Ремонт сайлентблоков - доступные способы и сырье
Статья обновлена: 28.02.2026
Сайлентблоки – критически важные элементы подвески автомобиля, гасящие вибрации и обеспечивающие точное позиционирование рычагов. Их исправность напрямую влияет на управляемость, комфорт и безопасность движения.
Постоянные динамические нагрузки приводят к износу резиновых или полиуретановых вставок, вызывая люфты и стуки. Замена узлов целиком – не всегда экономически оправдана, особенно для редких или дорогих моделей.
Современные технологии восстановления позволяют ремонтировать сайлентблоки с сохранением оригинальных металлических обойм. В статье рассматриваются эффективные методы и материалы для реставрации, включая прецизионную запрессовку, вулканизацию резины и использование износостойких полимеров.
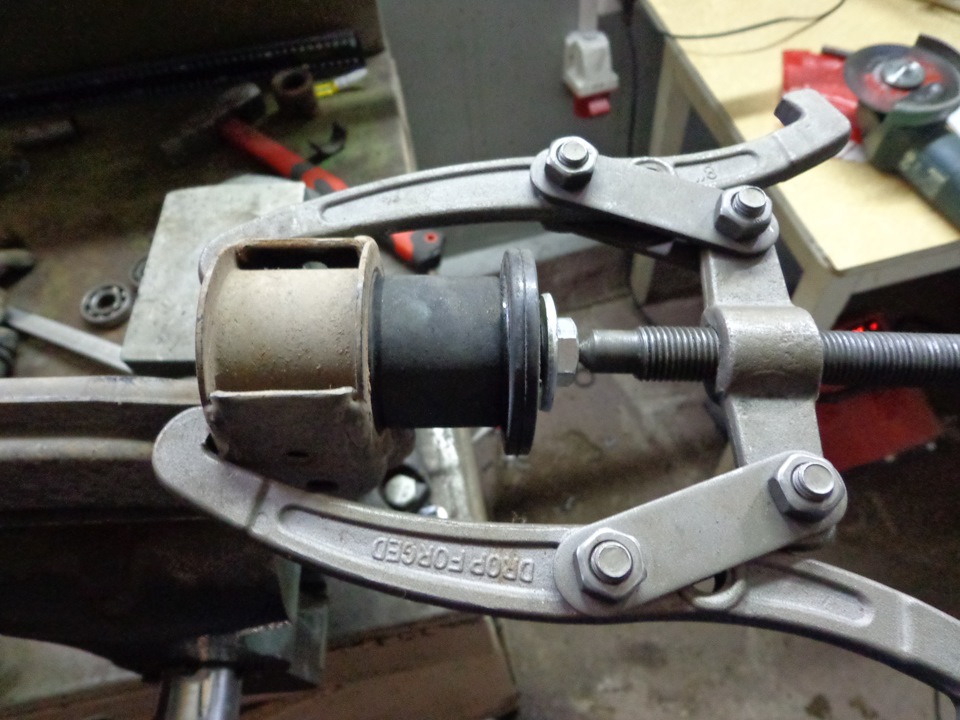
Необходимый инструмент: выпрессовочные оправки и гидравлический пресс

Выпрессовочные оправки обеспечивают точное позиционирование и равномерное распределение нагрузки при демонтаже изношенных втулок сайлентблоков. Без них велик риск повреждения посадочных мест в рычагах подвески или самих сайлентблоков из-за перекоса или ударного воздействия. Гидравлический пресс создаёт контролируемое усилие, необходимое для плавного выдавливания втулки без деформации ответственных узлов.
Использование кустарных методов (молоток, съёмники винтового типа) часто приводит к заклиниванию деталей, сколам металла или нарушению геометрии рычага. Гидравлический пресс в сочетании с профильными оправками минимизирует эти риски, обеспечивая предсказуемость процесса и сохранность компонентов даже при сильной коррозии или закисании соединения.
Критерии выбора инструмента

Эффективность работ напрямую зависит от соответствия инструмента параметрам сайлентблока:
- Диаметр оправок должен точно соответствовать наружному размеру втулки и внутреннему диаметру проушины рычага с допуском ±0.1 мм.
- Конфигурация наборов включает переходники под распространённые типоразмеры (конические, фланцевые, составные втулки) и адаптеры для пресса.
