осушителями топливных фильтров)
- Цетановое число: 48-54 единицы для обеспечения плавного сгорания
- Сера: ≤ 10 мг/кг (ультранизкосернистое топливо)
Обязательные меры при заправке:
- Промывка топливных баков перед заливкой свежей солярки
- Установка новых фильтров тонкой очистки (3-5 мкм) с сепаратором воды
- Использование герметичных заправочных систем с фильтрацией
- Применение антифрикционных присадок для новых деталей (первые 500 км пробега)
Контрольные параметры при эксплуатации:
| Параметр | Норматив | Метод контроля |
| Давление в рампе | ±5% от паспортного | Диагностический сканер |
| Обратка форсунок | < 15 мл/мин на цилиндр | Замер на прогретом двигателе |
| Дымность выхлопа | Не более 0,5 ед. по шкале Хартриджа | Визуальная/газоанализ |
Категорически запрещается использовать топливо:
- С добавлением растительных масел или биодизеля выше B5
- Хранившееся в негерметичных емкостях более 3 месяцев
- Без документов о соответствии ГОСТ Р 55475-2013 / EN 590
Использование промывочных составов для очистки системы
Промывочные составы применяются для удаления отложений в топливной системе без разборки двигателя. Они растворяют нагар, лаковые образования и смолы в форсунках, топливопроводах и насосе высокого давления, восстанавливая пропускную способность каналов и распыл топлива.
Процедура выполняется путем добавления состава в топливный бак или подключения промывочного стенда к системе. Критически важно соблюдать пропорции и время выдержки, указанные производителем, чтобы избежать повреждения уплотнений или каталитических нейтрализаторов.
Ключевые аспекты применения
- Выбор состава: Специализированные средства для дизелей (агрессивные растворители недопустимы)
- Подготовка: Прогрев двигателя до рабочей температуры перед промывкой
- Концентрация: Соотношение 1:10 с топливом для большинства составов
Этапы процедуры
- Заполнить систему промывочной жидкостью через топливный фильтр или магистраль
- Запустить двигатель на холостом ходу на 15-30 минут
- Остановить мотор для отложения растворенных загрязнений (1-2 часа)
- Повторный запуск с нагрузкой для выгорания остатков
Типичные ошибки
| Ошибка | Последствие |
|---|---|
| Превышение концентрации | Разрушение резиновых уплотнений ТНВД |
| Использование бензиновых промывок | Коррозия плунжерных пар |
| Игнорирование замены фильтра | Забивание магистралей вымытыми отложениями |
Важно: Промывка эффективна только при умеренном загрязнении. При наличии металлической стружки в системе или полном закоксовывании форсунок требуется механическая очистка и замена изношенных деталей.
Контроль герметичности после сборки узлов
После ремонта или сборки компонентов топливной аппаратуры обязателен контроль герметичности соединений и уплотнений. Невыявленные утечки топлива приводят к снижению давления в системе, нарушению подачи горючего, падению мощности двигателя и повышению расхода топлива. Проверка исключает попадание воздуха в топливопроводы, вызывающее неравномерную работу мотора и сложный запуск.
Контроль проводится на стенде или установленном двигателе с использованием специального оборудования. Основные методы включают визуальный осмотр под давлением, применение течеискателей и гидравлические испытания. Особое внимание уделяют соединениям форсунок, топливных трубок высокого давления, местам установки уплотнительных колец и прокладок ТНВД.
Методы контроля герметичности
- Визуальный осмотр под давлением: Подача топлива или испытательной жидкости в систему с последующим контролем стыков и соединений при рабочих параметрах. Применяют для быстрой проверки явных дефектов.
- Пневматический тест: Нагнетание сжатого воздуха в узлы, погруженные в воду или обработанные мыльным раствором. Фиксация пузырьков воздуха указывает на микротрещины или неплотности.
- Использование ультрафиолетовых течеискателей: Добавление в топливо флуоресцентной присадки с последующим осмотром соединений УФ-лампой. Свечение в местах утечек обеспечивает точную локализацию дефектов.
| Тип узла | Критичные точки контроля | Рекомендуемый метод |
|---|---|---|
| Топливная рампа | Штуцеры подключения, фланцы, датчики давления | Гидравлическое испытание (давление 1.5× рабочего) |
| ТНВД | Крышка регулятора, уплотнения вала, заглушки | Пневмотест с мыльным раствором |
| Форсунка | Конус распылителя, уплотнительные шайбы, штуцер подводящей трубки | Стендовый тест на герметичность распылителя |
При выявлении утечек дефектные узлы демонтируют для замены уплотнений или повторной сборки. Запрещается эксплуатация двигателя без устранения негерметичности – это провоцирует аварийный режим работы аппаратуры. После ремонта проводят повторную проверку до достижения стабильных параметров.
Этапы пуско-наладки двигателя после ремонта
После завершения ремонта топливной аппаратуры обязательна комплексная проверка работоспособности двигателя. Пуско-наладка выполняется строго по регламенту для исключения повторных поломок и выявления скрытых дефектов.
Процесс требует последовательности и контроля параметров на каждом этапе. Пренебрежение процедурами может привести к ускоренному износу отремонтированных узлов или аварийной ситуации.
