Пружинные хомуты - как выбрать, купить и применить
Статья обновлена: 28.02.2026
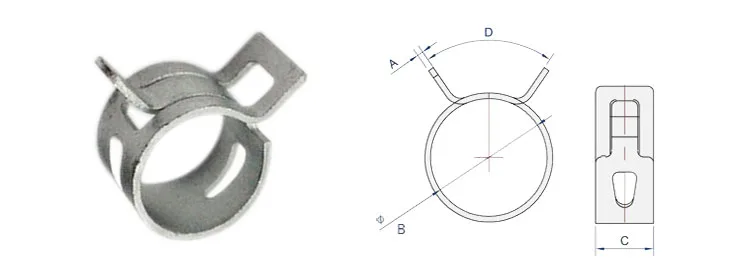
Пружинные хомуты – незаменимые крепежные элементы для герметичного соединения шлангов и труб в различных отраслях.
Их уникальная конструкция обеспечивает надежную фиксацию и равномерное распределение давления по всему диаметру.
Понимание особенностей этих изделий критически важно для правильного выбора, эффективного монтажа и долговечной эксплуатации систем.
Эта статья предоставит ключевую информацию о типах пружинных хомутов, критериях их подбора, местах приобретения и практических аспектах использования.
Ключевые характеристики: диаметр и усилие зажима
Диаметр хомута определяет область его применения и должен точно соответствовать размеру шланга или трубки. Неправильно подобранный диаметр приводит к негерметичному соединению: слишком большой хомут не обеспечит надежной фиксации, а слишком маленький – деформирует шланг или вовсе не установится.
Усилие зажима (измеряется в Ньютонах) – критический параметр, определяющий силу радиального сжатия, которую создает пружина. Этот показатель напрямую влияет на способность соединения выдерживать давление рабочей среды без протечек. Требуемое усилие зависит от типа шланга, давления в системе и характера транспортируемого вещества.
Факторы выбора по диаметру и усилию
При подборе учитывайте следующие аспекты:
- Точность замера диаметра: Замеряйте внешний диаметр шланга/трубки в месте установки хомута штангенциркулем.
- Диапазон работы пружины: Хомут должен сохранять работоспособность при температурном расширении/сжатии шланга.
- Рабочее давление системы: Чем выше давление, тем большее усилие зажима требуется (например, для топливных систем или кондиционеров).
- Материал и жесткость шланга: Мягкие или гофрированные шланги нуждаются в более равномерном и точном усилии, чем жесткие трубки.
Соотношение параметров для типовых задач:
| Применение | Типовой диаметр (мм) | Требуемое усилие зажима |
|---|---|---|
| Системы впуска воздуха | 50 - 150 | Среднее |
| Топливные магистрали (бензин) | 6 - 12 | Высокое |
| Системы охлаждения | 16 - 50 | Среднее/Высокое |
| Гидравлика низкого давления | 10 - 40 | Среднее |
Важно: Используйте хомуты, специально разработанные для конкретных сред (топливо, масло, хладагент) – материал пружины и покрытие должны быть коррозионностойкими. Всегда сверяйтесь с техническими требованиями производителя шланга или оборудования.
Материалы изготовления: нержавеющая сталь vs углеродистая сталь
Ключевым фактором при выборе пружинных хомутов является материал, определяющий их прочность, долговечность и область применения. Основные варианты – нержавеющая сталь (чаще марки AISI 304 или 316) и углеродистая сталь с защитным покрытием. Каждый материал обладает уникальными эксплуатационными характеристиками, влияющими на стоимость и целевое использование изделия.
Нержавеющая сталь обладает врожденной коррозионной стойкостью благодаря высокому содержанию хрома, образующему пассивный защитный слой. Углеродистая сталь прочнее и дешевле, но требует обязательного нанесения защитного покрытия (цинкование, фосфатирование, окраска) для предотвращения быстрого ржавления. Выбор между ними напрямую зависит от условий эксплуатации хомута.
Сравнительные характеристики

- Коррозионная стойкость: Нержавеющая сталь устойчива к влаге, химическим средам (особенно AISI 316), перепадам температур. Углеродистая сталь подвержена коррозии даже при наличии покрытия, которое может повреждаться при монтаже или эксплуатации.
- Прочность и упругость: Углеродистая сталь обладает более высокой прочностью на разрыв и пределом текучести. Нержавеющая сталь (особенно AISI 304) менее прочна, но обеспечивает достаточную упругость для большинства задач фиксации.
- Температурный диапазон: Оба материала работают в широком диапазоне температур, но нержавейка (особенно AISI 316) лучше переносит экстремальные нагревы и критические холода без потери свойств.
- Стоимость: Хомуты из углеродистой стали значительно дешевле аналогов из нержавейки при сопоставимых размерах.
| Критерий | Нержавеющая сталь (AISI 304/316) | Углеродистая сталь с покрытием |
|---|---|---|
| Оптимальная сфера применения | Агрессивные среды (химия, морская вода), пищевая промышленность, фармацевтика, наружный монтаж, высокие температуры, требования гигиены. | Сухие и внутренние помещения, автомобилестроение (топливные магистрали, тормозные системы), общее машиностроение, системы вентиляции, бытовая техника (при отсутствии контакта с влагой). |
| Требуемое обслуживание | Минимальное, не нуждается в замене покрытия. | Рекомендуется периодический контроль состояния покрытия и замена при его повреждении. |
Рекомендации по выбору: Отдавайте предпочтение нержавеющей стали для наружных работ, в условиях высокой влажности, контакта с химикатами, солями, пищевыми продуктами или при повышенных требованиях к долговечности без обслуживания. Углеродистая сталь – экономичное решение для сухих внутренних систем, временной фиксации или бюджетных проектов, где коррозия не является критическим фактором в течение ожидаемого срока службы.
