Производители и характеристики электротехнических медных шин
Статья обновлена: 28.02.2026
Медные шины – ключевые компоненты современных электротехнических систем. Они обеспечивают эффективное распределение электроэнергии в силовых установках, распределительных щитах и промышленном оборудовании.
Выбор качественного производителя и точный расчет параметров шины напрямую влияют на безопасность, надежность и энергоэффективность электроустановок. От сечения и марки меди до допустимой токовой нагрузки – каждый аспект требует профессионального подхода.
Ключевые преимущества меди как материала шин
Медь обладает наивысшей электропроводностью среди всех технических металлов, за исключением серебра. Это обеспечивает минимальное активное сопротивление шин при передаче тока, что напрямую снижает потери энергии на нагрев. Низкое удельное сопротивление (всего 0,01724 Ом·мм²/м) позволяет использовать компактные сечения даже для высоких токовых нагрузок.
Выдающаяся теплопроводность меди (385 Вт/(м·К)) гарантирует эффективный отвод тепла от мест соединений и точек повышенного сопротивления. Это предотвращает локальный перегрев, снижает риск пожара и увеличивает срок службы электроустановки. Материал сохраняет стабильность характеристик при циклических тепловых нагрузках.
Технико-эксплуатационные достоинства
- Механическая прочность: Предел прочности на растяжение достигает 220–340 МПа, что обеспечивает устойчивость к динамическим нагрузкам и вибрациям.
- Пластичность: Возможность гибки под углом до 180° без разрушения структуры металла упрощает монтаж сложных конфигураций.
- Коррозионная стойкость: Образование защитной оксидной пленки замедляет окисление. Медь устойчива к воздействию влаги, масел и большинства химических реагентов.
- Технологичность соединений: Отличная паяемость и свариваемость (газовая, TIG) позволяют создавать неразъемные контакты с переходным сопротивлением менее 5 мкОм.
- Усталостная выносливость: Сохранение свойств после 100+ циклов термического расширения/сжатия.
Виды поперечных сечений: прямоугольник vs. другие формы
Прямоугольное сечение доминирует в электротехнических шинах благодаря технологичности производства и оптимальному соотношению площади поверхности к объёму проводника. Широкие плоские грани обеспечивают эффективный теплоотвод при рабочих токах, а геометрия упрощает крепление на изоляторах и соединение с аппаратами посредством болтовых контактов.
Альтернативные формы включают круглое, квадратное и сегментное сечения. Круглые шины применяются в гибких токопроводах и высокочастотных установках, квадратные – при симметричных токовых нагрузках, а сегментные (составные из изолированных секций) – для сверхвысоких токов с минимизацией скин-эффекта.
Сравнительные характеристики
| Параметр | Прямоугольник | Круг | Квадрат | Сегмент |
|---|---|---|---|---|
| Теплоотвод | Лучший (большая площадь поверхности) | Средний | Хороший | Высокий (за счёт конструкции) |
| Скин-эффект | Выражен на ВЧ | Равномерное распределение | Средний | Минимизирован |
| Монтаж | Простой (плоские контактные зоны) | Требует спецкреплений | Умеренный | Сложный (многокомпонентная сборка) |
| Технологичность | Высокая (прокат/резка) | Высокая (волочение) | Высокая | Низкая (прецизионная сборка) |
| Экономичность | Оптимальная | Средняя | Сопоставима с прямоугольным | Высокая стоимость |
Ключевые преимущества прямоугольных шин:
- Максимальная токовая нагрузка при равном сечении
- Упрощённое техобслуживание за счёт доступности контактов
- Компактность при вертикальной установке в распределительных щитах
Области применения альтернативных форм:
- Круглые: кабельные линии, вращающиеся контакты, ВЧ-установки
- Квадратные: симметричные шинопроводы, ограниченное пространство
- Сегментные: токи >10 кА, подстанции, электролизные установки
Марки меди М1, М1р, М2 – расшифровка и различия
Маркировка меди отражает её чистоту и технологию обработки. Буква «М» обозначает «медь», цифра (1 или 2) – степень чистоты (чем меньше цифра, тем выше чистота). Индекс «р» (например, М1р) указывает на раскисление – процесс удаления кислорода фосфором. Медь М1 – самая чистая (99.9%), М2 содержит больше примесей (99.7%), а М1р сочетает чистоту М1 с пониженным содержанием кислорода.
Ключевые отличия заключаются в химическом составе, электропроводности и сфере применения. М1 и М1р обеспечивают лучшую проводимость, но М1р устойчива к «водородной хрупкости». М2 дешевле, но уступает в электротехнических свойствах. Выбор марки зависит от требований к токопроводящим характеристикам и условиям эксплуатации шин.
Сравнительные параметры
| Параметр | М1 | М1р | М2 |
|---|---|---|---|
| Чистота меди (мин.) | 99.9% | 99.9% | 99.7% |
| Содержание кислорода | 0.02–0.04% | < 0.01% | 0.02–0.04% |
| Электропроводность (IACS) | 101% | 100% | 98% |
| Ключевая особенность | Высокая проводимость | Устойчивость к водородной хрупкости | Экономичность |
Области применения:
- М1: Силовые шины для высокоточного оборудования, трансформаторов, генераторов.
- М1р: Шины в восстановительных средах (водород, аммиак), вакуумные системы.
- М2: Ненагруженные токопроводы, заземляющие шины, бюджетные электроустановки.
ГОСТ 434-2018: стандарты на шины медные
ГОСТ 434-2018 устанавливает технические требования к медным шинам прямоугольного и квадратного сечения, используемым в электротехнических устройствах. Стандарт распространяется на изделия, изготовленные из меди марок М1, М1р, М2, М2р, М3 и М3р по ГОСТ 859, и регламентирует их геометрические параметры, механические свойства, состояние поставки и допустимые отклонения.
Документ определяет ключевые критерии качества, включая требования к химическому составу, электропроводности, твердости и состоянию поверхности. Шины поставляются в твердом (холоднодеформированном) или мягком (отожженном) состоянии, что напрямую влияет на их механические характеристики и область применения в электроустановках.
Основные параметры по ГОСТ 434-2018
Геометрические характеристики:
- Ширина: от 3 до 120 мм (с градацией)
- Толщина: от 2 до 35 мм (с градацией)
- Радиус скругления углов: ≤ 0,4 мм для шин толщиной до 5,5 мм; ≤ 0,8 мм для толщин свыше 5,5 мм
Механические свойства:
| Состояние поставки | Предел прочности (МПа), min | Относительное удлинение (%), min |
|---|---|---|
| Мягкое (М) | 200 | 35 |
| Твердое (Т) | 290 | 3 |
Электротехнические требования:
- Удельное электрическое сопротивление при 20°C: ≤ 0,01724 Ом·мм²/м
- Допустимые отклонения по сечению: ±1,5% для шин до 300 мм², ±1,0% для сечений свыше
Контроль качества: Обязательной проверке подлежат:
- Размеры и форма поперечного сечения
- Механические свойства (выборочно)
- Электрическое сопротивление
- Отсутствие трещин, расслоений и раковин
Требования к химическому составу сырья
Основным сырьём для электротехнических шин служит медь высокой чистоты, регламентируемой международными и национальными стандартами. Строгий контроль химического состава критичен для обеспечения требуемых электрофизических и механических характеристик конечной продукции. Допустимые концентрации примесей жёстко нормируются, так как даже незначительные отклонения негативно влияют на ключевые эксплуатационные параметры шин.
Главным требованием является минимальное содержание основного металла – не ниже 99,90% по массе для большинства марок (например, М1 по ГОСТ 859). Кислород в бескислородной меди (марки М00, М0) ограничивается 0.001%, в катодных сортах – до 0.02%. Особое внимание уделяется элементам, резко снижающим электропроводность: фосфор, железо, мышьяк, сурьма, олово, сера, никель. Их суммарное присутствие не должно превышать 0.1%, при этом каждый в отдельности – в пределах тысячных или сотых долей процента.
Ключевые нормируемые параметры
Типовые требования к примесям в медном сырье (на примере марки М1):
| Элемент | Макс. содержание, % | Влияние на свойства шины |
| Кислород (O) | 0.05 | Хрупкость при термообработке |
| Фосфор (P) | 0.002 | Снижение электропроводности |
| Сера (S) | 0.005 | Ухудшение пластичности |
| Мышьяк (As) | 0.002 | Повышение хрупкости |
| Железо (Fe) | 0.005 | Снижение коррозионной стойкости |
| Сурьма (Sb) | 0.002 | Уменьшение проводимости |
Обязательные аспекты контроля состава:
- Использование катодной меди или переплавленных отходов собственного производства с подтверждённой чистотой.
- Проведение спектрального анализа каждой партии сырья на соответствие ГОСТ 859, ASTM B187, EN 13601.
- Исключение попадания элементов, образующих тугоплавкие оксиды (алюминий, кремний, марганец), затрудняющие обработку давлением.
Соблюдение нормативов гарантирует низкое электрическое сопротивление (удельное сопротивление не более 0.01724 Ом·мм²/м при +20°C), высокую пластичность для гибки и штамповки, стабильность свойств в широком температурном диапазоне и коррозионную стойкость. Производители шин обязаны предоставлять протоколы химического анализа по требованию заказчика.
Технология непрерывного литья заготовок
Технология непрерывного литья заготовок (НЛЗ) для медных шин основана на формировании бесконечной заготовки путём заливки расплавленной меди в водоохлаждаемую кристаллизаторную форму. Расплав непрерывно подаётся из печи в промежуточный ковш, где поддерживается строго контролируемая температура, обеспечивающая оптимальную текучесть металла. При контакте с холодными стенками кристаллизатора происходит мгновенное образование твердой корочки, предотвращающей вытекание жидкого ядра.
Затвердевающая заготовка вытягивается из кристаллизатора системой валков с регулируемой скоростью, синхронизированной с интенсивностью охлаждения. Дополнительное охлаждение водой по всей длине зоны вторичного кристаллизатора гарантирует полную кристаллизацию сердцевины. Далее заготовка проходит через правильные валки и режется на мерные длины гидравлическими ножницами или пилами. Ключевым преимуществом метода является отсутствие стыков и швов по длине изделия.
Ключевые параметры процесса
- Температура расплава: 1080-1120°C (для электролитической меди марки М1)
- Скорость вытягивания: 1.5-4 м/мин (зависит от сечения шины)
- Охлаждающая интенсивность: 150-400 л/мин воды на тонну меди
- Кристаллизаторный материал: Графит или медь с хромовым покрытием
Контроль качества включает онлайн-мониторинг:
- Равномерности скорости вытягивания
- Температурного градиента в зоне кристаллизации
- Геометрических отклонений сечения (±0.1 мм)
- Поверхностных дефектов методом вихретокового контроля
| Параметр шины | Влияние технологии НЛЗ |
|---|---|
| Электропроводность | Однородная структура без оксидных включений ≥101% IACS |
| Механическая прочность | Мелкозернистая структура повышает предел текучести на 15-20% |
| Термостойкость | Отсутствие внутренних напряжений снижает риск коробления |
Прецизионная регулировка скорости охлаждения и вытяжки обеспечивает изотропность свойств металла по всему объёму заготовки. Это критично для шин, работающих под высокими токовыми нагрузками, где локальные неоднородности структуры могут приводить к перегреву.