- Усилие пресса подбирается исходя из типоразмера детали: 5-10 тонн для легковых авто, 15-30 тонн для коммерческого транспорта.
| Параметр | Рекомендации | Последствия нарушения |
|---|---|---|
| Материал оправок | Закалённая сталь HRC 50-55 | Деформация наконечников, задиры на втулке |
| Соосность приложения усилия | Жёсткая фиксация рычага в тисках | Перекос сайлентблока, заклинивание |
| Скорость прессования | Плавный ход штока (2-3 см/мин) | Разрушение полимерной вставки нового сайлентблока |
Важно: Для запрессовки новых сайлентблоков используются оправки с направляющими поясками, предотвращающими смятие резинометаллического элемента. Смазка молибденовой пастой или мыльным раствором обязательна даже при использовании пресса.
Механическая выпрессовка втулок: пошаговая последовательность
Предварительно демонтируйте узел с сайлентблоком, очистите посадочное место от грязи и ржавчины. Убедитесь в наличии доступа к втулке и отсутствии препятствий для инструмента. Подготовьте ветошь для удаления остатков смазки или коррозии.
Надёжно зафиксируйте деталь в тисках или стапеле, исключив смещение при нагрузке. Проверьте совпадение оси выпрессовочного инструмента с центром втулки – перекос приведёт к заклиниванию или повреждению посадочного гнезда.
Технология выполнения работ
- Подбор оснастки: используйте гидравлический пресс или механический съёмник с оправками. Диаметр выталкивающей насадки должен быть на 0.2-0.5 мм меньше втулки.
- Установка опор: расположите деталь на станине пресса с зазором под выход втулки. Для съёмника закрепите лапы за края посадочного гнезда.
- Нанесение смазки: обработайте рабочие поверхности проникающей смазкой (WD-40, медная паста) для снижения трения.
- Выпрессовка
- Плавно увеличивайте давление на прессе до 5-15 тонн
- При использовании съёмника равномерно затягивайте центральный винт
- Контролируйте параллельность движения втулки
- Удаление деформаций: если втулка застряла, простучите периметр гнезда медным молотком для снятия напряжений.
- Завершение: после выхода втулки очистите гнездо металлической щёткой. Проверьте отсутствие задиров и трещин на ответной детали.
| Типичные ошибки | Последствия | Профилактика |
|---|---|---|
| Перекос оправки | Заклинивание, деформация гнезда | Юстировка перед началом работ |
| Коррозия без обработки | Резкий подрыв нагрузки, повреждение резьбы съёмника | Обязательная очистка + смазка |
| Неполная фиксация детали | Смещение узла, травмы оператора | Дополнительные стопорные элементы |
При выпрессовке фланцевых втулок используйте переходную втулку с выемкой под буртик. Для резинометаллических сайлентблоков предварительно удалите резиновый демпфер ножом, чтобы исключить смятие обоймы.
Измерьте диаметр гнезда после извлечения: отклонение более 0.1 мм требует расточки или замены детали. Запрессовку новой втулки выполняйте только после полной зачистки и обезжиривания поверхности.
Термический метод: использование направленного нагрева горелкой
Применение газовой горелки для нагрева внешнего металлического корпуса сайлентблока основано на принципе теплового расширения материалов. Интенсивное локальное воздействие пламенем приводит к быстрому увеличению диаметра посадочного места, ослабляя силу запрессовки резинометаллического элемента. Температура контролируется визуально по изменению цвета металла, избегая пережога и структурных изменений.
Ключевым этапом является моментальное извлечение или установка втулки сразу после достижения требуемого нагрева, пока металл не начал остывать и сжиматься. Метод требует высокой скорости работы и точного позиционирования пламени для исключения повреждения резиновой части и окружающих компонентов подвески. Обязательно использование средств индивидуальной защиты: термостойкие перчатки, маска и огнеупорный экран.
Критические аспекты технологии

- Тип горелки: пропановая или ацетиленовая с узким соплом для точной фокусировки пламени
- Контроль температуры: нагрев до 250-400°C (вишнёвое свечение), исключая покраснение металла
- Безопасность: изоляция горючих элементов, наличие огнетушителя
| Преимущества | Риски |
| Скорость выполнения операции (1-3 минуты на узел) | Деформация корпуса при перегреве |
| Минимальный набор оборудования | Воспламенение резиновых компонентов |
| Эффективность для корродированных деталей | Потеря эластичности резины при тепловом воздействии |
Важно: запрещено нагревать сайлентблоки с тефлоновым покрытием или нейлоновыми вставками – термическое разрушение полимеров неизбежно. Альтернативные методы (гидравлический пресс, экстрактор) предпочтительнее для современных полимерно-композитных втулок.
