ВАЗ-2101 - Характеристики двигателя, ремонт и сборка
Статья обновлена: 01.03.2026
Двигатель ВАЗ-2101 стал сердцем легендарного "Жигуля", заложив основу для миллионов советских и российских автомобилей.
Этот силовой агрегат 1.2 литра с верхним расположением распредвала отличался простотой конструкции и ремонтопригодностью.
В статье подробно разберем его технические параметры, типичные неисправности, особенности капитального ремонта и нюансы правильной сборки.
Диагностика неисправностей: стуки, повышенный расход масла, падение мощности
Стуки в двигателе ВАЗ-2101 требуют немедленной диагностики, так как могут сигнализировать о серьезных неполадках. Характер стука помогает определить его источник: звонкий металлический стук на высоких оборотах часто указывает на детонацию, тогда как глухой стук в нижней части блока – на износ коренных подшипников коленвала.
Повышенный расход масла и падение мощности двигателя часто взаимосвязаны. Угар масла в цилиндрах, сопровождаемый сизым дымом из выхлопной трубы, говорит об износе маслосъемных колпачков или поршневых колец. Одновременно это приводит к снижению компрессии и потере мощности.
Методы диагностики основных неисправностей

-
Диагностика стуков:
- Используйте стетоскоп для локализации источника звука
- Характерные стуки:
- Клапанный стук – частый, звонкий, пропадает при регулировке зазоров
- Стук шатунного подшипника – глухой, усиливается при нагрузке на цилиндр
- Стук коренных подшипников – низкий, гулкий, усиливается с ростом оборотов
- Проверьте уровень масла и давление в системе смазки
-
Диагностика повышенного расхода масла:
- Визуальный осмотр:
- Наличие подтеков масла на двигателе (сальники, прокладки)
- Цвет выхлопных газов: сизый дым – признак попадания масла в камеру сгорания
- Измерение компрессии: низкая компрессия в одном или нескольких цилиндрах указывает на износ колец или цилиндров
- Проверка состояния маслосъемных колпачков (через свечные отверстия)
- Визуальный осмотр:
-
Диагностика падения мощности:
- Проверка системы зажигания:
- Состояние свечей зажигания и высоковольтных проводов
- Правильность установки угла опережения зажигания
- Проверка системы питания:
- Чистота воздушного фильтра и топливных жиклеров
- Работа ускорительного насоса карбюратора
- Замер компрессии во всех цилиндрах
- Оценка состояния выпускной системы (сопротивление глушителя)
- Проверка системы зажигания:
Ремонт ГБЦ: шлифовка поверхности, замена клапанов и направляющих
Проверка плоскости ГБЦ осуществляется поверочной линейкой и щупом. Допустимое отклонение – не более 0,05 мм по всей поверхности. При превышении нормы требуется шлифовка на специальном станке. Максимально допустимый слой металла, снимаемый за все операции шлифовки, составляет 0,3 мм для алюминиевой ГБЦ ВАЗ-2101.
Перед заменой клапанов и направляющих втулок обязательна дефектовка седел клапанов и самих гнёзд. Изношенные направляющие выпрессовываются съёмником, новые втулки охлаждаются в жидком азоте или нагреваются до 150°C перед запрессовкой. Посадка должна обеспечивать натяг 0,03-0,06 мм.
Последовательность замены клапанов и направляющих
- Демонтаж старых компонентов:
- Снять сухарики и пружины клапанов специнструментом
- Выбить направляющие втулки оправкой со стороны камеры сгорания
- Подготовка новых деталей:
- Замер зазора между стержнем клапана и новой направляющей (0.02-0.05 мм)
- Притирка клапанов абразивной пастой для герметичности
- Установка:
- Запрессовка охлаждённых втулок с контролем глубины посадки
- Развёртывание отверстий под клапаны после запрессовки
- Монтаж маслосъёмных колпачков и пружин
Контроль после ремонта: обязательная проверка герметичности клапанов керосином (допустимая утечка – не более 1 капли за 3 минуты) и измерение выступания тарелок пружин над плоскостью ГБЦ (2.5-3.5 мм).
| Параметр | Норма для ВАЗ-2101 | Критичное значение |
| Зазор в направляющих | 0.02-0.05 мм | >0.08 мм |
| Высота ГБЦ после шлифовки | не менее 95.75 мм | <95.45 мм |
| Усилие сжатия пружин | 23-26 кг (впуск) 48-54 кг (выпуск) | -20% от нормы |
Важно: после шлифовки ГБЦ необходимо увеличить толщину прокладки на величину снятого слоя металла для сохранения степени сжатия. При замене клапанов обязательна регулировка тепловых зазоров в приводе после сборки двигателя.