Процедура прессования профиля шины
Процесс прессования медной шины начинается с подготовки исходного материала. Медная заготовка (катанка или слиток) предварительно нагревается до температуры 650-850°C для повышения пластичности и снижения усилия деформации. Точный температурный режим контролируется пирометрами и зависит от марки меди и требуемых механических характеристик конечного продукта.
Разогретая заготовка подается в пресс-контейнер гидравлического пресса, где развивается усилие от 500 до 15,000 тонн. Под высоким давлением медь выдавливается через матрицу – стальную пресс-форму с отверстием заданного профиля. Скорость экструзии регулируется в диапазоне 5-50 м/мин для предотвращения образования поверхностных дефектов и внутренних напряжений.
Ключевые технологические этапы
- Подготовка матрицы: Установка профилирующего инструмента с калиброванным отверстием (круг, прямоугольник, сегмент) и его смазка графитовой эмульсией
- Контроль параметров:
- Мониторинг температуры заготовки в зоне деформации
- Стабилизация скорости прессования
- Регулировка усилия экструзии по датчикам давления
- Охлаждение профиля: Принудительное воздушное или водяное охлаждение вытянутой шины для фиксации структуры металла
| Параметр | Диапазон | Влияние на качество |
|---|---|---|
| Температура заготовки | 650-850°C | Определяет пластичность и усилие прессования |
| Скорость выхода профиля | 5-50 м/мин | Влияет на гладкость поверхности |
| Усилие пресса | 500-15,000 т | Обеспечивает заполнение матрицы |
| Коэффициент вытяжки | 10:1 - 100:1 | Определяет степень деформации |
После экструзии профиль подвергается правке на роликовых станах для устранения продольной кривизны и резке на мерные длины с точностью ±2 мм. Технология обеспечивает однородность механических свойств по всей длине шины и соответствие сечения требованиям ГОСТ 434-78 для электротехнической меди.
Холодная прокатка для точной калибровки
Холодная прокатка является завершающим этапом формовки медной шины после горячей обработки. Этот процесс выполняется при комнатной температуре на специализированных прокатных станах с высоким давлением валков. Основная цель – достижение строгих геометрических параметров сечения, заданных ГОСТ или техническими условиями.
Технология обеспечивает устранение микронеровностей и упрочнение поверхностного слоя металла. За счет пластической деформации кристаллической решетки повышаются прочностные характеристики шины, такие как предел текучести и сопротивление на разрыв. Одновременно сохраняется необходимая гибкость материала для монтажных операций.
Ключевые технологические аспекты
- Многократное обжатие: Последовательное уменьшение толщины за 3-7 проходов через валки с плавным снижением зазора
- Контроль плоскостности: Применение систем правки растяжением для устранения волнистости кромок
- Термостабилизация: Принудительное охлаждение валков для исключения температурного расширения
| Параметр | Диапазон значений | Влияние на характеристики |
|---|---|---|
| Степень обжатия за проход | 8-15% | Предотвращает наклеп и растрескивание кромок |
| Точность калибровки | ±0,05-0,1 мм | Обеспечивает плотный контакт в шинопроводах |
| Шероховатость поверхности (Ra) | 0,4-0,8 мкм | Снижает переходное сопротивление контактов |
Вариация скорости прокатки (3-15 м/мин) позволяет адаптировать процесс под конкретные марки меди – М1, М1Р, М2. Для ответственных применений выполняется финишная калибровка через полированные валки, обеспечивающая зеркальный глянец поверхности. Это критично для шин, работающих под высоким напряжением в вакуумных выключателях.
Контроль геометрии: допуски по толщине и ширине

Соблюдение точных размеров медной шины критически влияет на её контактные характеристики, плотность тока и тепловыделение. Производители руководствуются строгими стандартами (ГОСТ 434-71, EN 13601) при установке допусков по толщине и ширине.
Типовые отклонения для шин общего назначения варьируются в зависимости от класса точности и типоразмера. Для проката толщиной 3-12 мм стандартные допуски составляют ±0,1-0,2 мм по толщине и ±0,5-1,0% по ширине. Требования к шинам для высоковольтного оборудования могут быть на 30-50% строже.
Методы контроля
- Оптическое сканирование: Лазерные измерители с точностью до 0,01 мм
- Контактные микрометры: Для точечных замеров через каждые 500 мм длины
- Автоматические калибры: Непрерывный контроль на прокатных станах
| Толщина шины, мм | Допуск (± мм) | Ширина шины, мм | Допуск (± мм) |
| 3,0 - 5,0 | 0,10 | 15 - 30 | 0,15 |
| 5,1 - 10,0 | 0,15 | 31 - 80 | 0,20 |
| 10,1 - 20,0 | 0,20 | 81 - 120 | 0,30 |
Важно: При приёмке партии проверяют минимум 5% продукции с замерами в трёх сечениях. Превышение допусков по ширине более чем на 0,5% требует полного браковочного контроля.
Нормирование состояния поверхности: царапины, заусенцы
Производители электротехнических медных шин строго регламентируют допустимые дефекты поверхности, поскольку царапины и заусенцы напрямую влияют на эксплуатационные характеристики изделий. Нормы устанавливаются в соответствии с ГОСТ 434-78, IEC 60228 и внутренними техническими условиями предприятий, определяя предельные размеры и количество поверхностных повреждений. Требования варьируются в зависимости от класса точности шины и её назначения: для ответственных электроустановок допустимы минимальные отклонения.
Наличие неконтролируемых заусенцев и глубоких царапин провоцирует локальный перегрев из-за увеличения переходного сопротивления, снижает электрическую прочность изоляции и ускоряет коррозионные процессы. Особенно критичны дефекты на кромках и контактных поверхностях шин, где возникают максимальные электродинамические нагрузки. Систематический визуальный и инструментальный контроль на производстве исключает поставку продукции с недопустимыми поверхностными нарушениями.
Ключевые параметры контроля
Основные нормируемые характеристики включают:
- Глубину царапин: не более 5-10% от толщины шины для большинства марок
- Высоту заусенцев: ≤ 0.05 мм для шин сечением до 100 мм², ≤ 0.1 мм для крупных сечений
- Плотность дефектов: максимум 1-2 повреждения на погонный метр поверхности
| Тип дефекта | Допуск для класса А | Допуск для класса Б |
| Продольные царапины | Глубина ≤ 0.05 мм | Глубина ≤ 0.1 мм |
| Поперечные риски | Не допускаются | Длина ≤ 10% ширины |
| Заусенцы на рёбрах | Полное отсутствие | Высота ≤ 0.05 мм |
Для выявления отклонений применяются калиброванные щупы, оптические проекторы и лазерное сканирование. Шины с несоответствиями подлежат шлифовке или утилизации. Особое внимание уделяется торцам изделий, где заусенцы образуются при резке – их обязательная удаление подтверждается записью в паспорте качества.
Испытание на растяжение: предел прочности
Испытание на растяжение является обязательным методом контроля механических свойств медных шин. Оно проводится на универсальных разрывных машинах согласно ГОСТ 10446-80 или ASTM E8/E8M. Образец стандартной формы (чаще всего типа "лопатки") фиксируется в захватах оборудования, после чего к нему прикладывается постепенно возрастающая статическая нагрузка до момента разрушения.
Предел прочности при растяжении (временное сопротивление, σв) – ключевая характеристика, определяемая этим испытанием. Он рассчитывается как отношение максимальной нагрузки, которую выдержал образец до разрушения (Fmax), к первоначальной площади его поперечного сечения (S0): σв = Fmax / S0. Результат выражается в мегапаскалях (МПа) или Н/мм².
Значение предела прочности для медных шин
Требуемые значения σв нормируются в технических условиях производителя и зависят от марки меди и состояния поставки:
- Мягкая (отожженная) медь (ММ): 200–250 МПа
- Твердая (холоднодеформированная) медь (МТ): 290–350 МПа
Предел прочности напрямую влияет на эксплуатационную надежность шины. Шины с недостаточным σв могут необратимо деформироваться или разрушиться под действием:
- Электродинамических усилий при КЗ
- Термических напряжений от циклических нагрева/охлаждения
- Механических нагрузок при монтаже и вибрациях
Производители обязательно указывают гарантированный предел прочности в сертификатах на продукцию. Контроль этой характеристики позволяет:
- Подтвердить соответствие шины заявленной марке меди
- Обеспечить расчетный запас механической прочности электроустановки
- Исключить использование некондиционного материала
| Состояние шины | Типичный σв, МПа | Примечание |
|---|---|---|
| ММ (мягкая) | 200–250 | Высокая пластичность, низкая прочность |
| МТ (твердая) | 290–350 | Повышенная прочность, меньшая пластичность |
Измерение электрического удельного сопротивления
Удельное электрическое сопротивление (ρ) – ключевой параметр качества медной шины, характеризующий её способность противодействовать прохождению электрического тока. Оно напрямую влияет на потери энергии в виде тепла при эксплуатации. Для электротехнической шины соответствие ρ нормативным значениям (например, 0.01724 Ом·мм²/м при +20°C для марки М1 по ГОСТ 434-78) гарантирует заявленную токопроводящую способность и энергоэффективность.
Измерение проводят на образцах установленной геометрии (обычно отрезки шины) при строго контролируемой температуре, так как сопротивление меди зависит от нагрева. Основной метод – четырехплечевой мост постоянного тока (мост Кельвина) или специализированные микроомметры, обеспечивающие высокую точность за счёт компенсации влияния переходных сопротивлений контактов. Результаты измерений сравниваются с эталонными данными для чистой меди.
Методика и оборудование
Процедура включает следующие этапы:
- Подготовка образца: Отрезок шины очищают от окислов и загрязнений. Измеряют длину (L) и поперечное сечение (S) с высокой точностью.
- Стабилизация температуры: Образец выдерживают в термостате при +20°C ±0.5°C для исключения температурной погрешности.
- Измерение сопротивления (R):
- Мост Кельвина: К образцу подключают две пары контактов: токовые (для подачи постоянного тока) и потенциальные (для точного измерения падения напряжения).
- Микроомметр: Автоматически вычисляет R по падению напряжения на известном отрезке шины при заданном токе.
- Расчёт удельного сопротивления: ρ = (R × S) / L.
Критически важные факторы точности:
| Фактор | Влияние | Метод компенсации |
| Температура образца | Рост ρ при нагреве (~0.4% на 1°C) | Термостатирование, поправки по ГОСТ |
| Чистота поверхности | Искажение R из-за плёнок окислов | Механическая зачистка контактных зон |
| Геометрия образца | Погрешность в S или L | Прецизионные штангенциркуль/микрометр |
| Термо-ЭДС | Паразитные напряжения | Измерение на постоянном токе в двух направлениях |
Результаты интерпретируют путём сравнения с нормативами. Повышенное ρ указывает на:
- Примеси в меди (нарушение требований к марке сплава),
- Дефекты кристаллической решётки (неправильная термообработка),
- Неконтролируемые включения в материале.