Очистка посадочного места: удаление коррозии и загрязнений
Качественная очистка посадочного гнезда – обязательное условие надежной установки нового сайлентблока. Накопление ржавчины, грязи или остатков старой резины нарушает геометрию посадки, снижает силу запрессовки и ускоряет износ детали. Неочищенная поверхность создает микроскопические зазоры, провоцирующие люфт и скрипы даже при корректно подобранном новом элементе.
Механические методы остаются основными: крупные отложения удаляют металлическими щетками (ручными или насадками для дрели/болгарки), скребками или зубилом, соблюдая осторожность, чтобы не повредить металл рычага. Для стойкой коррозии применяют абразивные круги или шлифовальные камни с мелким зерном, последовательно уменьшая размер абразива для минимизации риска изменения посадочного диаметра.
Химическая обработка и контроль

После механической очистки обязательна химическая обработка:
- Обезжиривание растворителем (уайт-спирит, ацетон) для удаления масляных пленок.
- Нанесение преобразователя ржавчины на оставшиеся очаги коррозии (с последующей нейтрализацией и смывом согласно инструкции).
- Использование контактных очистителей для труднодоступных зон.
Финишный этап – контроль геометрии и состояния поверхности:
- Визуальный осмотр на отсутствие раковин, забоин и глубоких царапин.
- Проверка посадочного диаметра калибрами или штангенциркулем.
- Убедиться в гладкости контактной зоны (допускается легкая матовая шероховатость после абразива).
Критические дефекты после очистки:
| Дефект | Последствие | Решение |
|---|---|---|
| Глубокие коррозийные язвы | Потеря натяга, смещение втулки | Замена рычага/кронштейна |
| Деформация гнезда | Перекос сайлентблока | Правка специнструментом или замена узла |
| Сужение/расширение посадочного отверстия | Невозможность запрессовки/чрезмерный натяг | Расточка/наплавка или замена детали |
Важно: Перед установкой новой втулки очищенную поверхность защищают тонким слоем монтажной смазки (на основе силикона или графита), облегчающей запрессовку и предотвращающей задиры. Использование обычного масла или солидола недопустимо – они разрушают резину.
Выбор материала втулки: резина vs полиуретан vs металлокомпозит
Ключевым фактором при восстановлении сайлентблоков является подбор оптимального материала втулки, определяющий ресурс узла, виброизоляцию и эксплуатационные характеристики. Каждый вариант обладает специфическими физико-механическими свойствами, требующими анализа под конкретные условия нагрузки и тип транспортного средства.
Резиновые втулки сохраняют заводские параметры демпфирования и обеспечивают плавность хода, но подвержены старению и растрескиванию под воздействием агрессивных сред. Полиуретановые аналоги демонстрируют повышенную износостойкость (ресурс выше резины в 3-5 раз) и устойчивость к маслам, однако увеличивают передачу вибраций на кузов. Металлокомпозитные решения на основе спеченных порошков или керамики исключают эластомерный компонент, обеспечивая максимальную жесткость для гоночных применений.
Сравнительные характеристики материалов
| Параметр | Резина | Полиуретан | Металлокомпозит |
|---|---|---|---|
| Долговечность | 40-60 тыс. км | 150-200 тыс. км | Неограничена (при отсутствии усталости металла) |
| Жесткость | Базовая (соответствует OEM) | На 20-40% выше резины | Экстремальная (для гоночных нагрузок) |
| Вибропоглощение | Оптимальное | Умеренное (требует доп. демпферов) | Минимальное |
| Температурный диапазон | -40°C...+70°C | -60°C...+110°C | До +300°C (зависит от состава) |
Критерии выбора:
- Резина – повседневная эксплуатация с приоритетом комфорта
- Полиуретан – спортивная езда, бездорожье, коммерческий транспорт
- Металлокомпозит – профессиональный автоспорт, спецтехника с ударными нагрузками
Технология запрессовки требует учета коэффициента трения материалов: для полиуретана обязательна консистентная смазка, предотвращающая скрипы, а металлокомпозиты нуждаются в точной калибровке посадочных мест из-за минимальной пластической деформации.