Важно: Качество защитного покрытия на углеродистой стали варьируется. Гальваническое цинкование (оцинковка) – базовый и самый распространенный вариант, но менее устойчив к механическим повреждениям, чем желтое хроматирование или покрытие Dacromet. Всегда уточняйте тип защиты при покупке.
Защитные покрытия: цинк, хром и их особенности
Защитные покрытия на пружинных хомутах критически важны для предотвращения коррозии, особенно при эксплуатации в агрессивных средах: условиях высокой влажности, контакте с химическими веществами или на открытом воздухе. Без такого слоя стальная основа быстро теряет прочность и эластичность, что приводит к разрыву хомута и аварийным ситуациям.
Наиболее распространёнными вариантами для пружинных хомутов являются цинкование и хромирование, каждое из которых обладает уникальными техническими и эксплуатационными характеристиками. Выбор между ними зависит от конкретных требований к коррозионной стойкости, механической прочности, внешнему виду и бюджету.
Сравнительный анализ покрытий
| Критерий | Цинкование | Хромирование |
|---|---|---|
| Механизм защиты | Катодная защита (цинк корродирует первым) | Барьерная защита (инертный слой) |
| Стойкость к коррозии | Хорошая в атмосферных условиях, уязвимо к кислотам | Отличная, включая влагу, соли и слабые щёлочи |
| Твёрдость и износостойкость | Средняя (толщина 5-20 мкм) | Высокая (поверхность устойчива к царапинам) |
| Внешний вид | Матовая или блестящая поверхность серо-стального цвета | Зеркальный блеск, декоративный синеватый оттенок |
| Стоимость | Низкая (экономичное решение) | Высокая (дороже цинкования в 1.5-3 раза) |
| Температурный диапазон | До +200°C (при нагреве возможен "белый налёт") | До +500°C (сохраняет свойства) |
Цинкование оптимально для стандартных задач: защиты от атмосферной коррозии внутри помещений или в умеренно влажных условиях. Гальваническое цинкование обеспечивает равномерный слой, а горячее цинкование (погружение в расплав) даёт большую толщину и долговечность, но редко применяется для пружинных хомутов из-за риска нарушения упругости.
Хромирование выбирают для ответственных применений: в химической промышленности, морском транспорте, пищевом оборудовании или при необходимости эстетичного вида. Толщина слоя обычно составляет 1-5 мкм. Важно учитывать, что при повреждении покрытия коррозия развивается интенсивнее, чем у оцинкованных аналогов, из-за электрохимической несовместимости хрома и стали.
Основные типы: одновитковые и многовитковые хомуты
Пружинные хомуты классифицируются по конструкции витка на два принципиально разных типа. Отличия в строении напрямую влияют на их функциональные свойства и сферу эксплуатации.
Выбор между одновитковыми и многовитковыми моделями определяет надежность крепления, устойчивость к внешним воздействиям и долговечность соединения в конкретных условиях.
Сравнительные характеристики
| Критерий | Одновитковые хомуты | Многовитковые хомуты |
|---|---|---|
| Конструкция | Одинарная стальная лента с крючкообразными замками на концах | 2.5-3.5 витков пружинной проволоки, соединенные проушинами |
| Равномерность затяжки | Точечное давление по окружности | Распределенное давление по всей поверхности |
| Температурная компенсация | Ограниченная из-за жесткости ленты | Высокая за счет пружинных свойств витков |
| Виброустойчивость | Средняя, возможна самооткрутка | Максимальная, постоянное усилие стягивания |
| Типичное применение |
|
|
Ключевое преимущество многовитковых хомутов – способность сохранять постоянное давление при деформациях труб и тепловом расширении. Одновитковые аналоги требуют периодической подтяжки из-за ползучести материала и вибраций.
Подбор по диаметру трубы: практические нюансы
Главная задача – обеспечить плотное прилегание хомута к трубе без перетяжки или зазоров. Номинальный диаметр хомута должен строго соответствовать наружному диаметру (Ø) шланга или рукава. Замеры трубы проводятся штангенциркулем в нескольких точках, особенно на гибких шлангах, которые могут иметь овальность после изгибов.
Учитывайте температурное расширение материала трубы: для горячих сред (+60°C и выше) выбирайте хомут с запасом по диапазону регулировки. Для композитных или гофрированных шлангов берите изделия с увеличенной площадью контакта (широкие ленты) – это предотвращает локальную деформацию.
Критерии точного подбора
Избегайте распространенных ошибок:
- Ориентация на внутренний Ø трубы – хомут фиксирует наружную поверхность.
- Покупка "на глаз" – разница даже в 2 мм нарушит герметичность.
- Игнорирование толщины изоляции – при креплении поверх термозащиты замеряйте полный Ø (труба + изоляция).
| Диаметр трубы (мм) | Рекомендуемый хомут | Запас регулировки (мм) |
|---|---|---|
| 10 - 16 | Узкая лента (9 мм) | ±1.5 |
| 20 - 50 | Стандартная (12 мм) | ±3 |
| 60 - 120 | Широкая лента (20 мм) | ±5 |
Для ответственных соединений (высокое давление/вибрация) используйте хомуты с предварительной насечкой на ленте – они обеспечивают лучшее сцепление. При работе в агрессивных средах (химия, морская вода) проверяйте соответствие материала ленты (чаще нерж. сталь A2/A4) и винта.
Помните: правильный подбор по диаметру – ключ к долговечности соединения и отсутствию протечек. Всегда имейте под рукой 2-3 хомута смежных размеров при монтаже старых труб, где Ø может отличаться от номинала из-за коррозии или деформаций.
Оптимальное усилие зажима для вашей задачи
Усилие зажима – ключевой параметр пружинного хомута, напрямую влияющий на надежность соединения и целостность шланга. Слишком слабое усилие приведет к протечкам или сползанию шланга, а чрезмерное – к деформации соединяемых элементов, повреждению герметизируемой поверхности или ускоренному износу самого хомута. Определение оптимального значения требует учета нескольких взаимосвязанных факторов.