Производители шин обязаны проводить испытания партий сырья и готовой продукции. Протоколы измерений подтверждают соответствие техническим условиям и являются частью паспорта качества изделия.
Методы проверки электропроводности в процентах IACS
Основным способом измерения электропроводности медных шин является метод четырехточечного зонда (метод Кельвина), устраняющий влияние переходного сопротивления контактов. Эта методика предполагает пропускание стабилизированного постоянного тока через внешние электроды и замер падения напряжения между внутренними контактами. Полученные данные сопоставляются с эталонным значением проводимости отожжённой меди (100% IACS при 20°C).
Стандартизированные испытания регламентируются ГОСТ Р 57125-2016 и ASTM B193. Для точности измерений образцы должны иметь стабильную температуру (20±1°C), так как проводимость меди снижается на ~0.4% при нагреве на 1°C. Обязательной подготовкой поверхности выступает механическая зачистка контактных зон для удаления оксидной плёнки.
Ключевые этапы процедуры
- Калибровка оборудования с использованием эталонных образцов
- Фиксация геометрических параметров шины: длины между контактами и поперечного сечения
- Расчет удельного сопротивления по формуле: ρ = (U × S) / (I × L)
- Пересчёт в % IACS: %IACS = (0.017241 / ρ) × 100%
| Фактор точности | Требование |
|---|---|
| Стабильность тока | Отклонение ≤ ±0.1% |
| Точность вольтметра | Класс 0.05 и выше |
| Однородность материала | Исключение участков с дефектами |
Производители дополняют лабораторные тесты неразрушающим контролем вихретоковыми дефектоскопами, сканирующими поверхность шин в процессе производства. Для сертификации проводятся сравнительные испытания по ГОСТ 7229-76 с применением мостовых схем. Отклонение от нормы (≥98% IACS для шин марки М1) свидетельствует о примесях или нарушениях термообработки.
Контроль механических свойств по твердости
Твердость медной шины служит интегральным показателем, отражающим её прочностные характеристики и устойчивость к деформациям. Контроль данного параметра обязателен на выходе производства, так как он напрямую влияет на способность шины сохранять геометрию под механическими нагрузками и вибрациями в электроустановках.
Измерение твердости позволяет косвенно оценить предел прочности, упругость и износостойкость материала без разрушающих испытаний. Для медных шин нормируются допустимые диапазоны значений в зависимости от марки сплава (М1, М1р и др.) и состояния поставки (мягкое, твёрдое), что регламентируется ГОСТ 434-78 и международными стандартами ASTM B187.
Методы и особенности испытаний
Основные способы измерения твердости медных шин:
- По Бринеллю (HB): Применяется шариковый индентор диаметром 2.5–10 мм под нагрузкой 62.5–250 кгс. Результат выражается в HB и коррелирует с пределом прочности (σв ≈ 0.36 HB для меди).
- По Роквеллу (HRB): Используется стальной шарик 1/16" с предварительной нагрузкой 10 кгс и основной 90 кгс. Оптимален для оперативного контроля на производственной линии.
- По Виккерсу (HV): Алмазная пирамидка при нагрузках 1–100 кгс. Применяется для тонких шин или локальных измерений из-за малой глубины отпечатка.
Испытания проводят на торцах или плоских поверхностях образцов после механической зачистки. Для корректных результатов толщина шины должна превышать глубину отпечатка в 8–10 раз. Отклонение от норм указывает на нарушения в режимах термообработки или деформационного упрочнения.
Требования к чистоте контактных поверхностей

Чистота контактных поверхностей медных шин напрямую определяет надежность и долговечность электрического соединения. Загрязнения, оксидные пленки или следы коррозии создают переходное сопротивление, вызывая локальный перегрев, потери энергии и потенциальное разрушение контакта.
Поверхности должны быть механически обработаны (шлифовка, фрезеровка) для устранения неровностей и обеспечения равномерного прилегания. Допускается шероховатость не более Ra 12,5 мкм. Обязательно удаление всех технологических смазок, пыли и абразивных остатков после обработки.
Критичные параметры и методы контроля
Запрещенные дефекты:
- Видимые оксидные пленки (цвета побежалости, темные пятна)
- Остатки изоляционных материалов, лаков или масел
- Следы коррозии (зеленые или черные образования)
- Глубокие царапины (> 0,1 мм) или вмятины
Технология подготовки:
- Обезжиривание растворителями (ацетон, изопропанол)
- Механическая зачистка щетками из нержавеющей стали
- Нанесение контактной смазки (медной или графитовой пасты)
- Защита антиадгезионными пленками до монтажа
Контроль проводят визуально (при 10-кратном увеличении) и измерением сопротивления контакта микроомметром. Допустимое переходное сопротивление – не более 1,25 от сопротивления аналогичного участка цельной шины.
| Тип загрязнения | Влияние | Допустимый уровень |
| Оксиды меди | ↑↑ Сопротивление | Отсутствие визуально |
| Углеводороды (масла) | ↑ Нагрев, дугообразование | ≤ 0,01 мг/см² |
| Сульфиды | Коррозия, хрупкость | Полное отсутствие |
Методы защиты поверхности: лужение оловом
Лужение оловом представляет собой технологический процесс нанесения тонкого слоя олова (Sn) на поверхность медной шины методом горячего погружения или электролитическим способом. Основная цель операции – создание барьерного покрытия, предотвращающего непосредственный контакт меди с агрессивными факторами окружающей среды. Олово образует плотную, химически стойкую пленку, эффективно замедляющую процессы окисления и коррозии базового металла.
Покрытие обеспечивает сохранение низкого переходного сопротивления в местах контактных соединений шины с другими элементами электроустановки. Это особенно критично при работе с алюминиевыми шинами или клеммами, где гальваническая пара медь-алюминий без защитного слоя интенсивно корродирует. Луженая поверхность также улучшает паяемость, облегчая монтаж и ремонт.
Ключевые особенности и преимущества
Основные характеристики и достоинства луженых медных шин включают:
- Повышенная коррозионная стойкость: Защита от влаги, сернистых соединений, солей и других атмосферных агентов.
- Стабильность контактного сопротивления: Предотвращение образования на поверхности меди непроводящих оксидных или сульфидных пленок.
- Гальваническая совместимость: Безопасное соединение с алюминиевыми элементами без риска ускоренной электрохимической коррозии.
- Улучшенная паяемость: Оловянный слой легко смачивается припоями.
- Долговечность: Продление срока службы шины в неблагоприятных условиях.
Толщина оловянного покрытия строго нормируется и обычно составляет:
| Тип шины / Применение | Рекомендуемая толщина покрытия (мкм) |
|---|---|
| Шины общего назначения | 3 – 8 |
| Шины для влажных/агрессивных сред | 8 – 12 |
| Шины для пайки | 5 – 10 |
Производители контролируют равномерность нанесения, отсутствие наплывов, пор и отслоений. Качество лужения проверяется методами визуального осмотра, измерения толщины (магнитным или вихретоковым толщиномером) и тестами на адгезию. При выборе луженой шины учитывают специфику эксплуатации: климатические условия, тип подключаемого оборудования и требования к надежности контактных соединений.
Анодирование как способ защиты от коррозии
Анодирование медной шины представляет собой электрохимический процесс формирования оксидного слоя на поверхности металла. При пропускании постоянного тока через электролит (например, щелочной раствор) медь выступает анодом, что вызывает контролируемое окисление. Образующаяся плёнка оксида меди (CuO/Cu₂O) создаёт барьер против агрессивных сред.
Толщина и плотность покрытия регулируются параметрами процесса: плотностью тока (0.5–2 А/дм²), температурой электролита (20–50°C) и временем обработки (10–60 минут). Получаемый слой обладает высокой адгезией к основе и равномерной структурой, что критично для сохранения геометрической точности шин в электроустановках.
Ключевые характеристики анодированных медных шин
| Параметр | Значение | Влияние на свойства |
|---|---|---|
| Толщина покрытия | 5–30 мкм | Определяет степень защиты и срок службы |
| Стойкость к коррозии | 500–1000 часов (солевой туман) | Превосходит нефальцованные аналоги в 3–5 раз |
| Электропроводность | Снижение на 1–3% | Минимальное влияние на токопроводящие свойства |
| Термостойкость | До +250°C | Сохраняет целостность при перегрузках |
Преимущества технологии:
- Повышение срока эксплуатации в условиях высокой влажности
- Устойчивость к химическим реагентам (кислотные пары, сернистые соединения)
- Сохранение механических свойств основы при деформациях
- Экологичность процесса по сравнению с гальваническими покрытиями
Важные ограничения: анодирование требует предварительной обезжиривающей обработки и не применяется для шин с лужёными контактными поверхностями. Для компонентов, работающих под напряжением свыше 1000В, обязателен контроль толщины изоляционного слоя во избежание частичных разрядов.
Маркировка изделий: стандарты нанесения
Маркировка медных электротехнических шин строго регламентируется ГОСТ 434-78 "Шины медные прямоугольного сечения" и другими профильными стандартами. Основная цель – обеспечение однозначной идентификации изделия по ключевым параметрам непосредственно на поверхности или упаковке.
Наносимая информация включает обязательные и дополнительные данные. К обязательным относятся: товарный знак/наименование производителя, условное обозначение шины (марка меди, размеры поперечного сечения, состояние поставки), номер партии или плавки, дата изготовления. Дополнительно может указываться соответствие международным стандартам (IEC, EN) или специальным техническим условиям.
Способы нанесения и требования к маркировке
Маркировка выполняется одним из следующих методов, обеспечивающих четкость и долговечность:
- Клеймение (штамповка) – наиболее распространенный способ для нанесения на торец или поверхность шины.
- Лазерная гравировка – применяется для точной маркировки без деформации материала.
- Несмываемая краска – используется на упаковке или бирках, прикрепляемых к пакетам шин.
Ключевые требования к нанесению:
- Разборчивость и сохранность в течение всего срока эксплуатации.
- Расположение, не ухудшающее технические характеристики шины (избегание острых кромок, зон максимальных механических напряжений).
- Частота нанесения: маркировка дублируется через каждые 0.5-1.5 метра длины изделия.
- Обязательное указание "Не нагружать!" на упаковке при поставке шин в отожженном состоянии (мягких).
Стандартизированное условное обозначение шины имеет структуру:
ШММ [ширина]x[толщина] - [состояние] ГОСТ 434-78
Где:
- ШММ – Шина Медная Мягкая (отожженная) или ШМТ – Шина Медная Твердая (холоднодеформированная).
- [ширина]x[толщина] – размеры поперечного сечения в миллиметрах (например, 40x5).
- [состояние] – буква, обозначающая состояние поставки: "М" (мягкая) или "Т" (твердая).
