Инструменты для кузовного ремонта - как выбрать и восстановить автомобиль
Статья обновлена: 01.03.2026
Кузов автомобиля – его защита и лицо. Даже незначительные вмятины, царапины или коррозия требуют профессионального вмешательства.
Качественный ремонт невозможен без правильных инструментов. От молотков и споттеров до стапелей и окрасочного оборудования – каждый этап восстановления геометрии и лакокрасочного покрытия диктует свои требования.
Выбор подходящего инструментария определяет не только скорость работы, но и точность, долговечность и эстетику конечного результата.
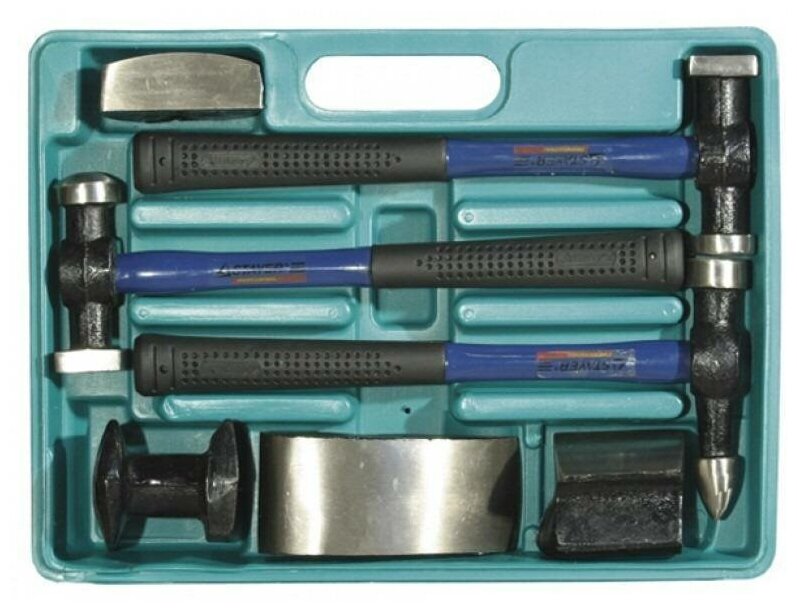
Ручные инструменты для рихтовки вмятин
Ручная рихтовка кузова требует специализированных инструментов для точного восстановления геометрии металла без замены поврежденных участков. Качественный результат зависит от правильного подбора приспособлений и понимания их функционального назначения.
Профессионалы используют комбинацию нескольких типов инструментов в зависимости от локализации повреждения, глубины вмятины и толщины металла. Технология ручной правки минимизирует тепловые деформации и сохраняет заводское лакокрасочное покрытие.
Основные категории инструментов
Ударные приспособления:
- Рихтовочные молотки с выпуклыми и плоскими бойками
- Древесные и полимерные киянки для деликатных работ
- Обратные молотки с вакуумными/клеящимися насадками
Опорные инструменты:
- Рихтовочные ложки разной кривизны
- Поддержки (наковальни) с фигурными рабочими профилями
- Стальные гладилки для выравнивания поверхностей
Вспомогательные устройства:
| Инструмент | Назначение |
| Споттеры | Точечная сварка крепежей для вытягивания |
| Рамные захваты | Фиксация молотков в труднодоступных зонах |
| Гибкие валы | Передача усилия на скрытые участки панелей |
Критически важным при выборе является соответствие формы инструмента кривизне ремонтируемой поверхности. Неподходящий профиль рабочей части создает локальные напряжения и дополнительные деформации.
Гидравлические вытягиватели для сложных деформаций
При значительных повреждениях кузова, таких как глубокие вмятины, перекосы силовых элементов (лонжеронов, поперечин) или сложные деформации после серьезных ДТП, обычные ручные инструменты оказываются недостаточно эффективными и требуют чрезмерных физических усилий. Для восстановления геометрии в таких случаях незаменимы гидравлические вытягиватели.
Гидравлический принцип действия обеспечивает мощное, контролируемое и плавное усилие, необходимое для выправления металла без риска его разрыва или дополнительной деформации. Основой инструмента является гидравлический цилиндр (домкрат), приводимый в действие ручным насосом (часто интегрированным в корпус) или отдельным пневмо- или электрогидравлическим насосом.
Применение и ключевые особенности

Гидравлические вытягиватели используются для решения широкого спектра сложных задач кузовного ремонта:
- Вытягивание вмятин с труднодоступных участков кузова (центра крыши, стойки, пороги).
- Восстановление геометрии силовых элементов каркаса кузова (лонжероны, усилители бампера, поперечины).
- Исправление перекосов дверных проемов, проемов капота и багажника.
- Выправление деформаций рамы (для рамных автомобилей).