Начните с анализа условий эксплуатации: рабочее давление среды в системе, вибрационные нагрузки, температурный диапазон и тип герметизируемого материала (резина, силикон, пластик). Мягкие материалы требуют более точного контроля усилия во избежание пережатия, тогда как для высокого давления или сильной вибрации необходим запас по усилию. Не менее важен диаметр соединения – чем он больше, тем выше должно быть усилие для обеспечения равномерного прижима по всей окружности.
Факторы выбора и практические рекомендации

При подборе ориентируйтесь на следующие критерии:
- Рекомендации производителя шланга/трубки: Производители часто указывают требуемый диапазон усилия зажима для совместимых хомутов.
- Стандарты и нормативы: Для ответственных систем (топливных, тормозных) руководствуйтесь требованиями отраслевых стандартов (ISO, SAE, DIN).
- Расчетные формулы: Используйте формулы, учитывающие давление, диаметр и коэффициент безопасности (например, Усилие = (Давление × Диаметр × Коэффициент) / 2). Коэффициент запаса обычно от 1.5 до 3.
Проверяйте равномерность затяжки после монтажа. Используйте динамометрический ключ с насадкой для хомутов для точного контроля, особенно в критичных применениях. Помните: пружинные хомуты обладают эффектом памяти и компенсируют температурные расширения/усадки, но их начальное усилие должно быть корректным.
| Тип соединения / Условия | Рекомендуемое усилие | Примечания |
|---|---|---|
| Низкое давление (<1 бар), мягкие шланги (силикон) | 30-50 Н | Риск пережатия! Требуется особая точность |
| Среднее давление (1-5 бар), стандартные резиновые шланги | 50-100 Н | Наиболее распространенный диапазон |
| Высокое давление (>5 бар), вибрация, твердые трубки | 100-200+ Н | Требуется запас и контроль целостности |
Расчет рабочего диапазона сжатия хомута
Рабочий диапазон сжатия определяет допустимые пределы деформации пружины хомута при эксплуатации. Превышение этих значений ведет к потере упругости или разрушению изделия. Корректный расчет гарантирует герметичность соединения без перегрузки металла.
Диапазон вычисляется как разница между максимальным и минимальным рабочим диаметрами хомута. Минимальный диаметр соответствует полному сжатию пружины без потери свойств, максимальный – пределу раскрытия, сохраняющему усилие обжима. Учитывайте материал (нерж. сталь, углеродистая сталь) и геометрию профиля.
Ключевые параметры для расчета
Основные исходные данные:
- Dтр – внешний диаметр трубы (мм)
- Sиз – толщина изоляции (если применимо, мм)
- Тип профиля (например, "двойная петля" или "седло")
- Марка стали (определяет предел упругости)
Формулы расчета:
- Минимальный рабочий диаметр: Dmin = Dтр + 2×Sиз - K1
- Максимальный рабочий диаметр: Dmax = Dтр + 2×Sиз + K2
Где K1 и K2 – коэффициенты деформации (зависят от профиля, обычно 10-15% от ширины ленты).
| Диаметр трубы (мм) | Тип хомута | Dmin (мм) | Dmax (мм) |
|---|---|---|---|
| 20-25 | Одинарная петля | 18 | 28 |
| 50-60 | Двойная петля | 47 | 65 |
Практические рекомендации: Для динамичных соединений используйте хомуты с запасом по Dmax на 20%. Избегайте сжатия ниже Dmin – это вызывает остаточную деформацию. Проверяйте паспортные значения диапазона у производителя перед монтажом.
Температурные ограничения при эксплуатации
Рабочий диапазон температур пружинных хомутов напрямую зависит от материала изготовления. Наиболее распространенные углеродистые пружинные стали (например, DIN 17223) сохраняют упругость в пределах от -30°C до +120°C. При выходе за эти границы возникают критические изменения физических свойств: на морозе металл становится хрупким, а при перегреве теряет упругость.
Для экстремальных условий применяются специализированные сплавы. Нержавеющие стали AISI 304/AISI 316 работают в интервале -80°C до +350°C, а жаростойкие варианты (например, Inconel) выдерживают до +650°C. Несоответствие температуры эксплуатации материалу хомута приводит к ослаблению силы натяжения, деформации или разрушению крепежа.
Ключевые последствия нарушения температурного режима
- Переохлаждение: Повышение хрупкости металла, риск растрескивания при вибрации или монтаже.
- Перегрев: Снижение модуля упругости ("отпуск" стали), необратимое ослабление зажимного усилия.
- Циклические нагрузки: Ускоренная усталость материала при резких перепадах температур.
| Материал хомута | Минимальная температура | Максимальная температура |
|---|---|---|
| Углеродистая сталь (оцинк.) | -30°C | +120°C |
| Нержавеющая сталь AISI 304/316 | -80°C | +350°C |
| Жаропрочные сплавы (Inconel) | -200°C | +650°C |
При выборе хомута для высокотемпературных систем (выхлопы, котлы) или криогенных сред обязателен запас +20-25% к максимальной ожидаемой температуре. Для точного определения диапазона используйте техническую документацию производителя – значения могут отличаться в зависимости от термообработки и толщины проволоки.
Области применения в автомобильных системах
Пружинные хомуты обеспечивают надёжное герметичное соединение гибких шлангов с патрубками в условиях вибрации и температурных деформаций. Их способность к самоподтяжке под нагрузкой предотвращает ослабление крепления в процессе эксплуатации транспортного средства.
Ключевым преимуществом является равномерное распределение давления по окружности соединения, что минимизирует риск повреждения мягких резиновых или силиконовых патрубков. Это особенно критично для систем, работающих под высоким давлением или с агрессивными средами.