Пример полной маркировки на шине:
ОАО "Электромет" ШММ 40x5 - М ГОСТ 434-78 Плавка №12345 25.06.2024
Принципы формирования партий для отгрузки
Формирование партий медной шины для отгрузки базируется на оптимизации логистических процессов и обеспечении соответствия требованиям заказчика. Производитель учитывает спецификацию технических параметров, заявленных в договоре, включая марку сплава (например, М1, М1р), состояние поставки (мягкая, твердая, полутвердая), геометрические размеры и допустимые отклонения по ГОСТ или ТУ.
Ключевым аспектом является группировка изделий по идентичным характеристикам в рамках одной транспортной единицы для исключения путаницы и упрощения приемки. Партия комплектуется из продукции, произведенной в один технологический цикл или из однородного сырья, что гарантирует стабильность свойств. Обязательно учитываются ограничения по габаритам и весу для выбранного вида транспорта (авто, ж/д, контейнер).
Критерии комплектации партий
- Техническое соответствие: шины группируются строго по сечению, длине, марке меди и состоянию (твердости).
- Упаковочные единицы: формирование пачек или бухт с фиксированным количеством погонных метров/штук, указанным в ярлыке.
- Объем заказа: объединение позиций для одного клиента в минимальное количество транспортных мест.
- Маркировка: каждая партия сопровождается биркой с данными: номер плавки/партии, ГОСТ/ТУ, вес, дата изготовления.
| Фактор | Требование к партии | Контрольный документ |
|---|---|---|
| Качество поверхности | Отсутствие дефектов в пределах норм ГОСТ 859-2001 | Акт визуального контроля |
| Электропроводность | Партии формируются из шин с идентичными электрофизическими свойствами | Протокол испытаний |
| Условия хранения | Защита от коррозии при транспортировке (ингибиторная бумага, пленка) | Сертификат упаковки |
Отгрузочная документация (спецификация, сертификат качества, паспорт изделия) формируется на каждую партию. При отгрузке многопозиционных заказов применяется принцип "один транспорт – одна партия" для минимизации рисков порчи или потерь.
Типы упаковки: бухты, кассеты, прутки
Упаковка медной шины критически влияет на сохранность продукции при транспортировке и складировании. Производители адаптируют ее под геометрические параметры шины (сечение, длину) и логистические требования заказчика.
Основные варианты включают три формата, каждый из которых обеспечивает защиту от деформаций, коррозии и механических повреждений. Выбор конкретного типа определяется толщиной/шириной шины, объемом поставки и особенностями монтажа у потребителя.
| Тип упаковки | Описание | Типовое применение |
|---|---|---|
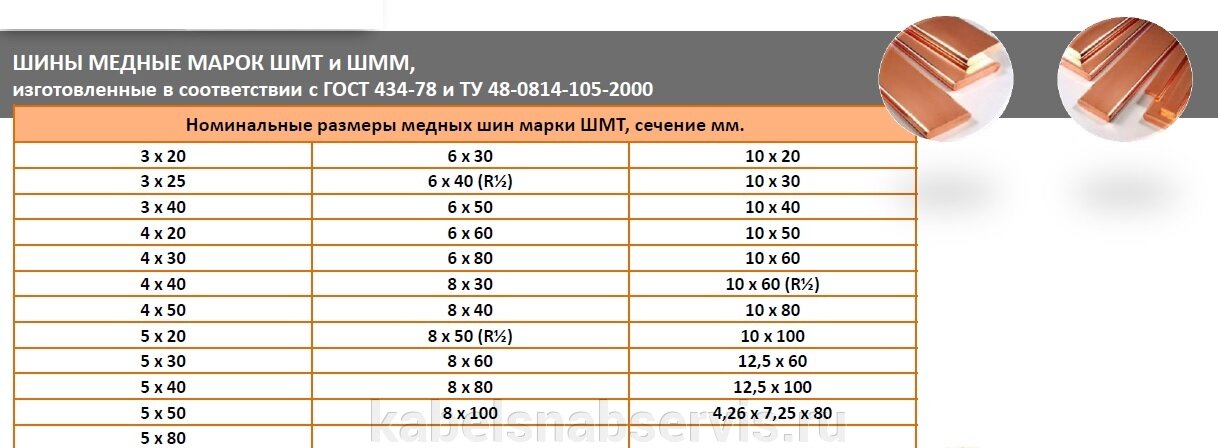
| Бухты | Рулонная намотка шины на барабан с фиксацией стяжками или плёнкой. Диаметр бухт варьируется от 800 до 2500 мм. | Гибкие шины малого сечения (до 4×40 мм). Удобно для транспортировки и отрезки нужной длины на объекте. |
| Кассеты | Жёсткая каркасная тара (дерево/металл), где шина уложена слоями с прокладками. Габариты стандартизированы под паллеты. | Шины средних сечений (до 10×120 мм). Защищает кромки, исключает перепутывание витков. |
| Прутки | Прямые отрезки шин (обычно 3-6 м), связанные в пачки стальной лентой. Торцы закрыты защитными колпачками. | Жёсткие шины крупного сечения (от 12×150 мм). Исключает деформацию при хранении в штабелях. |
Критерии выбора

- Бухты: экономия места, подходят для автоматической размотки на линиях.
- Кассеты: максимальная защита при многооборотной таре.
- Прутки: сохранение идеальной геометрии для ответственных соединений.
Учет допустимого радиуса изгиба при складировании
Радиус изгиба медной шины при складировании напрямую влияет на сохранность ее электротехнических свойств и механической целостности. Превышение минимально допустимого значения радиуса приводит к необратимой деформации токопроводящей жилы, образованию микротрещин и локальному упрочнению материала, что снижает гибкость изделия в эксплуатации.
Неконтролируемый изгиб при хранении вызывает остаточные механические напряжения в структуре металла, ухудшая токопроводящие характеристики и увеличивая риск перелома шины под нагрузкой. Особенно критично соблюдение норм для шин с высокой твердостью (марки Т, ТТ) и больших сечений, где минимальный радиус регламентируется строже из-за риска образования заломов.
Ключевые аспекты организации складирования
- Требования ГОСТ 859-2014: минимальный радиус изгиба равен удвоенной толщине шины для мягких марок (М, ММ) и утроенной – для твердых (Т, ТТ)
- Способ укладки: горизонтальное хранение на плоских стеллажах с опорами через каждые 1-1.5 м; запрет на подвешивание за концы
- Защита кромок: применение мягких прокладок (резина, вспененный полиэтилен) в точках контакта с полками или другими шинами
| Толщина шины, мм | Марка М/ММ (мин. радиус, мм) | Марка Т/ТТ (мин. радиус, мм) |
|---|---|---|
| 3 | 6 | 9 |
| 6 | 12 | 18 |
| 10 | 20 | 30 |
Важно: при складировании рулонов бухт диаметр намотки должен соответствовать нормам радиуса изгиба для конкретной марки меди. Шины сечением от 100 мм² рекомендуется хранить только в бухтах с фиксацией витков стяжками.
Требования к условиям хранения на складе
Основной угрозой при хранении медных шин является коррозия и механическое повреждение. Критически важно исключить контакт поверхности меди с влагой, агрессивными химическими веществами (кислотами, щелочами, растворами солей, парами аммиака, сернистым газом) и индустриальными маслами или смазками. Складские помещения должны быть сухими, хорошо вентилируемыми и защищенными от прямого воздействия атмосферных осадков.
Шины должны храниться на ровных, устойчивых стеллажах или поддонах в заводской упаковке (деревянные ящики, короба, термоусадочная пленка). При хранении без упаковки необходимо обеспечить чистоту поверхности опор и изоляцию от возможных загрязнений. Не допускается хранение шин непосредственно на земляном или бетонном полу без поддонов. Шины должны укладываться в штабеля устойчиво, без провисаний и деформаций, преимущественно в горизонтальной плоскости.
Организация хранения
- Температурно-влажностный режим: Поддерживайте стабильную температуру и относительную влажность воздуха в соответствии с рекомендациями производителя (см. таблицу ниже). Резкие перепады температуры недопустимы, так как приводят к выпадению конденсата.
- Совместное хранение: Запрещено совместное хранение медных шин с химически активными веществами (кислотами, щелочами, удобрениями, красками, растворителями) и материалами, выделяющими агрессивные пары или пыль.
- Обращение: Погрузочно-разгрузочные работы проводить с осторожностью, используя мягкие стропы или захваты, исключающие повреждение кромок, поверхности шин и их защитного покрытия (если есть).
- Маркировка: Сохраняйте заводские бирки и маркировку на упаковке и/или на самих шинах для идентификации партии, марки сплава, сечения и состояния.
| Условие хранения | Относительная влажность, макс. | Температура, °C | Требования к упаковке |
|---|---|---|---|
| Закрытый отапливаемый склад | 50-60% | +10 до +25 | Рекомендуется заводская упаковка, допустимо хранение без упаковки при соблюдении чистоты |
| Закрытый неотапливаемый склад | 70% | Не ниже -30* | Обязательна герметичная заводская упаковка (термоусадка, короба с влагопоглотителем) |
| Под навесом (открытая площадка) | Защита от прямых осадков | Атмосферная | Обязательна герметичная заводская упаковка + защита от УФ (если пленка не стабилизирована) |
*При температуре ниже -10°C обращение требует особой осторожности из-за повышения хрупкости меди.
Основные ГОСТы для российских производителей
Российские производители медных электротехнических шин обязаны соблюдать требования межгосударственных и национальных стандартов, регламентирующих характеристики продукции. Эти нормативы охватывают химический состав, геометрические параметры, механические свойства и методы испытаний, обеспечивая безопасность и функциональность шин в электроустановках.
Ключевые ГОСТы устанавливают четкие критерии для сырья, технологии производства и контроля качества. Соблюдение данных стандартов гарантирует совместимость шин с действующими энергосистемами, их коррозионную стойкость и стабильность электротехнических характеристик под нагрузкой.
Нормативная база
Основные стандарты, регулирующие производство медных шин:
- ГОСТ 434-78: Определяет марки меди (М0, М1, М2, М3), требования к химическому составу сырья и допустимые примеси.
- ГОСТ 859-2014: Устанавливает сортамент (типоразмеры) для шин прямоугольного и квадратного сечения, включая номинальные размеры и предельные отклонения.
- ГОСТ 1173-2006: Регламентирует технические условия для медных деформируемых полуфабрикатов, включая шины. Описывает механические свойства (твердость, предел прочности), состояние поставки (мягкое, твердое) и методы испытаний.
Дополнительные требования к качеству поверхности и испытаниям:
- ГОСТ 13938.1-2014: Методы измерения электрического удельного сопротивления.
- ГОСТ 9.307-89: Требования к защитным гальваническим покрытиям (при наличии).