Замена вкладышей коленвала и шатунов: подбор и установка
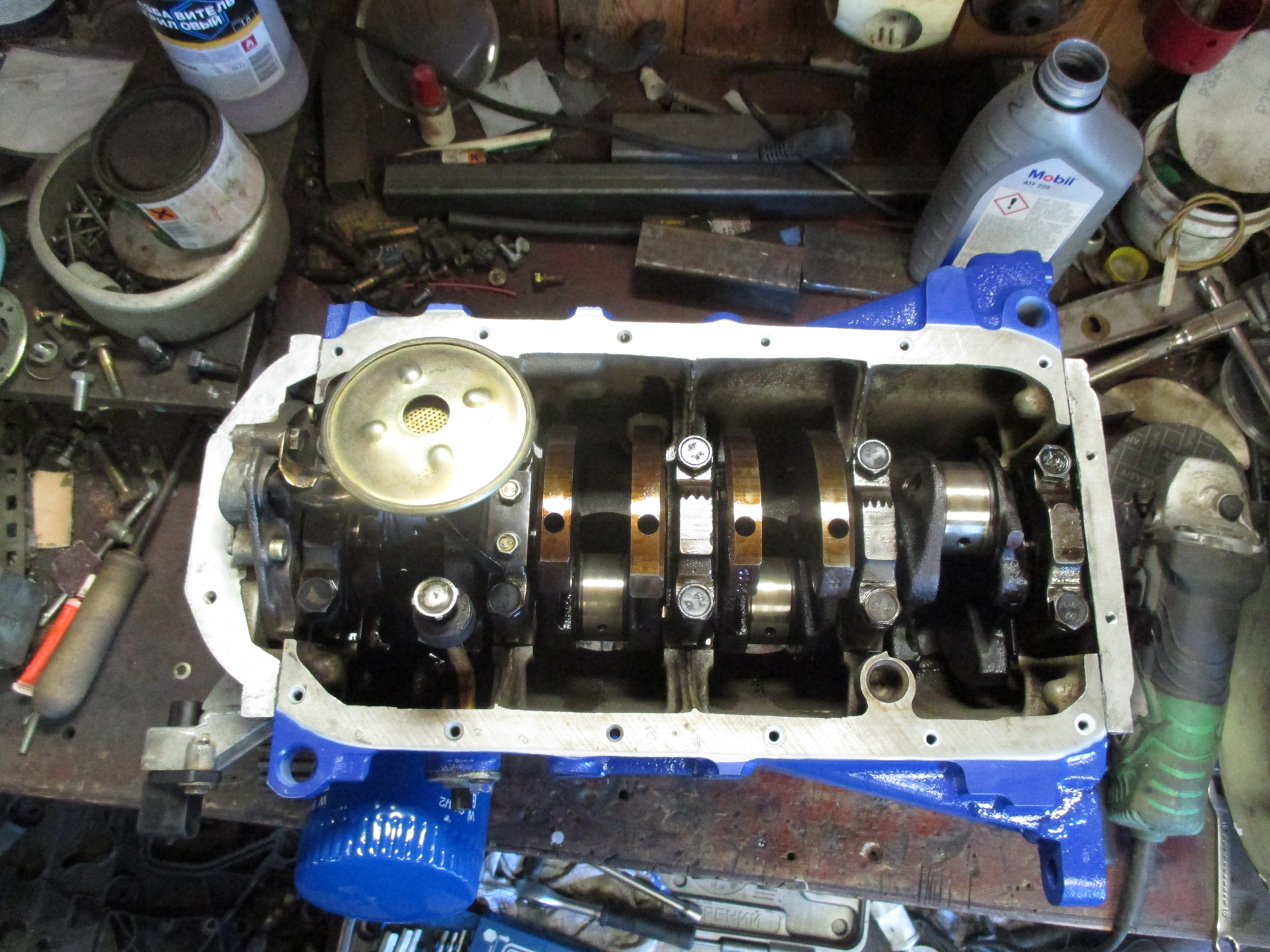
Подбор новых вкладышей требует обязательного замера износа коленчатого вала микрометром и определения фактических зазоров с помощью калибровочной проволоки или пластикового индикатора. Номинальный диаметр шеек вала ВАЗ-2101 составляет 47,830–47,850 мм для коренных и 47,830–47,842 мм для шатунных, а допустимый зазор – 0,026–0,073 мм. При превышении износа 0,07 мм требуется шлифовка вала под ремонтные размеры вкладышей (+0,25, +0,50, +0,75, +1,00 мм), при этом шатунные и коренные вкладыши имеют разные типоразмеры и не взаимозаменяемы.