Основные системы автомобиля
- Система охлаждения двигателя: Фиксация патрубков радиатора, термостата, помпы и отопителя салона
- Топливная система: Герметизация соединений бензо- и дизельных магистралей, включая линии подачи и возврата
- Система впуска воздуха: Крепление воздуховодов между воздушным фильтром, турбокомпрессором и интеркулером
- Вакуумные системы: Фиксация шлангов тормозного усилителя, клапанов рециркуляции газов
| Тип системы | Критические параметры |
|---|---|
| Турбированные двигатели | Устойчивость к высокому давлению наддува (до 3 бар) |
| Гибридные авто | Электрохимическая совместимость с охлаждающими жидкостями высокого напряжения |
| Грузовые ТС | Диапазон рабочих температур от -50°C до +150°C |
- При выборе учитывают:
- Номинальный диаметр соединения с запасом на температурное расширение
- Рабочее давление в системе (стандартные/усиленные модификации)
- Химическую стойкость материала хомута к техническим жидкостям
Использование в сантехнике и отопительных контурах
Пружинные хомуты применяются для герметичного соединения гибких шлангов с патрубками оборудования в системах водоснабжения, канализации и отопления. Они обеспечивают равномерное распределение давления по окружности, предотвращая деформацию и пережим рукавов при вибрациях или гидроударах. Особое значение имеет их способность сохранять усилие обжима при температурных колебаниях.
В отопительных контурах с высокими температурными нагрузками (до +120°C) пружинные хомуты компенсируют линейное расширение труб и шлангов, исключая ослабление крепления. Их используют для подключения радиаторов, котлов, циркуляционных насосов и расширительных баков, где требуется постоянное давление в стыке. Отсутствие необходимости в периодической подтяжке снижает риск протечек в труднодоступных местах.
Ключевые аспекты применения
Рекомендации для сантехнических систем:
- Для питьевой воды выбирайте хомуты из нержавеющей стали AISI 304/316
- Диаметр хомута должен на 10-15% превышать наружный диаметр шланга
- Обжимайте только гладкие патрубки без дефектов поверхности
Особенности монтажа в отоплении:
- Устанавливайте хомут так, чтобы язычок замка располагался против направления потока жидкости
- Проверяйте полное заведение шланга на патрубок до упора перед фиксацией
- Избегайте перекоса при защелкивании – пружина должна равномерно охватывать соединение
| Параметр | Сантехника | Отопительные системы |
|---|---|---|
| Рабочая температура | до +70°C | до +120°C |
| Критические узлы | Смесители, фильтры, сливные бачки | Теплообменники, насосные группы, коллекторы |
| Риск при ошибке монтажа | Протечка воды | Разгерметизация контура, воздушные пробки |
Важно: Запрещено использовать пружинные хомуты на соединениях с резьбой или фланцами – они предназначены исключительно для гладких патрубков. При работе с агрессивными средами (антифриз, химические реагенты) применяйте хомуты с полимерным покрытием.
Применение в промышленных трубопроводах
Пружинные хомуты незаменимы на объектах с высокими требованиями к надёжности трубопроводных систем. Они компенсируют линейные расширения труб при температурных перепадах, предотвращая деформации и разгерметизацию соединений. Применяются на участках с вибрационными нагрузками от насосов, компрессоров или турбин, обеспечивая стабильность крепления без передачи колебаний на конструкцию.
Особое значение имеют для трубопроводов с агрессивными средами или работающих под высоким давлением. Коррозионностойкие материалы исполнения (нержавеющая сталь AISI 316, оцинкованная сталь) гарантируют долговечность в условиях химических производств, ТЭЦ или нефтеперерабатывающих заводов. Конструкция равномерно распределяет нагрузку по окружности трубы, исключая точечные напряжения.
Ключевые направления использования
Типовые сферы применения:
- Энергетика: паропроводы, системы охлаждения, теплотрассы
- Нефтегазовая отрасль: магистрали транспортировки углеводородов
- Химическая промышленность: трубопроводы с кислотами, щелочами
- Судостроение: крепление систем в машинных отделениях
Преимущества перед жёстким крепежом:
- Автоматическая подтяжка при ослаблении соединения
- Снижение усталостных напряжений в металле труб
- Минимизация риска образования трещин в сварных швах
- Упрощение монтажа на сложных трассах
| Параметр | Значение для промышленности |
|---|---|
| Диапазон рабочих температур | -60°C до +700°C |
| Рабочее давление | До 100 бар (для специсполнений – выше) |
| Типоразмеры | DN 15 – DN 3000 |
| Климатическое исполнение | УХЛ1, Т1, М1, ОМ1 по ГОСТ 15150 |
Критерии выбора пружинных хомутов для пищевой промышленности
Основным требованием выступает соответствие материалов международным санитарным стандартам (FDA, EC 1935/2004, NSF). Используемые сплавы должны исключать миграцию вредных веществ в продукт и выдерживать агрессивные среды.
Конструкция хомута обязана предотвращать накопление остатков продукции и бактерий: отсутствие острых углов, гладкая поверхность соединения, полное прилегание уплотнения по контуру. Ключевое значение имеет устойчивость к частым мойкам и стерилизации.
- Материал исполнения:
- Корпус: нержавеющая сталь AISI 316/316L (устойчивость к коррозии и хлорсодержащим средам)
- Покрытие: отсутствует или электрохимическая полировка
- Уплотнение: EPDM, силикон, FKM (термостойкость +150°C, совместимость с пищевыми жирами/кислотами)
- Герметичность: Равномерное радиальное давление на соединение без перекосов, исключение протечек при перепадах давления до 10 бар.