- ГОСТ 8832-76: Контроль макроструктуры для выявления дефектов.
| ГОСТ | Область регулирования |
|---|---|
| 434-78 | Химический состав меди |
| 859-2014 | Геометрические параметры |
| 1173-2006 | Механические свойства, поставка |
| 13938.1-2014 | Электропроводность |
Нормативы международных стандартов IEC и ASTM
Стандарты IEC и ASTM регламентируют ключевые параметры медных шин для электротехники, обеспечивая глобальную совместимость и безопасность. IEC 60136 устанавливает требования к шинам для электрических аппаратов, тогда как ASTM B187 и B188 регулируют производство горячекатаных и холоднотянутых шин соответственно. Эти документы охватывают электротехнические, механические и химические характеристики продукции.
Соответствие нормативам гарантирует стабильность работы электрооборудования в различных климатических и эксплуатационных условиях. Производители обязаны соблюдать заявленные параметры для выхода на международные рынки и прохождения сертификации. Критически важны требования к электропроводности, чистоте меди и механической прочности.
| Параметр | IEC 60136 | ASTM B187 / B188 |
|---|---|---|
| Электропроводность (мин. % IACS) | 97 | 97 (B187), 98 (B188) |
| Химический состав (Cu+Ag, мин. %) | 99.90 | 99.90 |
| Предел прочности (мягкое состояние, МПа) | 200–250 | 200–220 |
| Относительное удлинение (мягкое состояние, мин. %) | 30 | 30–35 |
| Допуски размеров | ±1% (ширина/толщина) | ±0.5–1.5% (B188) |
Дополнительные требования
Оба стандарта устанавливают методы испытаний для:
- Измерения сопротивления (мостовым методом)
- Контроля твёрдости по Бринеллю
- Анализа химического состава (спектрография)
ASTM отдельно регламентирует требования к дефектам поверхности: исключаются трещины, расслоения и включения, влияющие на эксплуатацию. IEC акцентирует стойкость к электродинамическим нагрузкам при коротких замыканиях.
Критерии выбора производителя: репутация vs. цена
Приоритизация цены без учета репутации чревата рисками: несоответствие ГОСТ/ТУ, скрытые дефекты шины (включения, трещины), отклонения в электропроводности или размерах. Это ведет к перегреву, авариям и незапланированным простоям, нивелируя первоначальную экономию. Недобросовестные поставщики могут манипулировать характеристиками, указывая завышенные параметры токонесущей способности или применяя несертифицированные сплавы.
Выбор исключительно по репутации без анализа стоимости оправдан для критичных объектов (энергораспределение, промышленность), но повышает капитальные затраты. Премиальные бренды закладывают в цену масштабный контроль качества, научную базу и компенсацию рекламаций, что не всегда необходимо для второстепенных задач. Важно определить, окупаются ли их гарантии в конкретном проекте.
Стратегия баланса
Оптимальный подход требует комплексной оценки:
- Аудит документации: сертификаты на материалы (Медь М0, М1), протоколы испытаний на удельное сопротивление, предел прочности.
- Эталонные проекты: запрос кейсов использования шин у производителя в аналогичных условиях (токовые нагрузки, климат).
- Сравнение ТТХ: анализ заявленных параметров (сечение, допуски по ГОСТ 434-2018, состояние поверхности) у премиальных и mid-market брендов.
| Критерий | Репутационный фокус | Ценовой фокус |
|---|---|---|
| Контроль качества | Многоступенчатый (входной/выходной), спектральный анализ сплава | Выборочный, визуальный осмотр |
| Гарантии | Длительные (5+ лет), покрытие убытков от брака | Ограниченные (1-2 года), условная ответственность |
| Логистика | Четкие сроки, отслеживание партий | Риски задержек, минимизация складских запасов |
Финализация выбора требует технико-экономического обоснования: сравнение совокупной стоимости владения с учетом возможных простоев, ремонтов и потерь энергии. Для типовых задач допустим консервативный mid-market сегмент с валидными сертификатами; для экстремальных нагрузок – только проверенные производители с лабораторной базой.
Документальное сопровождение: сертификаты качества
Производители медной шины предоставляют обязательный пакет документов, подтверждающих соответствие продукции нормативным требованиям и техническим условиям. Ключевым элементом выступает сертификат соответствия, оформленный по национальным (ГОСТ Р) или международным стандартам (ISO, EN, ASTM). Этот документ гарантирует, что шина прошла лабораторные испытания на электропроводность, механическую прочность, химический состав и другие критичные параметры.
Дополнительно к сертификату прилагается паспорт качества на каждую производственную партию. В нем указываются фактические результаты испытаний образцов, включая точные замеры удельного сопротивления, предела прочности при растяжении, относительного удлинения и данных спектрального анализа. Номер партии в паспорте позволяет отследить происхождение сырья и историю производства.
Типы подтверждающих документов
Основные виды сопроводительной документации включают:
- Сертификат соответствия ТР ТС 004/2011 – обязателен для реализации в ЕАЭС, подтверждает безопасность электротехнических изделий.
- Протоколы испытаний (РОСТЕСТ, независимые лаборатории) – содержат детальные данные по:
- Удельному электрическому сопротивлению (нОм·м)
- Твердости по Бринеллю (HB)
- Содержанию меди (>99.90%) и примесей
- Сертификат происхождения – удостоверяет страну изготовления для таможенного оформления.
Для ответственных проектов (энергообъекты, транспорт) производители предоставляют расширенные гарантийные обязательства с указанием:
- Срока эксплуатационной гарантии (обычно 10-15 лет)
- Условий отбраковки продукции
- Методик контроля на объекте монтажа
| Параметр документа | Типовая информация | Значение для заказчика |
| Номер плавки | Уникальный идентификатор партии сырья | Возможность прослеживаемости материала |
| Соответствие ГОСТ 859-2014 | Марка меди (М0, М1 и т.д.) | Подтверждение электротехнических характеристик |
| Дата выдачи сертификата | Срок действия документа | Актуальность проверки качества |
Важно: При отсутствии сертификатов или несоответствии данных в паспорте заявленным характеристикам, шина не допускается к монтажу в объектах с госнадзором. Регулярный аудит документов поставщика – обязательная практика для ответственных закупок.
Практика отбора образцов для приемочного контроля
Отбор образцов медной шины для приемочного контроля строго регламентируется нормативной документацией (ГОСТ, ТУ завода-изготовителя, требованиями заказчика). Основополагающий принцип – обеспечение репрезентативности: выбранные образцы должны объективно отражать качество всей партии продукции. Нарушение правил отбора сводит на нет достоверность любых последующих испытаний.
Процедура начинается с визуального осмотра всей партии на предмет явных дефектов (трещины, расслоения, глубокие царапины, коробление). Образцы отбирают от шин, прошедших этот этап. Количество отбираемых образцов и точки их вырезки определяются планом контроля (обычно основанном на объеме партии и критичности применения) и должны охватывать различные участки партии (начало, середина, конец бухты или прутка; разные упаковочные единицы).
Ключевые аспекты отбора образцов
Источники регламентации:
- ГОСТ 859-2014 (Медь. Марки) и профильные стандарты на конкретные виды шин (например, ГОСТ 434-78 на шины для электротехники).
- Технические условия (ТУ) производителя, где детализируются требования к контролю для данной конкретной марки и типоразмера шины.
- Договор поставки или спецификация заказчика, которые могут устанавливать дополнительные требования к отбору и объему испытаний.
Параметры и точки отбора:
- Механические свойства (предел прочности, относительное удлинение): Образцы вырезаются поперек направления прокатки. Минимальная длина образца для изготовления стандартных испытательных заготовок (например, по ГОСТ 1497) определяется типом испытаний.
- Электрическое сопротивление (удельное): Требует образца известной геометрии (длина, сечение). Отбор ведется с участков, гарантированно свободных от поверхностных дефектов, влияющих на сечение. Часто совмещается с отбором на хим. состав.
- Химический состав: Пробы для спектрального анализа или химических методов отбирают методом сверления, строгания или вырубки по всей толщине шины в нескольких точках по ее длине (минимум в начале и конце партии/бухты). Полученную стружку/порошок тщательно перемешивают для усреднения.
- Размеры и геометрия: Контроль ширины, толщины, кривизны, скручивания проводят на готовых изделиях из партии без разрушения, на участках не ближе 100-300 мм от концов (во избежание зон возможной деформации).
Маркировка и документация:
Каждый отобранный образец должен быть однозначно идентифицирован и привязан к конкретной партии шин (номер плавки, номер партии, номер бухты/прутка). Результаты отбора (дата, место отбора, ответственное лицо, идентификаторы образцов и партии) заносятся в акт отбора проб или журнал входного контроля.
Расчет допустимой токовой нагрузки шин
Допустимая токовая нагрузка медных шин определяется их способностью выдерживать длительный нагрев без превышения критических температур, разрушающих изоляцию или изменяющих механические свойства материала. Основным нормативным документом в РФ является ПУЭ (Правила устройства электроустановок), где установлены предельные температуры для разных режимов работы.
Ключевые факторы расчета включают: параметры самой шины (сечение, форма, ориентация), условия теплоотдачи (способ монтажа, окружающая среда), характеристику тока (постоянный/переменный) и допустимое превышение температуры над окружающей средой. Для точного определения значений используются таблицы ПУЭ или специализированные формулы.
Методика расчета
Базовый алгоритм:
- Определение поправочных коэффициентов:
- K1 – для температуры окружающей среды (отличной от +25°C)
- K2 – при расположении пакета шин «ребром» вместо «плашмя»
- K3 – для шин с нестандартной длиной (менее 1 м)
- K4 – при размещении в закрытых коробах или трубах
- Выбор табличного значения тока (Iтабл) для стандартных условий:
- Однополосная шина прямоугольного сечения
- Температура воздуха +25°C
- Монтаж «плашмя» на ребро изолятора
- Расчет допустимого тока по формуле:
Iдоп = Iтабл × K1 × K2 × K3 × K4
Пример поправочных коэффициентов (выдержка):
| Фактор | Условие | Коэффициент |
|---|---|---|
| Температура воздуха | +35°C | K1 = 0.88 |
| Ориентация шины | Монтаж «ребром» | K2 = 0.95 |
| Длина шины | 0.8 м | K3 = 1.05 |
Важно! Для многополосных шин дополнительно учитывается коэффициент снижения токораспределения из-за взаимного нагрева полос. При токах короткого замыкания производится отдельная проверка на термическую и электродинамическую стойкость по ГОСТ Р 52736.
Зависимость сечения от силы тока: таблицы выбора
Правильный выбор сечения медной шины критически важен для безопасной эксплуатации электроустановок. Недостаточное сечение приводит к перегреву, повреждению изоляции и пожарам, а избыточное – к неоправданному удорожанию проекта. Основным нормативным документом, регламентирующим выбор, являются ПУЭ (Правила Устройства Электроустановок).
Сечение определяется максимальным длительным током нагрузки с учетом условий прокладки (воздух, кабельный канал), температуры окружающей среды, количества параллельных шин и допустимого нагрева. Для упрощения подбора используют стандартизированные таблицы, учитывающие плотность тока и поправочные коэффициенты.