Обработка посадочной зоны: нанесение антикоррозийного покрытия

Перед установкой восстановленных сайлентблоков критически важна тщательная подготовка металлических поверхностей рычагов подвески. Любые следы ржавчины, окалины или старых покрытий снижают адгезию нового защитного слоя и провоцируют ускоренную коррозию. Процесс начинается с механической зачистки посадочных мест металлическими щетками, абразивными кругами или пескоструйной обработкой до появления однородного матового металлического блеска.
После обезжиривания растворителем наносится антикоррозийный состав, выбор которого зависит от условий эксплуатации и технологии восстановления. Для стандартных применений часто используют цинкосодержащие грунты, создающие электрохимическую защиту. В агрессивных средах (зимние реагенты, приморский климат) предпочтение отдают составам на основе эпоксидных смол или ингибированных преобразователей ржавчины с эффектом герметизации пор.
Ключевые этапы нанесения
- Контроль качества очистки: визуальный осмотр на отсутствие рыхлых окислов и масляных пятен.
- Метод нанесения: распыление, кисть или окунание (для конвейерных линий).
- Полимеризация: естественная сушка 24 часа или термообработка при 80-120°C (для реактивных составов).
Важно! Толщина слоя должна соответствовать спецификации производителя: избыток покрытия затруднит запрессовку втулки, а недостаток не обеспечит защиту. Особое внимание уделяется торцевым кромкам и зонам контакта с резиной – точкам наиболее вероятного развития подпленочной коррозии.
| Тип покрытия | Преимущества | Ограничения |
|---|---|---|
| Цинкнаполненные грунты | Катодная защита, термостойкость | Требует финишного слоя ЛКП |
| Эпоксидные праймеры | Водостойкость, адгезия к сложным поверхностям | Длительное время полимеризации |
| Фосфатирующие составы | Химическая связь с металлом, экологичность | Низкая стойкость к истиранию |
Проверка адгезии после отверждения выполняется методом решетчатого надреза (по ГОСТ 15140). Отслаивание покрытия более чем на 5% площади свидетельствует о нарушениях технологии подготовки или сушки. Дополнительно контролируется отсутствие непрокрасов, наплывов и пузырей, способных нарушить геометрию посадки.
Применение монтажной смазки: составы для упрощения запрессовки
Монтажная смазка критически важна при запрессовке новых сайлентблоков, так как снижает трение между металлической втулкой и посадочным местом в рычаге подвески. Без её применения возникает риск деформации резинового элемента, повреждения металлокорда сайлентблока или задиров на поверхности детали, что ведёт к преждевременному выходу узла из строя.
Основные типы составов включают специализированные пасты на основе силикона, синтетических масел с загустителями или ПТФЭ (тефлона). Они отличаются высокой адгезией, термостойкостью и инертностью к резине, что предотвращает её набухание или разрушение. Категорически недопустимо использование минеральных масел, солидола или графитки – они агрессивны к резине и ускоряют её старение.
Ключевые аспекты применения

Технология нанесения требует соблюдения правил:
- Равномерное покрытие: Смазку наносят тонким слоем исключительно на наружную поверхность металлической втулки сайлентблока и внутреннюю поверхность посадочного отверстия в рычаге.
- Запрет контакта с резиной: Попадание состава на резиновую часть сайлентблока недопустимо – это может вызвать её химическую деградацию.
- Контроль количества: Избыток смазки приводит к гидроударам при запрессовке и снижению силы трения, необходимой для надёжной фиксации детали.
Популярные составы и их свойства:
| Тип смазки | Основа | Преимущества | Недостатки |
|---|---|---|---|
| Силиконовая паста | Силиконовое масло + загуститель | Нейтральна к резине, водостойкая, широкий температурный диапазон | Средняя несущая способность при высоких нагрузках |
| ПТФЭ-содержащая (тефлоновая) | Синтетическое масло + микрогранулы ПТФЭ | Сверхнизкое трение, высокая несущая способность, долговечность | Высокая стоимость, сложность удаления излишков |
| Мыльная основа (литиевая) | Литиевое мыло + минеральное масло | Хорошие смазывающие свойства, низкая цена | Риск повреждения резины, ограниченная водостойкость |
Грамотный выбор и применение монтажной смазки гарантируют:
- Плавную запрессовку без перекосов и повреждений сайлентблока.
- Отсутствие микросколов на металле рычага или втулки.
- Исключение коррозии в зоне контакта металлических поверхностей.
- Правильную работу резинометаллического шарнира сразу после установки.