- Гигиеничность исполнения:
- Отсутствие полостей и зазоров в замке
- Возможность CIP/SIP-обработки
- Маркировка лазером (без красителей)
- Эксплуатационные параметры:
- Диапазон температур: -40°C до +135°C
- Стойкость к пару, щелочным/кислотным моющим средствам
- Износоустойчивость при многократном монтаже/демонтаже
| Критерий | Рекомендации для пищевых производств | Несоответствующие варианты |
|---|---|---|
| Механизм фиксации | Пружинные (W2/W4) с автоматической компенсацией вибраций | Винтовые (риск ослабления, сложность очистки резьбы) |
| Документация | Наличие деклараций соответствия, сертификатов NSF 51, EHEDG | Отсутствие подтверждающих документов |
| Геометрия соединения | Оптимальный угол охвата 360° с защитой от перетяжки | Хомуты с выступающими элементами внутрь магистрали |
Проверка качества: визуальный контроль при покупке
Перед приобретением тщательно осмотрите хомут на предмет дефектов. Проверьте отсутствие трещин, заусенцев или вмятин на поверхности, особенно в зоне замка и пружинных витков. Неравномерная окраска или следы коррозии указывают на нарушение технологии производства или неправильное хранение.
Обратите внимание на геометрию изделия: витки пружины должны располагаться строго параллельно, без перекосов или сжатия. Убедитесь в целостности замкового механизма – язычок фиксатора не должен иметь деформаций и обязан свободно заходить в прорези винтовой части при ручном сжатии хомута.
Ключевые элементы для проверки
- Материал: Наличие маркировки стали (например, нержавеющая A2/A4) и равномерная толщина ленты по всей длине
- Замок: Плавность хода язычка, отсутствие заклинивания в прорезях при имитации затяжки
- Торцы: Аккуратная обрезка без острых кромок, способных повредить шланг
- Антикоррозионное покрытие: Отсутствие сколов, пузырей или неокрашенных участков у оцинкованных моделей
| Параметр | Признак качества | Риск при нарушении |
|---|---|---|
| Форма витков | Равномерная спираль без межвитковых промежутков | Снижение усилия обжима, перекос при монтаже |
| Кромки ленты | Скругленная обработка по всей длине | Повреждение шланга, травмы при установке |
| Совместимость замка | Четкое зацепление язычка в любом положении | Самопроизвольное ослабление соединения |
Важно: Проведите тестовое сжатие руками – качественный хомут сохраняет упругость и возвращается в исходную форму без остаточной деформации. Отклонение от круглой формы при сдавливании указывает на брак.
Тест на упругость: как оценить пружинные свойства
Упругость пружинного хомута – ключевой параметр, определяющий его способность создавать равномерное давление на соединяемые элементы. От этого зависит герметичность соединения и долговечность системы в целом.
Оценка пружинных свойств может быть выполнена несколькими методами, доступными как в условиях производства, так и в быту. Важно проводить проверку перед установкой, чтобы избежать протечек или повреждений трубопровода.
Практические способы проверки
Визуальный осмотр:
- Проверьте целостность пружины: отсутствие трещин, коррозии и деформаций
- Осмотрите зону замка – язычки должны быть ровными без перекосов
Тест на остаточную деформацию:
- Разожмите хомут до максимального диаметра с помощью плоскогубцев
- Удерживайте в разжатом состоянии 1-2 минуты
- Отпустите и замерьте диаметр: отклонение от исходного более 5% – признак потери упругости
| Метод | Критерий оценки | Результат |
|---|---|---|
| Ручной тест на сжатие | Усилие при сдавливании пальцами | Должно ощущаться равномерное сопротивление |
| Проверка упругого возврата | Скорость восстановления формы после деформации | Мгновенное возвращение = качественная пружинная сталь |
Важно: При выявлении остаточной деформации или неравномерного усилия хомут подлежит замене. Использование изделий с нарушенными пружинными свойствами приводит к ослаблению соединения и авариям.
Определение подделки: опасные признаки
Качество металла – ключевой индикатор. Подделки часто используют низкосортную сталь с повышенной хрупкостью или мягкостью. При сжатии хомута пассатижами оригинал сохраняет упругость, а контрафакт может деформироваться безвозвратно или треснуть. Обратите внимание на цвет: нехарактерный желтоватый оттенок вместо серебристого металлика сигнализирует о нарушении состава сплава или гальванического покрытия.
Осмотрите зону замка и отверстия для язычка. На грубых подделках наблюдаются заусенцы, неровные края, смещённая перфорация или неполная пробивка отверстий. Рабочие кромки язычка должны быть чёткими без сколов, а его ход в пазах – плавным, без заклиниваний. Резкий запах окислителя или масла вместо нейтрального металлического аромата – тревожный признак.
Критические визуальные и тактильные маркеры
- Несоответствие маркировки: Стертые, размазанные или криво нанесенные лазерные гравировки (бренд, размер, DIN). Отсутствие клейма производителя на язычке.
- Дефекты покрытия: Пятна ржавчины на новых изделиях, неравномерный цвет оцинковки, "слезящаяся" краска на пружине (если окрашена).
- Геометрические искажения: Асимметрия витков пружины, перекос скобы, непараллельность плоскостей замка.
| Параметр проверки | Оригинал | Подделка |
|---|---|---|
| Торцы проволоки | Аккуратно завальцованы, без острых краев | Заусенцы, неровный срез, задиры |
| Усилие затяжки пружины | Равномерное по всей длине, плавное срабатывание | Рывки, "мертвые зоны", слабое натяжение |
| Упаковка | Четкая полиграфия, техописание, штрих-код | Мятые блистеры, опечатки, размытые логотипы |
Практический тест: Сожмите хомут до упора и отпустите. Качественное изделие моментально восстановит форму без остаточной деформации. Контрафакт часто "проседает" или возвращается не полностью. При затяжке на трубке оригинал обеспечивает равномерное радиальное давление, а подделка может перекашиваться или сминать уплотнение.