Перед установкой тщательно очистите постели блока цилиндров и шатунов от грязи, остатков старого масла и следов износа. Убедитесь в отсутствии забоин и царапин на посадочных поверхностях. Смажьте рабочие поверхности новых вкладышей моторным маслом, а тыльную сторону – графитовой смазкой для улучшения теплопередачи. Вкладыши должны плотно прилегать к постелям без перекосов – выступание краев допускается не более 0,02 мм. Фиксирующие усики должны точно совпадать с пазами в постелях.
Порядок установки и контроль зазоров
- Уложите нижние вкладыши в крышки шатунов и коренных подшипников, верхние – в блок и шатуны
- Установите коленвал, смазав шейки обильным слоем масла
- Нанесите монтажную смазку на болты шатунных и коренных крышек
- Затяните коренные крышки с моментом 68–84 Н·м (постепенно от центра к краям)
- Затяните шатунные болты моментом 51–62 Н·м (равномерно в два приёма)
- Проверьте проворачивание вала – движение должно быть плавным, без заеданий
Контроль зазоров обязателен после затяжки: используйте пластиковый индикаторный щуп, укладывая его на шейку перед монтажом крышки. Ширина щупа должна перекрывать шейку минимум на 25%. После затяжки снимите крышку и по шкале на упаковке щупа определите фактический зазор. Альтернативный метод – измерление внутреннего диаметра вкладышей нутромером с последующим расчётом разницы с диаметром шейки.
| Тип вкладыша | Номинальный размер (мм) | Допустимый зазор (мм) | Макс. зазор под замену |
|---|---|---|---|
| Коренной (верхний/нижний) | 50,000–50,006 | 0,026–0,073 | 0,10 |
| Шатунный | 47,833–47,842 | 0,026–0,073 | 0,08 |
Важно: при установке ремонтных вкладышей после шлифовки вала все подшипники должны быть одного ремонтного размера. Запрещается смешивать вкладыши разных групп или использовать старые крышки с новыми вкладышами без проверки натяга. После сборки прокрутите коленвал стартером без установки свечей для распределения масла.
Притирка клапанов: инструменты и технология выполнения
Притирка клапанов необходима для обеспечения герметичности седла клапана и его тарелки после фрезеровки ГБЦ или при наличии дефектов рабочей поверхности. Некачественная притирка приводит к потере компрессии, прогару клапана и перегреву двигателя.
Перед началом работ головку блока цилиндров тщательно очищают от нагара и промывают. Каждый клапан маркируется для установки строго на свое место. Обязательно проверяется состояние направляющих втулок и стержней клапанов – при значительном износе притирка бесполезна.
Инструменты для притирки

Основные приспособления включают:
- Притирочная паста: абразивная смесь (чаще двухкомпонентная - грубая и тонкая).
- Присоска-держатель: резиновая или магнитная насадка для вращения клапана.
- Дрель или ручной вороток: для механизации процесса (дрель используется на минимальных оборотах).
- Ветошь и растворитель: для удаления остатков абразива после обработки.
Технология выполнения притирки:
- Нанести тонкий слой грубой пасты на фаску клапана.
- Установить клапан в направляющую втулку, прижать тарелку к седлу с помощью присоски.
- Совершать возвратно-вращательные движения (около 1/4 оборота вперед-назад) с легким прижимом. Для механической притирки использовать дрель на 500-700 об/мин.
- Периодически приподнимать клапан для распределения пасты. Грубая обработка завершается при появлении сплошной матовой полосы шириной 1.5-2 мм на фасках клапана и седла.
- Тщательно удалить грубую пасту ветошью с растворителем.
- Повторить процесс с тонкой пастой до образования равномерной узкой матовой полосы.
- Очистить ГБЦ и клапаны от абразива двукратной промывкой керосином или бензином.
Контроль качества:
- Карандашный тест: нарисовать линии карандашом поперек фаски клапана, вставить в седло и слегка провернуть. Полное стирание линий указывает на герметичность.
- Заливка керосина: заполнить камеру сгорания керосином через впускной/выпускной канал. Отсутствие протечек в течение 2-3 минут подтверждает герметичность притирки.