Таблица выбора сечения медных шин
| Ток нагрузки, А | Одиночная шина (мм²) |
Две параллельные шины (мм²) |
Три параллельные шины (мм²) |
|---|---|---|---|
| 100 | 16 | 2×10 | 3×6 |
| 200 | 35 | 2×16 | 3×10 |
| 300 | 50 | 2×25 | 3×16 |
| 400 | 70 | 2×35 | 3×25 |
| 500 | 95 | 2×50 | 3×35 |
| 600 | 120 | 2×70 | 3×50 |
| 800 | 185 | 2×95 | 3×70 |
| 1000 | 240 | 2×120 | 3×95 |
Примечание: Данные актуальны для температуры шины +65°C, окружающей среды +25°C и вертикального расположения. При групповой прокладке или температуре выше +25°C требуется применение понижающих коэффициентов согласно ПУЭ гл. 1.3.
Выбор покрытия для агрессивных сред
В условиях воздействия химически активных веществ, высокой влажности или солей стандартная медная шина подвержена коррозии, что снижает её электропроводность и механическую прочность. Для защиты базового материала применяют специализированные гальванические покрытия, создающие барьер между медью и внешней средой.
Выбор конкретного покрытия зависит от типа агрессивных факторов: кислотные/щелочные среды, морская атмосфера, промышленные выбросы или экстремальные температуры. Ключевыми параметрами оценки являются коррозионная стойкость покрытия, адгезия к меди, толщина слоя и влияние на переходное сопротивление контактов.
Распространённые типы покрытий и их свойства
- Лужение (олово): Базовая защита от влаги и сернистых соединений. Не подходит для кислотных сред. Толщина: 2-20 мкм.
- Никелирование: Высокая стойкость к щелочам и солям. Предотвращает диффузию меди. Минимальная толщина: 15-25 мкм.
- Серебрение: Идеально для сероводородных сред и высоких температур. Сохраняет низкое переходное сопротивление. Требуемая толщина: 8-12 мкм.
| Покрытие | Критичные среды | Ограничения | Срок службы* |
|---|---|---|---|
| Олово | Влажный воздух, нефтепродукты | Кислоты, аммиак | 5-7 лет |
| Никель | Морской климат, щёлочи | Сероводород, азотная кислота | 10-15 лет |
| Серебро | Сероводород, высокие температуры (до 300°C) | Серы, йодиды | 15+ лет |
*Срок указан для стандартных промышленных условий при толщине покрытия ≥15 мкм (никель/олово) и ≥10 мкм (серебро).
Обязательно контролировать равномерность нанесения и отсутствие пор в покрытии. Для ответственных объектов применяют комбинированные решения: медь + никель (5-7 мкм) + серебро (4-6 мкм). Требования к толщине регламентируются ГОСТ 9.301-86 и IEC 61249-2-21.
Особенности шин для высокочастотных установок
Высокочастотные установки предъявляют специфические требования к конструкции медных шин, обусловленные скин-эффектом и потерями на вихревые токи. На частотах выше 10 кГц ток концентрируется в поверхностном слое проводника, что требует оптимизации формы и размеров сечения для минимизации сопротивления.
Толщина шины должна быть сопоставима с глубиной скин-слоя, а увеличение ширины становится эффективнее наращивания толщины. Для снижения индуктивности и потерь на излучение применяют плоские шины с минимальным межфазным расстоянием, часто с параллельным расположением проводников разных полярностей.
Ключевые конструктивные решения
- Сэндвич-структуры: Чередование шин плюс и минус с диэлектрическими прокладками для взаимной компенсации магнитных полей
- Покрытия: Серебрение или лужение поверхности для снижения переходного сопротивления и предотвращения окисления
- Охлаждение: Интеграция каналов для принудительного воздушного/жидкостного охлаждения при плотностях тока >10 А/мм²
| Параметр | Низкочастотные шины | ВЧ-шины |
| Соотношение сторон | ≈1:1 (квадрат/круг) | 1:10 – 1:20 (плоская лента) |
| Поверхность | Голая медь | Ag-покрытие (2-5 мкм) |
| Крепление | Болтовое | Пайка/сварка |
Производители используют бескислородную медь (М1б, Cu-OF) с чистотой 99.97% для гарантии низкого удельного сопротивления. Геометрическая точность исполнения критична для обеспечения равномерного распределения тока по сечению и предотвращения локального перегрева.
Монтажные отверстия: стандартные схемы сверловки
Расположение и диаметр отверстий для крепежа в медных шинах строго регламентированы ГОСТ 434-93, DIN 43673 и отраслевыми стандартами. Основная цель стандартизации – обеспечить надежный электрический контакт, механическую прочность соединения и предотвратить деформацию шины при затяжке болтов. Отклонение от нормированных расстояний приводит к локальному перегреву, короблению или разрушению токоведущего узла.
Ключевыми параметрами при проектировании схемы сверловки являются: номинальный ток шины, толщина материала, тип присоединяемой аппаратуры (автоматы, шинные мосты, наконечники кабелей), а также характеристики крепежных элементов (болты, шпильки, шайбы). Обязательно учитывается минимально допустимое расстояние от края отверстия до кромки шины для исключения пробоя и сохранения механической целостности.
Типовые схемы расположения отверстий
- Одиночное отверстие: Применяется для шин малого сечения (до 40×5 мм) или присоединения к клеммам аппаратов. Диаметр сверления равен диаметру болта плюс 0.5–1 мм.
- Цепочка из отверстий: Равномерное расположение вдоль оси шины для распределенных соединений. Шаг между центрами: не менее 2.5×D (D – диаметр отверстия).
- Шахматный порядок: Для широких шин (от 80 мм) с двурядным крепежом. Смещение рядов минимизирует риск продольного раскола.
| Толщина шины, мм | Диаметр отверстия (D), мм | Мин. расстояние до края, мм | Мин. шаг между центрами, мм |
|---|---|---|---|
| 3-4 | 5.5-6.5 | 8 | 16 |
| 5-6 | 7.0-8.5 | 10 | 20 |
| 8-10 | 9.0-10.5 | 12 | 25 |
Критические требования: Отверстия выполняются без заусенцев (обязательна зенковка или снятие фаски). При сверлении пакетом шин используется кондуктор для совпадения осей. Для шин толщиной свыше 12 мм рекомендуется применять овальные отверстия компенсирующие тепловое расширение.
Способы соединения шин: сварка vs. болты
Выбор метода соединения медных шин напрямую влияет на надежность и долговечность электротехнической установки. Ключевыми критериями оценки являются электропроводность контакта, устойчивость к механическим нагрузкам и температурным деформациям, а также простота монтажа и обслуживания.
Основная конкуренция разворачивается между сварными и болтовыми соединениями, каждый из которых обладает специфическими преимуществами и ограничениями. Понимание их физических и эксплуатационных различий критично для корректного проектирования шинопроводов.
Сравнительный анализ технологий
Сварные соединения:
- Преимущества:
- Неразъемный контакт с минимальным переходным сопротивлением
- Равномерное распределение тока по сечению
- Отсутствие ослабления соединения при вибрациях
- Высокая устойчивость к электродинамическим нагрузкам
- Недостатки:
- Требуется квалифицированный персонал и спецоборудование
- Невозможность демонтажа без разрушения конструкции
- Риск перегрева и изменения структуры металла в зоне шва
Болтовые соединения:
- Преимущества:
- Простота монтажа/демонтажа стандартным инструментом
- Возможность оперативного обслуживания и реконфигурации
- Отсутствие термического воздействия на материал шины
- Недостатки:
- Постепенное ослабление затяжки из-за вибраций
- Неравномерность контактного давления требует шайб Гровера
- Обязательное применение токопроводящих смазок для защиты от окисления
| Критерий | Сварка | Болты |
|---|---|---|
| Сопротивление контакта | ≈0 мкОм | 10-30 мкОм |
| Допустимая плотность тока | 100% сечения шины | 80% сечения шины |
| Срок службы | >30 лет | 10-15 лет (требует обслуживания) |
Эксплуатационные рекомендации: Сварка предпочтительна для стационарных объектов с высокими токовыми нагрузками (главные шины РУ, трансформаторные подстанции). Болтовые соединения применяют в сборно-разборных конструкциях, временных схемах и точках подключения оборудования, требующего частого обслуживания.
Критичный фактор – обязательный контроль момента затяжки болтов динамометрическим ключом согласно ГОСТ 10434-82 и периодическая подтяжка соединений в процессе эксплуатации.
Требования к изоляции при открытой прокладке
При открытой прокладке медных шин изоляция выполняет критическую функцию защиты от случайного контакта с токоведущими частями, а также предотвращает короткие замыкания между фазами или на землю. Отсутствие надёжной изоляции в таких условиях эксплуатации напрямую угрожает безопасности персонала и устойчивости электроустановки. Требования регламентируются ПУЭ (Правила Устройства Электроустановок), ГОСТ Р 50571.5.52-2011 и отраслевыми стандартами.
Изоляционные материалы должны сохранять механическую прочность и диэлектрические свойства в условиях воздействия окружающей среды: перепадов температуры, ультрафиолетового излучения, влаги, пыли и химически агрессивных веществ. Обязательным является соответствие классу нагревостойкости, соответствующему максимальной рабочей температуре шины (обычно не ниже +105°C). Толщина изоляционного слоя нормируется в зависимости от номинального напряжения системы.
Ключевые параметры и методы изоляции
Основные способы изоляции включают:
- Покрытие термоусаживаемыми трубками (ТУТ) из сшитого полиэтилена или эластомера с классом защиты до IP67.
- Нанесение электроизоляционных лаков (эпоксидных, полиуретановых) методом окунания или напыления.
- Использование готовых изолированных шин с коэкструдированной полимерной оболочкой (ПВХ, XLPE).
| Параметр | Требование | Норматив |
|---|---|---|
| Испытательное напряжение | ≥ 2∙Uном + 1000В (1 мин.) | ГОСТ 3345-76 |
| Минимальная толщина изоляции | 1.2 мм (для Uном ≤ 1кВ) | ПУЭ гл. 2.1 |
| Сопротивление изоляции | ≥ 10 МОм (при +20°C) | ГОСТ 6433.2-71 |
Контроль качества включает визуальный осмотр на отсутствие трещин, отслоений и пузырей, а также обязательные испытания повышенным напряжением и замеры сопротивления изоляции мегаомметром. Для шин, прокладываемых в зонах с повышенной пожарной опасностью, обязательным является использование материалов с индексом распространения пламени не ниже РР1 по ГОСТ Р 53311-2009.
При монтаже необходимо обеспечить непрерывность изоляционного покрытия по всей длине шины, включая точки крепления к опорным изоляторам. Зазоры на стыках секций шин герметизируются термоусаживаемыми муфтами или изоляционной лентой с клеевой основой класса HL. В местах перехода через стены применяются огнестойкие втулки из керамики или миканита.
Подбор крепежа для разных типов соединений медных шин
Правильный выбор крепежных элементов напрямую влияет на надежность электрического контакта, механическую прочность соединения и предотвращение перегрева. Несоответствующий крепеж может привести к ослаблению контакта, увеличению переходного сопротивления и возникновению аварийных ситуаций в электроустановках.