Порядок выполнения работ
- Внешний осмотр и подготовка:
- Проверка герметичности соединений топливопроводов высокого/низкого давления
- Контроль уровня моторного масла, охлаждающей жидкости, топлива в баке
- Проверка правильности установки меток ГРМ и ТНВД
- Предпусковое прокачивание системы:
- Удаление воздуха из топливной магистрали ручным подкачивающим насосом
- Контроль отсутствия подтеканий в местах соединений
- Первый запуск:
- Кратковременная прокрутка стартером без подачи топлива (для смазки)
- Запуск с контролем времени выхода на холостой ход
- Визуальная проверка дымности выхлопа
- Регулировочные работы на холостом ходу:
- Настройка частоты холостого хода согласно спецификации
- Проверка равномерности работы цилиндров по звуку и вибрациям
- Контроль давления в топливной рампе (для Common Rail)
- Проверка под нагрузкой:
- Постепенное увеличение нагрузки до номинальной
- Замер расхода топлива на контрольных режимах
- Оценка приёмистости двигателя и стабильности работы
- Финишный контроль и обкатка:
- Проверка герметичности всех систем под рабочим давлением
- Анализ состава выхлопных газов на соответствие нормам
- Рекомендация по щадящему режиму эксплуатации в первые 200-500 км
Важно! На всех этапах ведётся регистрация параметров: давления топлива, температуры ОЖ, параметров ЭБУ (при наличии диагностического оборудования). Выявленные отклонения требуют немедленной остановки и устранения несоответствий.
Тест-драйв для проверки отремонтированной топливной аппаратуры
После ремонта ТНВД, форсунок или замены компонентов топливной системы обязателен контрольный тест-драйв. Он выявляет скрытые неисправности и подтверждает корректность работы узлов в реальных условиях нагрузки.
Проверка выполняется на прогретом двигателе по заданному алгоритму, фиксируя ключевые параметры работы силового агрегата. Визуальный осмотр на предмет утечек топлива проводится до и после поездки.
Порядок выполнения тест-драйва
- Подготовка: Прогрев двигателя до рабочей температуры (80-90°C).
- Старт: Контроль запуска (не более 3 секунд вращения стартером).
- Холостой ход:
- Стабильность оборотов (±30 об/мин)
- Отсутствие вибраций и "троения"
- Динамические режимы:
- Резкий разгон с 40 до 90 км/ч
- Движение на подъем (нагрузка 70-80%)
- Торможение двигателем
- Высокие обороты: Кратковременная работа на максимальных оборотах (3-5 секунд).
Контролируемые параметры
| Параметр | Норма | Отклонение |
| Цвет выхлопа | Прозрачный/серый | Черный/белый дым |
| Приемистость | Резкий отклик | Провалы, рывки |
| Шум работы | Равномерный гул | Стук, металлический звон |
| Расход топлива | ±5% от паспорта | Превышение >10% |
Важно: При обнаружении несоответствий (дымление, потеря мощности, аномальные шумы) двигатель заглушается для повторной диагностики. Успешный тест-драйв длится не менее 20 минут и завершается проверкой герметичности соединений под давлением.
Комплекс профилактических мер для продления ресурса
Строгое соблюдение интервалов замены топливных фильтров критически важно для защиты компонентов аппаратуры. Использование исключительно рекомендованных производителем марок дизельного топлива с низким содержанием серы и воды предотвращает коррозию и образование отложений. Контроль состояния топливного бака и регулярная очистка от шлама исключают попадание абразивных частиц в систему.
Систематическая проверка герметичности топливоподающих магистралей и соединений минимизирует риски подсоса воздуха, ведущего к нарушению работы насоса высокого давления. Применение сезонного топлива и антигелей в холодный период предотвращает парафинизацию, снижающую пропускную способность фильтров. Обязательная промывка топливной системы при помощи спецоборудования во время планового ТО удаляет лаковые отложения с распылителей форсунок.
Ключевые эксплуатационные правила
- Контроль состояния воздушного фильтра – загрязнение увеличивает содержание сажи в выхлопе
- Регулярная проверка уровня масла в ТНВД и своевременная замена смазочного материала
- Прогрев двигателя на холостых оборотах перед стартом движения в мороз
| Периодичность | Процедура | Эффект |
|---|---|---|
| Каждые 10 000 км | Слив отстоя из фильтра-сепаратора | Удаление воды и грязи |
| Раз в 2 года | Диагностика давления впрыска | Выявление износа плунжерных пар |
- Обязательная замена уплотнительных колец топливопроводов при каждом вскрытии системы
- Применение топливных присадок-дегидрировщиков при заправке на непроверенных АЗС
- Контроль работы системы вентиляции картера для снижения загрязнения масла
Список источников
Для глубокого анализа причин неисправностей и методов восстановления топливных систем дизелей использовались специализированные технические материалы. Основное внимание уделялось практическим руководствам и инженерным исследованиям.
Следующие источники содержат детальные данные по диагностике, конструктивным особенностям систем Common Rail и классических ТНВД, а также актуальным методикам ремонта.
- Руководства по ремонту и обслуживанию ведущих производителей дизельных систем: Bosch, Delphi, Denso, Siemens VDO
- Журнал "Автосервис - Практика": Цикл статей "Диагностика топливной аппаратуры Common Rail" (2020-2023 гг.)
- Учебное пособие: Петров Д.И. "Топливная аппаратура дизельных двигателей". М.: Академия, 2021 г.
- Технический отчет НИИ Автомобильного транспорта: "Статистика отказов ТНВД в условиях РФ" (2022 г.)
- Семинарские материалы: "Современные методы восстановления распылителей и плунжерных пар" (МГТУ МАМИ, 2023 г.)
- Технические бюллетени SAE: Серия публикаций по долговечности компонентов систем впрыска
- Справочник инженера: Семенов А.К. "Диагностика неисправностей дизельных двигателей". СПб: Политехника, 2019 г.