Надежные производители пружинных хомутов
Качество пружинных хомутов напрямую зависит от производителя, поскольку технологические процессы, контроль сырья и соблюдение стандартов определяют долговечность и надежность изделий. Продукция неизвестных брендов часто не соответствует заявленным характеристикам, что приводит к ослаблению фиксации, коррозии или поломке в ответственных системах.
При выборе следует ориентироваться на проверенные компании с сертифицированным производством, специализирующиеся на крепежных решениях для промышленности и автомобилестроения. Их продукция проходит многоступенчатый контроль, а материалы устойчивы к агрессивным средам, вибрациям и перепадам температур.
Ведущие мировые бренды
- Norma Group (Германия) – Мировой лидер с безупречной репутацией, поставляет оригинальные хомуты для конвейеров BMW, Mercedes, Volkswagen.
- Oetiker (Швейцария) – Пионер в технологиях обжимных соединений, гарантирует высочайшую точность и коррозионную стойкость.
- Miklor (Италия) – Специализируется на хомутах из нержавеющей стали AISI 316 для пищевой, химической и судостроительной отраслей.
- Tridon (Австралия) – Ориентирован на тяжелые условия эксплуатации: горная техника, сельхозоборудование, системы высокого давления.
При покупке требуйте сертификаты соответствия международным стандартам (ISO 9001, DIN 3017, SAE J1508). Избегайте подделок: оригинальная продукция имеет лазерную маркировку бренда, четкую геометрию витков и поставляется в защитной упаковке с технической документацией.
Правила безопасного монтажа: техника установки
Перед установкой пружинного хомута убедитесь в отсутствии давления в системе и отключите оборудование от электросети. Проверьте соответствие диаметра хомута размеру шланга или трубы – чрезмерное сжатие повредит материал, а слишком свободный хомут не обеспечит герметичности.
Очистите место соединения от загрязнений, масляных пятен и старого уплотнителя. Надевайте защитные перчатки: острые края пружины или шланга могут травмировать руки. Убедитесь в отсутствии перекручивания шланга на патрубке перед фиксацией.
Этапы монтажа
- Сожмите уши хомута специальными клещами до разведения концов пружины
- Наденьте хомут на шланг, не ослабляя сжатия
- Плотно натяните шланг на патрубок до упора
- Сдвиньте хомут на место соединения
- Плавно отпустите клещи – пружина должна равномерно обжать соединение
Контроль качества установки: после монтажа визуально проверьте отсутствие перекосов хомута. Убедитесь, что соединение не протекает при пробном запуске системы под низким давлением. Запрещается корректировать положение хомута молотком или поджимать клещами после установки.
| Ошибка | Последствие |
|---|---|
| Установка без инструмента | Неполное обжатие, деформация ушей |
| Монтаж на загрязненную поверхность | Протечки, снижение срока службы |
| Использование поврежденного хомута | Внезарывный срыв соединения |
Для ответственных участков применяйте двойные хомуты с разнонаправленными пружинами. Помните: повторное использование пружинных хомутов допустимо только после проверки целостности и упругости металла.
Инструменты для монтажа: специфичные клещи
Для установки пружинных хомутов требуются специальные клещи, конструкция которых разработана для работы с их кольцевой формой. Обычные плоскогубцы или пассатижи неэффективны – они не обеспечивают равномерного сжатия и могут повредить хомут или поверхность шланга. Специализированный инструмент гарантирует точное приложение усилия без деформации стальной проволоки.
Ключевая особенность таких клещей – закругленные губки с профилем, повторяющим внутренний контур хомута. Это позволяет надежно фиксировать элемент при растяжении и предотвращает соскальзывание. Некоторые модели оснащены регулируемым ограничителем хода, исключающим чрезмерное сжатие и снижающим риск поломки.
Критерии выбора инструмента

- Тип губок: Должны полностью охватывать диаметр хомута без зазоров
- Эргономика: Удобная рукоять с противоскользящим покрытием снижает усталость
- Диапазон размеров: Совместимость с хомутами разных типоразмеров (указывается в мм)
| Тип клещей | Особенности | Рекомендуемый диаметр хомутов |
|---|---|---|
| Стандартные | Пружинный механизм возврата, фиксатор | 10-80 мм |
| Усиленные | Длинные рычаги, тефлоновое покрытие | 50-200 мм |
При монтаже запрещено использовать отвертки или другие подручные средства для растяжения хомута – это приводит к нарушению геометрии пружины. После установки проверьте равномерность прилегания хомута по всей окружности шланга и отсутствие перекоса.
Контроль затяжки: визуальные и тактильные методы
Правильная затяжка пружинного хомута критически важна для надежности соединения. Слишком слабая затяжка приведет к протечкам, а чрезмерная – к повреждению шланга, фитинга или самого хомута, а также к ускоренной усталости металла пружины. Поскольку пружинные хомуты не имеют механизма регулировки усилия, как винтовые, контроль осуществляется исключительно визуальными и тактильными методами.
Основной принцип контроля – обеспечение равномерного контакта ленты хомута по всей окружности шланга и отсутствие видимых зазоров после установки. Затяжка считается достаточной, когда хомут плотно охватывает шланг, предотвращая его проворачивание или сдвиг рукой, но без деформации шланга или фитинга под ним. Чрезмерное усилие при установке недопустимо.
Методы контроля
Визуальный контроль:
- Равномерность зазора язычка: Убедитесь, что язычок замка хомута вошел в прорези ленты равномерно с обеих сторон. Асимметрия указывает на перекос или недостаточную затяжку.
- Отсутствие видимых зазоров: Проверьте по всей окружности, нет ли зазора между внутренней кромкой ленты хомута и поверхностью шланга. Даже небольшой просвет – признак недостаточной затяжки.
- Положение хомута: Хомут должен располагаться строго перпендикулярно оси шланга. Перекос может свидетельствовать о неравномерном прилегании.