Пренебрежение смазкой или использование неподходящих составов – распространённая причина преждевременного стука и выхода из строя новых сайлентблоков.
Холодная запрессовка: технология установки без нагрева
Холодная запрессовка – метод монтажа сайлентблоков с использованием механического давления без термического воздействия. Технология исключает риски термической деформации металлических обойм и деградации резиновых элементов, сохраняя исходные характеристики полимерного наполнителя.
Процесс осуществляется специализированным прессовым оборудованием с точным контролем усилия и направления приложения нагрузки. Требует безупречной подготовки посадочных поверхностей и строгого соблюдения геометрических параметров для обеспечения равномерного распределения напряжений.
Ключевые этапы технологии
- Подготовка посадочного места: полная очистка от коррозии, загрязнений и остатков старого полимера, обезжиривание поверхности
- Нанесение смазки: обработка контактных зон специальной монтажной пастой (на основе дисульфида молибдена или силикона)
- Позиционирование: фиксация сайлентбока в пресс-форме с контролем соосности
- Прессование: плавное приложение усилия (5-20 тонн) через оправку до полной посадки
- Верификация: проверка глубины посадки и отсутствия перекосов
Преимущества перед термическими методами:
- Нулевое тепловое воздействие на резину
- Сохранение антикоррозионных покрытий металла
- Минимизация риска усадки/деформации обоймы
- Экологическая безопасность процесса
Используемые материалы для втулок:
| Тип резины | Твердость (Shore A) | Применимость |
|---|---|---|
| Натуральный каучук | 50-70 | Стандартные нагрузки |
| Полиуретан | 80-95 | Высокоинтенсивные нагрузки |
| Силикон | 40-60 | Экстремальные температуры |
Критически важным является использование калиброванных оправок, исключающих контакт пресса с резиновым слоем. Оборудование с ЧПУ и цифровым динамометром обеспечивает воспроизводимость результатов при серийном восстановлении.
Криотехнологии: использование жидкого азота для усадки втулок
Принцип метода основан на контролируемой деформации металлических втулок сайлентблоков под воздействием сверхнизких температур (-196°C). Жидкий азот обеспечивает глубокое охлаждение внутренней втулки, вызывая её временное сжатие (усадку) за счет уменьшения межмолекулярных расстояний в кристаллической решетке металла. Это создает технологический зазор, недостижимый при обычных механических способах.
Охлажденная втулка легко устанавливается в посадочное место резинометаллического шарнира или рычага подвески без приложения значительных усилий. Последующее нагревание до комнатной температуры вызывает тепловое расширение металла, обеспечивая плотную, равномерную и напряженную посадку. Такой подход исключает повреждение резинового элемента и геометрии рычага, характерные для запрессовки.
Ключевые преимущества технологии
- Нулевая деформация резины: Отсутствие ударных и радиальных нагрузок при монтаже сохраняет целостность эластомера.
- Повышенная точность посадки: Равномерное распределение напряжений по всей контактной поверхности втулки.
- Увеличение ресурса узла: Предотвращение микросдвигов втулки в посадочном месте при эксплуатации.
- Экологичность: Жидкий азот инертен и не образует токсичных отходов.
| Этап процесса | Температурный режим | Физический эффект |
|---|---|---|
| Погружение втулки в азот | -196°C (кипение азота) | Линейная усадка металла (до 0.3% для стали) |
| Установка в рычаг | -50°C...-70°C (при контакте) | Свободный монтаж в холодном состоянии |
| Прогрев до ambient | +20°C | Термическое расширение → прессовая посадка |
Критически важным является контроль времени выдержки втулки в хладагенте – недостаточное охлаждение не создаст необходимый зазор, а чрезмерное может привести к хрупкости материала. Для стальных втулок оптимальное время составляет 3-5 минут в зависимости от массы и толщины стенки.
Технология требует специального оборудования (криогенные емкости, СИЗ для оператора), но окупается при восстановлении премиальных рычагов сложной формы или дефицитных деталей, где риски механического повреждения недопустимы. Применима только для цельнометаллических втулок без полимерных покрытий.
Контроль посадки: проверка глубины и угла установки
После запрессовки нового сайлентблока в рычаг или проушину критически важен контроль правильности его посадки. Основными параметрами, подлежащими проверке, являются глубина установки относительно посадочного места и угол ориентации, если сайлентблок несимметричен или имеет конструктивные особенности, требующие строго определенного положения. Несоблюдение этих параметров приводит к нарушению геометрии подвески, изменению рабочих характеристик резинометаллического шарнира и его ускоренному разрушению.