Ключевыми критериями выбора являются тип соединения (шина-шина, шина-аппарат), величина проходящего тока, механические нагрузки, условия эксплуатации (температура, вибрация) и материал ответной детали. Обязательно учитывается электрохимическая совместимость материалов для предотвращения коррозии.
Рекомендации по крепежу для распространенных соединений
| Тип соединения | Рекомендуемый крепеж | Материал | Дополнительные элементы | Момент затяжки (пример) |
|---|---|---|---|---|
| Шина-шина (внахлест) | Болт + гайка | Нерж. сталь А2/A4 Омедненная сталь |
Шайбы пружинные (гровер) Шайбы плоские увеличенные |
М8: 12-14 Н·м М10: 24-28 Н·м |
| Шина-вывод аппарата (автомат, рубильник) | Винт с шестигранной головкой | Латунь Бронза |
Стопорные шайбы Шайбы Belleville |
По спецификации аппарата (обычно 5-20 Н·м) |
| Шина-корпус (заземление) | Болт + гайка Заклепки |
Оцинкованная сталь Нерж. сталь |
Звездообразные шайбы Контактые лепестки |
М6: 6-8 Н·м М10: 15-20 Н·м |
Обязательные требования:
- Исключить сочетание меди со сталью без защитного покрытия во избежание гальванической коррозии
- Применять только крепеж с указанным классом прочности (8.8, 10.9 для стали)
- Использовать динамометрический ключ для контроля момента затяжки
- Добавлять токопроводящую пасту или смазку для стабильного контактного сопротивления
После монтажа обязательна проверка всех соединений мегомметром и тепловизионный контроль под нагрузкой в рамках приемо-сдаточных испытаний. Периодичность обслуживания регламентируется ПУЭ и зависит от условий эксплуатации.
Предотвращение коррозии гальванических пар
Гальваническая коррозия возникает при контакте медной шины с разнородными металлами в присутствии электролита (например, конденсата или солей). Разность электрохимических потенциалов инициирует разрушение менее благородного металла, что приводит к увеличению переходного сопротивления, локальному перегреву и снижению срока службы электроустановки.
Для минимизации рисков производители применяют комплекс инженерных решений, включая подбор совместимых материалов, изоляцию контактных зон и контроль условий эксплуатации. Особое внимание уделяется обработке соединительных узлов и выбору крепежных элементов.
Ключевые методы защиты
Основные стратегии предотвращения коррозии:
- Исключение контакта с несовместимыми металлами
Не допускать прямого соединения меди с:- Алюминием (разность потенциалов >0.65 В)
- Сталью без покрытия
- Цинком
- Барьерная изоляция
Использование:- Биметаллических переходных шайб (Cu-Al)
- Прокладок из паронита или фторопласта
- Лакокрасочных покрытий на стальном крепеже
| Металл | Электродный потенциал (В) | Рекомендуемая защита |
|---|---|---|
| Алюминий | -1.66 | Биметаллические гильзы, ингибиторные пасты |
| Оцинкованная сталь | -0.76 | Прокладки из EPDM-резины |
| Нержавеющая сталь | -0.50...0.10 | Анодирование крепежа |
Контроль среды эксплуатации включает:
- Поддержание влажности воздуха ниже 60%
- Установку осушителей в помещениях с риском конденсации
- Защиту шин от прямого контакта с солевыми аэрозолями (в прибрежных зонах)
Производители медных шин дополнительно наносят антикоррозийные составы на основе воска или синтетических смол, которые сохраняют проводимость при толщине слоя 5-20 мкм. Для ответственных объектов применяют лужение контактных площадок оловом.
Контроль температуры в точках подключения
Точки подключения медных шин к электрооборудованию являются критическими зонами для мониторинга температуры. Повышение температуры в этих участках сигнализирует о возможных проблемах: ослаблении контактного давления, окислении поверхностей, перекосе соединения или превышении допустимой токовой нагрузки. Регулярный контроль предотвращает аварии, вызванные перегревом.
Для точного измерения применяются термопары, инфракрасные пирометры или тепловизоры. Замеры выполняются в рабочем режиме оборудования при номинальном токе, уделяя особое внимание болтовым соединениям, ответвлениям и местам контакта с выключателями или трансформаторами. Нормируемые значения температуры регламентируются ГОСТ Р 52736-2007 и не должны превышать:
- +70°C – для шин без изоляции
- +90°C – для изолированных шин
- +105°C – при наличии термостойкой изоляции
Производители шин (такие как Электрокабель Кольчугинский завод, Электротехническая компания или СЗАО "Элтехника") рекомендуют следующие периодичности контроля:
| Тип оборудования | Частота замеров |
|---|---|
| Распределительные щиты до 1000В | 1 раз в 2 года |
| Главные шинопроводы | 1 раз в квартал |
| Установки свыше 10кА | 1 раз в месяц |
При превышении температурных норм необходимо провести ревизию контактного узла: очистить поверхности от окислов, проверить момент затяжки болтов, заменить деформированные шайбы или наконечники. Для долговременного мониторинга целесообразна установка термоэтикеток или беспроводных датчиков с передачей данных в SCADA-систему.
Расчет динамической стойкости при КЗ
Динамическая стойкость медной шины определяется ее способностью выдерживать электродинамические усилия, возникающие при коротком замыкании (КЗ). Эти усилия создают изгибающую нагрузку на шину и опорные изоляторы, что может привести к механической деформации или разрушению конструкции.
Ключевой параметр расчета – максимальное механическое напряжение в материале шины, вызванное ударным током КЗ. Оно не должно превышать допустимое напряжение для меди (σдоп ≈ 140 МПа). Для шин прямоугольного сечения критическим является положение "плашмя" или "на ребро", влияющее на момент сопротивления изгибу.
Основные формулы и параметры
Сила взаимодействия между фазами рассчитывается по формуле:
F = (1.76 × 10-2 × l / a) × iуд2 × Kф
где:
F – сила на единицу длины (Н/м),
l – длина пролета между опорами (м),
a – расстояние между осями фаз (м),
iуд – ударный ток КЗ (кА),
Kф – коэффициент формы (1.0 для круглых шин, 0.95–1.1 для прямоугольных).
Механическое напряжение в шине:
σ = (F × l2) / (8 × W)
где:
W – момент сопротивления сечения (см3). Для шины размером b×h:
• При установке "плашмя": W = (b × h2) / 6
• При установке "на ребро": W = (h × b2) / 6
Условие динамической стойкости:
σ ≤ σдоп
| Параметр | Обозначение | Единица измерения |
|---|---|---|
| Длина пролета | l | м |
| Межфазное расстояние | a | м |
| Ударный ток КЗ | iуд | кА |
| Момент сопротивления | W | см3 |
| Допустимое напряжение | σдоп | МПа (140 для меди) |
Порядок расчета:
- Определение ударного тока КЗ в точке установки шины
- Выбор конфигурации шины (размеры, ориентация, количество полос на фазу)
- Расчет момента сопротивления W для выбранного сечения
- Вычисление электродинамической силы F
- Определение механического напряжения σ
- Сравнение σ с σдоп. При превышении – изменение параметров (уменьшение пролета, увеличение сечения, смена ориентации).
Факторы снижения нагрузки при групповой прокладке
При групповой прокладке медных шин взаимное тепловое влияние соседних проводников ухудшает условия теплоотвода. Это требует снижения допустимой токовой нагрузки на каждую шину по сравнению с изолированным размещением для предотвращения перегрева.
Степень уменьшения нагрузки определяется совокупностью параметров: количеством шин в пакете, способом их компоновки, расстоянием между проводниками и внешними условиями эксплуатации. Каждый фактор вносит вклад в общее тепловое воздействие.
Ключевые факторы влияния
- Количество шин в группе: Рост числа параллельных шин усиливает взаимный нагрев, требуя пропорционального снижения тока
- Конфигурация расположения:
- Горизонтальное размещение в несколько рядов (верхние шины нагреваются сильнее)
- Вертикальная установка с перекрытием по высоте
- Прокладка "в контакте" или с воздушными зазорами
- Межосевое расстояние: Уменьшение промежутков между осями шин снижает эффективность конвективного охлаждения
- Термическое сопротивление среды:
- Повышенная температура окружающей среды
- Ограниченная вентиляция в закрытых коробах или тоннелях
- Наличие теплоизолирующих материалов рядом
Расшифровка технических параметров в каталогах
Основные характеристики медной шины указываются производителями в виде стандартизированных параметров, требующих точного понимания для корректного подбора изделия. Ключевые показатели включают геометрические размеры, свойства материала и эксплуатационные ограничения, напрямую влияющие на функциональность в электроустановках.
При анализе каталогов особое внимание уделяется маркировкам, отражающим состав сплава и технологию изготовления, что определяет устойчивость к нагрузкам и долговечность. Отсутствие четкой трактовки параметров может привести к ошибкам проектирования энергосистем.
Критически важные параметры
Основные группы характеристик в спецификациях:
- Геометрия: ширина (мм) × толщина (мм) × длина (погонные метры)
- Электротехнические свойства:
- Удельное сопротивление (Ом·мм²/м)
- Допустимая токовая нагрузка (А) при указанной температуре
- Механические показатели:
- Твердость (HB)
- Предел прочности на растяжение (Н/мм²)
Маркировка материала расшифровывается по ГОСТ/ТУ:
- Буквы: МТ (твердая), ММ (мягкая)
- Цифры: степень чистоты меди (99.90% для М1)
- Доп. индексы: "б" – бескислородная
Пример: М1б – бескислородная медь 99.9% чистоты.
| Параметр | Ед. изм. | Типовое значение |
|---|---|---|
| Плотность | г/см³ | 8.89–8.94 |
| Температурный коэффициент расширения | 1/°C | 16.6·10-6 |
| Макс. рабочая температура | °C | 105–300 (зависит от изоляции) |
Токопроводящая способность всегда указывается для конкретных условий: температуры окружающей среды (+35°C или +40°C) и способа монтажа (открыто/в коробе). Поправочные коэффициенты при других условиях приводятся в примечаниях.
Типичные ошибки при монтаже шинных линий
Монтаж медных шинных линий требует строгого соблюдения технических регламентов и инструкций производителя. Пренебрежение правилами установки может привести к серьезным проблемам в эксплуатации, снижению надежности электроустановки, аварийным ситуациям и даже возгораниям.
Понимание и предотвращение распространенных ошибок является ключевым фактором для обеспечения долговечной и безопасной работы шинопровода. Ниже перечислены наиболее частые просчеты, допускаемые при монтаже.
Основные ошибки монтажа
- Нарушение требований к креплению:
- Несоблюдение шага опор: Слишком большой шаг между опорными изоляторами приводит к провисанию шин под собственной тяжестью и динамическим нагрузкам (КЗ), вызывая механические напряжения и деформации.
- Отсутствие компенсаторов теплового расширения: Игнорирование необходимости установки компенсаторов (особенно на длинных пролетах) приводит к деформации шин, короблению и разрушению креплений при нагреве от рабочего тока.