- Состояние шланга: Внимательно осмотрите шланг под хомутом и вблизи его краев. Не должно быть видимых вдавлений, складок, выдавливания резины или разрывов оплетки (для армированных шлангов), вызванных чрезмерным сжатием.
Тактильный контроль:
- Проверка на проворачивание: После установки попытайтесь провернуть шланг рукой относительно фитинга. Шланг не должен проворачиваться с заметным усилием. Легкое проскальзывание или люфт – признак недостаточной затяжки.
- Проверка на осевое смещение: Попытайтесь сдвинуть шланг вдоль оси фитинга. Движение должно быть минимальным или отсутствовать. Легкое смещение допустимо только если оно предусмотрено конструкцией для компенсации вибраций.
- Оценка "упругости": Аккуратно нажмите пальцем на ленту хомута в разных точках. Она должна быть плотно натянута, ощущаться жестко, без "продавливания" и при этом не врезаться в материал шланга. Чрезмерная твердость и глубокое вдавливание в шланг – признаки перетяжки.
Типичные ошибки и их признаки:
| Ошибка | Визуальные признаки | Тактильные признаки | Последствия |
|---|---|---|---|
| Недостаточная затяжка | Видимый зазор под лентой, язычок не полностью заведен или асимметричен, хомут легко смещается. | Шланг легко проворачивается или сдвигается, лента хомута кажется "слабой". | Протечки жидкости/газа, отсоединение шланга под давлением. |
| Чрезмерная затяжка | Сильная деформация шланга (вдавления, складки, выдавливание резины), повреждение оплетки, видимая деформация ленты хомута или замка. | Шланг под хомутом ощущается очень твердым, лента врезается в материал. | Разрушение шланга, повреждение фитинга, ослабление или поломка хомута (усталость), протечки из-за повреждения. |
| Перекос хомута | Хомут установлен не перпендикулярно оси шланга, язычок заведен асимметрично. | Неравномерное усилие при попытке провернуть/сдвинуть шланг. | Неравномерное давление на шланг, локальные повреждения, потенциальная протечка. |
Важное замечание: Учитывайте температурное расширение материалов. При монтаже "на холодную" соединение может казаться слегка недотянутым визуально, но достигнет оптимальной плотности при рабочей температуре. Всегда проверяйте соединение после выхода системы на рабочий режим при первой возможности.
Распространенные ошибки при установке
Неправильный подбор размера хомута – частая проблема, приводящая к негерметичному соединению или повреждению шланга. Применение слишком маленького хомута вызывает деформацию и пережим, а слишком большой – недостаточное усилие обжима и протечки.
Игнорирование состояния поверхности шланга и патрубка перед монтажом также критично. Грязь, масляные пятна, трещины или коррозия под хомутом нарушают плотность прилегания, снижая надежность соединения даже при корректно выбранном элементе крепежа.
Типичные ошибки при монтаже

- Перетяжка: Чрезмерное сжатие пружины отверткой или плоскогубцами вызывает:
- Деформацию язычка замка
- Разрушение структуры шланга
- Потерю упругих свойств хомута
- Смещение при установке: Монтаж хомута на край шланга или неровную поверхность патрубка, что провоцирует перекос и неравномерное распределение давления.
- Неправильная ориентация: Установка хомута замком вниз (в зоне скопления влаги/грязи) или в труднодоступное место для последующей проверки/подтяжки.
| Ошибка | Последствие | Профилактика |
|---|---|---|
| Монтаж на поврежденный шланг | Быстрый износ, разрыв соединения | Обрезка изношенного конца шланга, замена при трещинах |
| Использование несоответствующего инструмента | Срыв насечки, деформация | Применение спецклещей для пружинных хомутов |
- Пренебрежение проверкой после монтажа: Отсутствие тестового запуска системы под давлением для выявления микропротечек.
- Комбинирование с червячными хомутами: Попытки "усилить" соединение установкой двух разных типов хомутов создают точки избыточного напряжения.
Обслуживание и периодическая проверка креплений
Регулярный осмотр пружинных хомутов предотвращает ослабление соединений, протечки и аварийные ситуации. Периодичность проверки зависит от условий эксплуатации: агрессивных сред, вибраций, температурных перепадов и давления в системе. Минимальная рекомендация – контроль при каждом плановом техобслуживании оборудования.
Основные признаки необходимости замены включают деформацию витков, коррозию металла, потерю упругости или трещины в пружине. Игнорирование этих симптомов приводит к разгерметизации трубопроводов, утечкам теплоносителей, топлива или химических сред, что чревато простоем техники и экологическими рисками.
Порядок проверки и обслуживания
- Визуальный осмотр: Ищите коррозию, механические повреждения, смещение хомута относительно соединения.
- Проверка натяжения: Убедитесь, что хомут плотно обжимает патрубок без зазоров. При ослаблении – замените.
- Очистка: Удаляйте грязь, масло и ржавчину с поверхности пружины и в зоне контакта.
- Тест на упругость: Сжатие плоскогубцами должно сопровождаться равномерным сопротивлением и полным восстановлением формы.
| Фактор риска | Метод контроля | Действие при обнаружении |
|---|---|---|
| Коррозия более 30% поверхности | Зачистка + осмотр на глубину поражения | Немедленная замена |
| Остаточная деформация после сжатия | Измерение диаметра в свободном состоянии | Утилизация, установка нового хомута |
| Следы протечек под хомутом | Контроль герметичности мыльным раствором | Затяжка (если допустимо) или замена |
Важно: Не пытайтесь ремонтировать деформированные хомуты выправлением или подгибанием – это нарушает структуру металла. Используйте только оригинальные изделия с подходящими диаметром и классом прочности. При повторном монтаже применяйте новые крепления, особенно после демонтажа в коррозионной среде.