Неправильная глубина установки (слишком "глубокая" или "выступающая") может вызвать перекос сайлентблока, неравномерное распределение нагрузок на резиновый элемент и преждевременный износ из-за неправильной деформации. Ошибка в угле установки, особенно для сайлентблоков с эксцентриковой втулкой или специфичной внутренней геометрией, напрямую влияет на углы установки колес (развал-схождение), кинематику подвески, а также создает дополнительные напряжения в резине, сокращая срок ее службы.
Методы и инструменты контроля
Контроль глубины и угла установки требует применения специализированного мерительного инструмента и строгого соблюдения технологических карт производителя узла или восстановительного комплекта:
| Параметр | Инструмент для контроля | Точность |
|---|---|---|
| Глубина установки (осевой сдвиг) | Штангенциркуль с глубиномером, микрометр, специальные калибры-шаблоны | ±0.1 - 0.5 мм (зависит от конструкции) |
| Угол установки (вращательное положение) | Угломер, транспортир, лазерные маркеры, кондукторы с указателями, заводские метки | ±1° - 3° (критично для эксцентриковых втулок) |
Обязательные этапы контроля:
- Визуальный осмотр: Проверка наличия/совпадения заводских меток на втулке сайлентблока и рычаге.
- Измерение глубины: Замер расстояния от опорной поверхности рычага (проушины) до торца внешней или внутренней втулки сайлентблока в нескольких точках по окружности. Сравнение с номинальным значением из ТУ.
- Проверка угла:
- Совмещение меток (если есть).
- Измерение угла между осью сайлентблока и базовой плоскостью рычага/оси симметрии проушины с помощью угломера.
- Использование кондукторов или пресс-фитингов с угловыми указателями.
- Сравнение с допусками: Все полученные значения должны строго соответствовать допускам, указанным в технической документации на ремонт или установку конкретного узла.
Итоговая проверка глубины и угла установки должна проводиться после каждой операции запрессовки сайлентблока. Обнаружение отклонения за пределы допустимых значений требует немедленной корректировки (допрессовки, поворота) или, при невозможности исправления без повреждения, замены сайлентблока. Игнорирование этого этапа сводит на нет всю работу по восстановлению и гарантирует проблемы в эксплуатации.
Вулканизация резины: восстановление оригинальных элементов
Восстановление сайлентблоков методом вулканизации позволяет регенерировать изношенные резиновые элементы без замены металлической обоймы. Технология основана на повторном формировании резинового слоя непосредственно в пресс-форме, где происходит термическая обработка сырой резиновой смеси. Этот процесс обеспечивает молекулярное сцепление нового материала с металлическими поверхностями оригинальной детали.
Ключевым этапом является тщательная подготовка обоймы: остатки старой резины удаляются пескоструйной обработкой, поверхность обезжиривается и наносится специальный клеевой состав. В подготовленную форму заливается сырая резиновая смесь, после чего деталь помещается в вулканизационный пресс. Под воздействием температуры (140-160°C) и давления смесь полимеризуется, приобретая эластичность и прочность оригинального изделия.
Преимущества вулканизационного восстановления
- Сохранение геометрии - Точное повторение заводских размеров за счет оригинальной обоймы
- Повышенная износостойкость - Возможность использования составов резины с улучшенными характеристиками
- Экономия ресурсов - Снижение затрат на 40-60% по сравнению с покупкой новых оригинальных деталей
- Экологичность - Уменьшение количества металлолома за счет повторного использования обойм
| Параметр | Оригинальный сайлентблок | Восстановленный сайлентблок |
|---|---|---|
| Твердость резины (ед. Шора) | 70-75 | 75-80 (регулируемая) |
| Ресурс при нагрузке 1000 кг | 80-100 тыс. км | 70-90 тыс. км |
| Температурный диапазон | -40°C...+110°C | -50°C...+130°C |
Качество восстановления напрямую зависит от соблюдения технологических параметров вулканизации: времени выдержки под прессом, равномерности прогрева и состава резиновой смеси. Современные клеевые системы обеспечивают адгезию на уровне 3-5 МПа, что превышает прочность самой резины. Для критичных узлов рекомендуется использовать смеси с добавлением армирующих микрочастиц, повышающих усталостную прочность на 15-20%.