- Чрезмерное затягивание крепежных болтов: Перетяжка вызывает пластическую деформацию меди в местах крепления, ослабляет контактное давление в долгосрочной перспективе и может привести к разрушению изоляторов.
- Недостаточное затягивание крепежных болтов: Недотяг приводит к ослаблению контакта, вибрации шин, повышенному переходному сопротивлению и локальному перегреву.
- Ошибки при соединении шин и подключении:
- Неправильная обработка контактных поверхностей: Отсутствие зачистки оксидной пленки, жира, грязи или использование неподходящих абразивов ухудшает контакт, повышает сопротивление и вызывает нагрев.
- Неправильное нанесение или отсутствие контактной смазки: Неиспользование специальной токопроводящей пасты (или применение неподходящей) ускоряет окисление и ухудшает контакт.
- Несоблюдение момента затяжки соединительных болтов: Как перетяжка, так и недотяг болтов в местах стыков шин и подключений приводят к ненадежному контакту и перегреву. Крайне важно использовать динамометрический ключ и значения, указанные производителем.
- Игнорирование требуемого количества и расположения болтов: Установка меньшего числа болтов, чем предусмотрено конструкцией соединения, или их неравномерная затяжка.
- Нарушения изоляции и зазоров:
- Недостаточные воздушные изоляционные промежутки: Между фазами и между фазой и землей (корпусом, конструкциями) не соблюдаются минимально допустимые расстояния, что чревато пробоем, особенно при коммутационных перенапряжениях или загрязнении.
- Повреждение основной изоляции шинопровода: Механические повреждения оболочки или изоляторов при монтаже или транспортировке снижают электрическую прочность.
- Отсутствие или некачественное выполнение заземления: Ненадежное подключение корпусов секций шинопровода к контуру защитного заземления/зануления.
- Прочие ошибки:
- Неучет окружающей среды: Установка шин, не предназначенных для конкретных условий (агрессивная среда, высокая влажность, пыль) без дополнительной защиты.
- Несоответствие нагрузки: Использование шин или шинопровода с номинальным током ниже требуемого расчетного значения рабочей нагрузки.
- Пренебрежение инструкциями производителя: Отказ от следения подробным монтажным схемам, требованиям к затяжке, обработке контактов и специфическим рекомендациям для конкретной модели шинопровода.
Критические последствия температурных ошибок: Особенно опасны ошибки, связанные с тепловым расширением и нагревом контактов. Перегрев из-за плохого контакта или перегрузки ускоряет старение изоляции, увеличивает потери и может привести к возгоранию. Отсутствие компенсаторов вызывает механические напряжения.
| Ошибка | Прямое следствие | Конечный результат |
|---|---|---|
| Неправильный момент затяжки болтов | Высокое переходное сопротивление | Локальный перегрев, разрушение изоляции, возгорание |
| Грязные/окисленные контактные поверхности | Высокое переходное сопротивление | |
| Отсутствие компенсаторов на длинных пролетах | Деформация шин и креплений при нагреве | Разрушение изоляторов, короткое замыкание, нарушение контактов |
| Недостаточные изоляционные расстояния | Сниженная электрическая прочность | Пробой, дуговое замыкание, выход из строя оборудования |
Техника безопасности при работе с шинами
Работа с медными шинами сопряжена с рисками поражения электрическим током, механическими травмами от острых кромок и тяжелых элементов, а также термическими ожогами при выполнении пайки или сварки. Обязательным условием является полное снятие напряжения с электроустановки и проверка его отсутствия исправным указателем высокого напряжения перед началом любых операций.
Используйте диэлектрические средства защиты: резиновые коврики, инструмент с изолированными рукоятками (не ниже 1000 В), защитные очки и каски при монтаже на высоте. Запрещается работать в мокрой одежде или сырых помещениях без дополнительных мер изоляции. Соблюдайте нормы переноски тяжестей – при массе шины свыше 25 кг требуется применение механизмов или участие двух работников.
Ключевые требования при обработке
При резке, гибке или сверлении обязательно применяйте тиски для фиксации заготовки. Защищайте руки кожаными крагами от порезов об острые грани. Отлетающая стружка при механической обработке требует использования защитных щитков или очков закрытого типа.
- Обесточьте цепь и убедитесь в отсутствии напряжения
- Используйте СИЗ: диэлектрические перчатки, обувь, очки
- Применяйте инструмент с неповрежденной изоляцией
- Оградите рабочую зону при работах под напряжением (по наряду-допуску)
| Опасный фактор | Меры защиты |
|---|---|
| Электрическая дуга | Щиты-экраны, огнестойкая одежда |
| Падение шин | Строповка при подъеме, фиксация на монтажной позиции |
| Вдыхание пыли | Респираторы при шлифовке/резке |
Перед подачей напряжения после монтажа убедитесь в отсутствии на шинах посторонних предметов и инструментов, проверьте затяжку контактных соединений динамометрическим ключом согласно нормам производителя. Не допускайте перегрева соединений выше значений, указанных в ПУЭ.
Система переработки медного лома производства
Эффективная система переработки медного лома на производстве электротехнической шины является критически важным элементом экономики предприятия и экологической ответственности. Она позволяет существенно снизить затраты на сырье за счет повторного использования высококачественной меди, минимизировать образование отходов и уменьшить углеродный след по сравнению с первичной выплавкой металла.
Технологический цикл переработки начинается с централизованного сбора и сортировки производственных отходов: обрезков шины после штамповки, стружки от механической обработки, бракованных изделий. Ключевое требование – чистота медного лома без примесей других металлов, изоляционных материалов или загрязнений, что обеспечивает высокое качество вторичного металла.
Этапы переработки и контроль качества
Основные стадии процесса включают:
- Прессование и брикетирование – стружка и мелкие обрезки уплотняются для оптимизации плавки.
- Индукционная плавка в специализированных печах с контролируемой атмосферой для предотвращения окисления.
- Рафинирование расплава – удаление примесей газообразным азотом или флюсами.
- Непрерывное литье в чушки или непосредственная загрузка в линию шинопроизводства.
Обязательным этапом является лабораторный анализ химического состава переплавленной меди на соответствие ГОСТ 859-2014. Проверяются:
- Содержание основной меди (не менее 99.90%).
- Концентрация кислорода и водорода.
- Отсутствие катастрофических примесей (свинец, сера, висмут).
| Преимущество системы | Экономический эффект |
|---|---|
| Сокращение закупок катодной меди | До 40% снижения сырьевых затрат |
| Минимизация отходов производства | Утилизация до 98% металлоотходов |
| Энергоэффективность переплава | На 85% меньше энергии vs первичная медь |
Для стабильности параметров вторичной меди производители интегрируют автоматизированные системы дозирования лома в шихту, сочетая его с первичным сырьем. Это гарантирует соответствие электротехнических характеристик шины: удельного сопротивления (0.01724 Ом·мм²/м), температурного коэффициента и механической прочности.
Экологические сертификаты производителей
Наличие экологических сертификатов у производителей медных шин подтверждает соответствие их технологий и продукции международным природоохранным стандартам. Это демонстрирует ответственность компании за минимизацию вредного воздействия на окружающую среду на всех этапах: от добычи сырья до утилизации отходов.
Сертификация охватывает контроль выбросов, энергоэффективность производства, переработку медных отходов и безопасность конечного продукта. Для потребителей это гарантия экологичности шин, а для производителей – конкурентное преимущество и доступ к регулируемым рынкам, особенно в ЕС и Северной Америке.
Ключевые типы сертификатов
- ISO 14001: Система экологического менеджмента. Оценивает снижение загрязнений, рациональное использование ресурсов и экологическую политику предприятия.
- RoHS (Restriction of Hazardous Substances): Запрещает использование свинца, кадмия и других опасных веществ в продукции.
- REACH (Registration, Evaluation, Authorisation of Chemicals): Регламентирует безопасное применение химических соединений при производстве.
| Сертификат | Область контроля | Практическое значение |
|---|---|---|
| EMAS (Eco-Management and Audit Scheme) | Добровольная отчетность по экопоказателям | Повышает прозрачность для инвесторов и регуляторов |
| Экологический сертификат EPD | Жизненный цикл продукции (LCA) | Подтверждает низкий углеродный след шин |
Дополнительные требования включают соответствие директивам WEEE (утилизация электрооборудования) и национальным нормативам, например, российскому ГОСТ Р ИСО 14001. Производители, внедрившие «зеленые» технологии, часто получают преференции при госзакупках.
Тенденции рынка: импортозамещение в РФ
Санкционное давление и разрыв логистических цепочек ускорили переход российских энергетических и промышленных компаний на отечественных поставщиков медных шин. Ключевыми драйверами стали госпрограммы поддержки, включая субсидирование проектов и приоритет госзакупок для локальных производителей.
Крупные игроки рынка (Уралэлектромедь, Кольская ГМК, Электроцинк) активно наращивают мощности и расширяют линейки продукции. Упор делается на освоение сложных профилей шин, ранее импортировавшихся из ЕС и Азии, а также повышение стандартов ГОСТ для конкуренции с зарубежными аналогами.
Факторы развития импортозамещения

Основные изменения в отрасли:
- Технологическая адаптация: локализация оборудования для резки и изоляции шин
- Сырьевая независимость: использование меди Уральской и Норильской групп вместо импортного сырья
- Стандартизация: актуализация ТУ под требования Россетей и Минпромторга
Ключевые проблемы:
- Дефицит высокоточного прокатного оборудования
- Ограниченные мощности по выпуску шин с спецпокрытиями (никелирование, лужение)
- Необходимость сертификации продукции для экспорта в ЕАЭС
Крупнейшие производители РФ (мощности)
| Предприятие | Годовой объем | Специализация |
|---|---|---|
| АО "Уралэлектромедь" | 85+ тыс. тонн | Шины до 120x12 мм |
| ПАО "Кольская ГМК" | 32 тыс. тонн | Тяжелые шины для ТП |
| ООО "ЭЗСМ-Кубань" | 18 тыс. тонн | Гибкие токопроводы |
Список источников
Для подготовки материала о медных электротехнических шинах использовались нормативные документы, регулирующие технические требования и методы испытаний. Эти источники содержат ключевые параметры продукции, включая размеры, допустимые токовые нагрузки и электрофизические характеристики.
Дополнительные данные получены из технических каталогов ведущих производителей, отражающих ассортимент и спецификации изделий. Отраслевые справочники предоставили информацию о классификации шин и особенностях их применения в электроустановках.
- ГОСТ 434-71 «Шина медная прямоугольного сечения. Технические условия»
- ГОСТ Р 55726-2013 «Шины медные и алюминиевые для электроустановок. Общие технические условия»
- Технические каталоги производителей: Уральская горно-металлургическая компания (УГМК), Кольчугинский завод цветных металлов (КЗЦМ), Elektrokoppar
- Справочник «Электротехнические материалы и изделия» под редакцией В.А. Филикова
- Отраслевой журнал «Электротехнический рынок»: разделы по кабельно-проводниковой продукции
- Техническая документация «Руководство по выбору шин для распределительных устройств» (НПП «Энергосистемы»)