Храните запасные хомуты в сухих помещениях без прямого контакта с химикатами. Для критичных систем ведите журнал проверок с фиксацией дат, состояния креплений и выполненных действий. Это обеспечивает предсказуемость обслуживания и снижает риски внеплановых отказов.
Срок службы и признаки износа
Средний срок эксплуатации качественных пружинных хомутов составляет 5-10 лет при нормальных условиях. На продолжительность службы напрямую влияют агрессивность среды (температура, влажность, химические воздействия), величина постоянной нагрузки и корректность первоначального монтажа.
Регулярный визуальный осмотр крепежных элементов позволяет своевременно выявить критические дефекты. Особое внимание уделяйте участкам соединений, испытывающим вибрацию или температурные деформации – там износ проявляется раньше.
Ключевые признаки необходимости замены
- Коррозия металла: Появление рыжих пятен, расслоение поверхности, глубокие очаги ржавчины на витках или замке
- Деформация пружины: Нарушение геометрии (сплющивание, вытягивание), потеря упругости, неполное сжатие
- Ослабление фиксации: Самопроизвольное ослабление соединения, протечки жидкости или газа в зоне обжима
- Механические повреждения: Трещины в металле, сколы защитного покрытия, разрушение язычка замка
Для ответственных систем рекомендуется вести журнал контроля с фиксацией дат установки и результатов проверок. Эксплуатация хомутов с признаками износа приводит к разгерметизации магистралей, аварийным остановкам оборудования и повышает риск травматизма.
Сравнение стоимости: цена vs качество

При выборе пружинных хомутов многие покупатели фокусируются исключительно на низкой цене, игнорируя качество материалов. Дешёвые аналоги часто производятся из углеродистой стали без антикоррозийного покрытия, что приводит к быстрой ржавчине, потере упругости и разгерметизации соединений. Это влечёт частые замены, утечки теплоносителя и дополнительные расходы на ремонт повреждённых труб.
Качественные хомуты из нержавеющей стали (марки A2/A4) сохраняют рабочие характеристики десятилетиями благодаря устойчивости к коррозии, перепадам температур и вибрациям. Хотя их начальная стоимость выше на 30-50%, они полностью окупаются за счёт отсутствия простоев оборудования и затрат на внеплановое обслуживание. Экономия на качестве в итоге оборачивается многократными убытками.
Критерии выбора по соотношению цена-качество
| Параметр | Бюджетные хомуты | Качественные хомуты |
|---|---|---|
| Материал | Обычная сталь с цинковым покрытием | Нержавеющая сталь A2/A4 |
| Срок службы | 1-2 года | 10+ лет |
| Риски | Коррозия, ослабление натяга | Сохранение упругости при любых условиях |
| Область применения | Временные решения, неответственные узлы | Системы отопления, ГВС, промышленные магистрали |
Оптимальная стратегия: для ответственных систем (отопление, топливопроводы) выбирайте хомуты из нержавеющей стали с маркировкой DIN 3067. Временные соединения или неагрессивные среды допускают использование оцинкованных аналогов, но с ежегодной диагностикой. Всегда проверяйте:
- Наличие сертификатов соответствия
- Чёткую маркировку на изделии
- Равномерность покрытия без наплывов
Где покупать: специализированные магазины и онлайн
Специализированные магазины сантехники и крепежа предлагают возможность лично оценить качество хомутов, проверить диаметр и усилие сжатия. Консультанты помогут подобрать модель под конкретную задачу, например, для соединения труб отопления или фиксации шлангов в авторемонте.
Онлайн-площадки обеспечивают широкий ассортимент от российских (например, "Зубр"), европейских (Norma, Rotorclip) и азиатских производителей. Ключевые преимущества: сравнение цен, доступность технических характеристик и отзывов, доставка в регионы. Крупные маркетплейсы часто предоставляют гарантии и удобные фильтры поиска.
Критерии выбора продавца
- Надежность: проверенные отзывы, срок работы магазина, наличие сертификатов на продукцию.
- Ассортимент: диаметры от 8 мм до 200 мм, варианты по толщине проволоки (0.8-1.5 мм) и покрытию (цинк, нерж. сталь).
- Логистика: сроки доставки, стоимость пересылки, возможность самовывоза.
| Тип магазина | Преимущества | Риски |
|---|---|---|
| Офлайн | Мгновенная проверка товара, экспертная консультация | Ограниченный выбор, наценка за аренду помещения |
| Онлайн | Цены на 10-15% ниже, доступ к редким размерам | Риск подделки, невозможность предварительного осмотра |
При заказе через интернет уточняйте условия возврата и свежие фото товара от реальных покупателей. Для ответственных соединений (газовые магистрали, системы под давлением) рекомендованы офлайн-покупки с проверкой сертификатов соответствия.
Список источников
При подготовке материалов использовались специализированные технические ресурсы, документация производителей и отраслевые стандарты, обеспечивающие достоверность информации о пружинных хомутах. Акцент делался на источники с актуальными техническими характеристиками и практическими рекомендациями.
Ниже представлен перечень ключевых источников, содержащих сведения о классификации, критериях выбора, монтажных особенностях и сферах применения пружинных хомутов. Эти материалы охватывают как теоретические аспекты, так и практические нюансы эксплуатации.
- Технические каталоги ведущих производителей хомутов (Norma Group, Oetiker, Tridon)
- Отраслевые стандарты DIN 1481 и ГОСТ 28191-89 "Хомуты пружинные"
- Монтажные руководства от производителей автомобильных компонентов
- Специализированные порталы по крепежным элементам (Крепежник, FastenerInfo)
- Инженерные справочники по трубопроводным системам и сантехнике
- Технические блоги автомобильных мастерских (обзоры инструментов)
- Официальные инструкции поставщиков промышленного оборудования
- Сравнительные анализы хомутов в профильных журналах (AutoMechanika, Слесарное дело)
- Отраслевые исследования материалов для пружинной стали