Тестирование после монтажа: проверка на свободный ход и люфты
После установки восстановленных сайлентблоков обязательна комплексная проверка их работоспособности. Основное внимание уделяется отсутствию нештатных зазоров и корректности работы упругого элемента.
Используйте монтировку или специальный рычаг для создания контролируемой нагрузки на подвеску в направлениях рабочего хода детали. Фиксируйте любые аномальные смещения, указывающие на недостаточную запрессовку или деформацию втулки.
Ключевые этапы контроля

- Визуальный осмотр: проверка правильности позиционирования пыльников, отсутствия перекосов и контакта с соседними элементами.
- Статическая нагрузка: приложение усилия для оценки упругой деформации без отрыва рычагов от опор.
- Динамическая проверка: раскачивание узла с амплитудой 10-15 мм для выявления стуков или вибраций.
Критерии брака:
- Звуковые признаки (стук, скрип)
- Видимое биение втулки относительно оси
- Превышение допустимого угла кручения (сверяться с техтребованиями производителя)
Обнаружение люфтов требует немедленного демонтажа для анализа причин: ошибки при прессовке, несоответствие размеров посадочных мест, либо дефект полимерного наполнителя. Результаты теста заносятся в диагностическую карту с указанием параметров:
| Параметр | Норма | Факт |
| Угол продольного отклонения | ≤ 3° | - |
| Поперечное смещение | 0 мм | - |
| Возврат в исходное положение | Полный | - |
Границы восстановления: когда требуется замена рычага целиком
Восстановление сайлентблоков экономически оправдано при локальных дефектах втулки или трещинах в наружном металлическом корпусе. Однако существуют критические повреждения рычага подвески, при которых ремонт становится технически невозможным или опасным. Определение этих границ – ключевой фактор безопасности.
Замена рычага целиком обязательна при выявлении необратимых деформаций его силовой конструкции. К ним относятся: глубокие коррозионные поражения, затрагивающие более 30% толщины металла; сквозные трещины в зонах крепления к кузову или шаровым опорам; изменения геометрии (изгибы, скручивание) вследствие ДТП. Попытки сварки или усиления таких дефектов нарушают целостность материала и ускоряют усталостное разрушение.
Неприемлемые для ремонта повреждения
Основные критерии замены рычага:
- Деформация посадочных мест – если отверстия под сайлентблоки овальные или смещены относительно оси
- Критическая коррозия – расслоение металла в ответственных зонах (особенно на сварных швах)
- Наличие усталостных трещин длиной свыше 5 мм, расходящихся от точек концентрации напряжений
Технологии наплавки или армирования композитами бессильны при:
- Потере жесткости конструкции из-за множественных микротрещин
- Отслоении антикоррозионного покрытия на 70% поверхности
- Разрушении штампованных элементов в многорычажных системах
| Тип дефекта | Допустимый ремонт | Требует замены рычага |
| Трещина втулки сайлентблока | Замена втулки | Нет |
| Коррозия крепежных проушин | Локальное усиление | При уменьшении толщины металла >50% |
| Изгиб продольной балки | Недопустим | Любое отклонение от геометрии |
Список источников
При подготовке материала о восстановлении сайлентблоков использовались специализированные технические публикации, отраслевые стандарты и практические руководства по ремонту подвески автомобилей. Основное внимание уделялось современным полимерным композитам и методам вулканизации резины.
Ключевые данные получены из профильных изданий по автомобильному сервису, материаловедению и технологиям ремонта узлов трения. Источники включают исследования свойств полиуретановых составов, сравнительные анализы заводских и восстановленных деталей, а также нормативы по безопасной эксплуатации.
- ГОСТ Р 52750-2007 "Шарниры резинометаллические. Технические условия"
- Журнал "Автомобильная промышленность": Статья "Регенерация резинотехнических изделий методом холодной вулканизации" (№4, 2021)
- Практическое руководство "Ремонт подвески легковых автомобилей" (изд. "За рулём", 2020 г.)
- Научный обзор "Полиуретаны в автомобилестроении" (МАДИ, 2019)
- Технический отчёт НИИ Автомобильного Транспорта "Испытания восстановленных сайлентблоков" (2022)
- Материалы конференции "Современные технологии автосервиса": Доклад "Адгезионная обработка металлокорда" (2023)
- Справочник "Резиновые смеси для ремонта РТИ" (химико-технологическое издательство, 2018)