Сборка коленвала с шатунами и поршневой группой: порядок и моменты затяжки
Перед установкой коленчатого вала (коленвала) тщательно очистите постели блока цилиндров и коренные шейки вала, убедившись в отсутствии задиров и царапин. Смажьте моторным маслом коренные и шатунные шейки коленвала, а также вкладыши коренных и шатунных подшипников. Уложите коленвал в блок цилиндров, соблюдая метки положения (обычно противовес первой шатунной шейки направлен в сторону первого цилиндра).
Установите крышки коренных подшипников в соответствии с нумерацией (метки наносятся со стороны привода распределительного вала) и направлением (стрелки к передней части двигателя). Затягивайте болты крепления крышек в два этапа: сначала предварительное усилие, затем окончательный момент. Используйте динамометрический ключ и соблюдайте схему затяжки – от центра к краям.
Порядок сборки и моменты затяжки
Коренные подшипники:
- Затяжка болтов крышек: 41-43 Н·м
- Доворот на угол 60-65° (для болтов с углом затяжки)
Важно: Не вращайте коленвал после затяжки коренных крышек до установки шатунов!
Шатуны и поршневая группа:
- Смажьте поршневые кольца и стенки цилиндров моторным маслом
- Соберите поршни с шатунами (метки на поршне и шатуне должны быть направлены в одну сторону – обычно к передней части ДВС)
- Сожмите поршневые кольца оправкой перед установкой в цилиндр
Затяжка шатунных болтов:
| Этап | Момент затяжки |
|---|---|
| Предварительная затяжка | 51 Н·м |
| Окончательная затяжка | 68-75 Н·м |
Обязательно проверьте свободное вращение коленвала после монтажа каждого шатуна!
Регулировка зазоров клапанов и установка цепи ГРМ после сборки
.jpg)
Установка цепи ГРМ выполняется при совпадении меток коленчатого и распределительного валов. Коленчатый вал фиксируется по длинной риске на шкиве, совмещенной с меткой крышки масляного насоса. Звездочка распредвала выставляется так, чтобы отлив на её ступице совпал с приливом задней крышки привода ГРМ. Цепь надевается на звёзды, после чего монтируется натяжитель с башмаком. Ослабьте гайку натяжителя для автоматической подтяжки цепи пружиной, затем затяните гайку. Проверните коленвал на два оборота и перепроверьте совпадение меток.
Регулировка зазоров клапанов осуществляется на холодном двигателе при положении поршня 1-го цилиндра в ВМТ такта сжатия (метки совпадают). Номинальные зазоры: впускные клапаны – 0.15 мм, выпускные – 0.20 мм. Регулировка производится в два этапа с поворотом коленвала на 180° между этапами. Для каждого клапана отпускается контргайка регулировочного винта коромысла, выставляется щупом требуемый зазор, после чего контргайка затягивается с проверкой сохранения размера.
Порядок регулировки клапанов
- ВМТ 1-го цилиндра: Регулируются клапаны:
- Цилиндр 1: выпускной (№1), впускной (№2)
- Цилиндр 4: выпускной (№7), впускной (№8)
- Поворот коленвала на 180°: Регулируются клапаны:
- Цилиндр 3: выпускной (№5), впускной (№6)
- Цилиндр 2: выпускной (№3), впускной (№4)
После регулировки всех клапанов проведите контрольный замер зазоров. Щуп должен входить с лёгким защемлением. При отклонениях повторите регулировку. Убедитесь в свободном вращении распредвала после завершения работ.
Список источников
При подготовке материалов о двигателе ВАЗ-2101 использовались специализированные технические документы и профильные издания. Основное внимание уделялось официальным руководствам и проверенным практическим пособиям по ремонту.
Следующие источники содержат детальные сведения об устройстве, технических параметрах и методиках восстановления силового агрегата. Они включают как классическую литературу советского периода, так и современные справочники.
Ключевые материалы
- Руководство по ремонту ВАЗ-2101 (изд. АвтоВАЗ, 1983 г.)
- Каталог деталей двигателя ВАЗ-2101 (техническая документация завода-изготовителя)
- Главы 3-5 из книги "Устройство автомобилей ВАЗ" (Ю.А. Долматовский, Машиностроение, 1978)
- Статья "Особенности сборки распредвала классических Жигулей" (журнал "За рулём", №4, 1991)
- Раздел "Система охлаждения" в Справочнике автослесаря (под ред. В.И. Ксеневича, 2005)
- Методические рекомендации "Регулировка клапанов ВАЗ-2101" (НИИ Автопром, тех. бюллетень №17)