- Устранение сложных комбинированных деформаций, где повреждения затрагивают несколько зон.
Ключевые особенности, делающие их незаменимыми:
- Высокое тяговое усилие: Способность создавать усилие в несколько тонн и более, недостижимое для ручных инструментов.
- Плавность и контроль: Гидравлика позволяет прикладывать усилие постепенно и точно дозировать его, что критично для контролируемого выправления металла.
- Универсальность крепления: Использование цепей, захватов (когтей), крюков и адаптеров для надежной фиксации к стапелю, кузову или другим точкам опоры.
- Длина хода штока: Возможность вытягивать деформации на значительное расстояние за один цикл.
- Специализированные насадки: Наличие комплекта насадок (колунов, скоб, протекторов) для точечного приложения усилия и защиты поверхности кузова.
Типичные параметры гидравлических вытягивателей:
| Параметр | Типичные значения/Особенности |
| Тяговое усилие | От 2 до 10 тонн и более (в зависимости от модели) |
| Длина хода штока | 150 мм - 300 мм (важный параметр для глубоких деформаций) |
| Тип привода | Ручной насос, пневмогидравлический насос, электрогидравлический насос |
| Способ крепления | Цепи, крюки, захваты, адаптеры для крепления к стапелю |
| Комплектация | Набор цепей, когтей, скоб, протекторов, удлинителей |
Использование гидравлических вытягивателей в комплексе с измерительной системой (стапелем) является основой профессионального восстановления геометрии кузова после тяжелых повреждений, обеспечивая точность, безопасность и эффективность ремонта.
Споттеры: принцип работы и применение
Споттер – это специализированный сварочный аппарат контактной точечной сварки, используемый для ремонта кузовных панелей без сквозного прожига металла. Принцип работы основан на пропускании кратковременного импульса электрического тока высокой силы через точку контакта между электродом аппарата и металлической поверхностью. Это вызывает мгновенный нагрев и расплавление металла в строго локализованной зоне, обеспечивая надежное точечное соединение.
Ключевое отличие от обычной сварки – споттер работает через один контактный электрод, в то время как второй контакт обеспечивается массой, закрепленной на кузове автомобиля. Управление длительностью и силой импульса позволяет точно дозировать тепловложение, минимизируя деформацию тонкого листового металла.
Основные функции и операции
Современные споттеры поддерживают несколько режимов работы, критически важных для кузовного ремонта:
- Приварка крепежных элементов: шпилек, шайб, крючков или проволоки для последующего вытягивания вмятин.
- Обратный молоток: вытягивание дефектов с помощью приваренного крепежа и механической силы.
- Угловая сварка: точечное присоединение заплаток или новых панелей в труднодоступных местах.
- Прогрев (термоусадка): снятие напряжений металла локальным нагревом.
| Применение | Преимущество |
|---|---|
| Ремонт вмятин без демонтажа | Сохранение заводского ЛКП на неповрежденных участках |
| Замена фрагментов кузова | Минимальная термическая деформация панелей |
| Работа с алюминием | Специальные режимы для цветных металлов |
| Восстановление геометрии каркаса | Точное контролируемое усилие при вытягивании |
Критически важно использовать споттер с системой активного охлаждения электрода для предотвращения перегрева и обеспечения стабильности сварных точек при серийных операциях. Современные модели оснащаются цифровым управлением параметрами сварки под разные толщины металла и типы крепежа.
Выбор молотков и поддержек для выправления металла

Ключевым этапом кузовного ремонта является подбор специализированных молотков и поддержек (наковален), обеспечивающих точное выравнивание деформированных металлических поверхностей. Каждый тип инструмента выполняет конкретную задачу в зависимости от характера повреждения, толщины металла и требуемого уровня финишной обработки. Неправильный выбор может усугубить дефекты или создать дополнительные напряжения в материале.
Основные критерии выбора включают форму рабочей части, вес инструмента и материал изготовления. Молотки с закругленными бойками предназначены для вытягивания впадин, тогда как плоские или слегка выпуклые – для правки выпуклостей. Поддержки должны точно соответствовать контуру ремонтируемой зоны, обеспечивая равномерное распределение ударной нагрузки без образования резких граней.
Типы молотков для кузовного ремонта
- Рихтовочные (вытягивающие): Узкая заостренная или шарообразная головка для точечного вытягивания глубоких вмятин изнутри наружу.
- Прямые: Плоская или слегка выпуклая ударная поверхность для правки мелких выпуклостей и финального выравнивания.
- Рельефные (фасонные): Специализированные профили (крестообразные, желобчатые) для работы со сложными изгибами и ребрами жесткости.
- Резиновые/полиуретановые: Для деликатной правки без риска растяжения тонкого металла.
Классификация поддержек (наковален)
| Тип | Форма | Применение |
|---|---|---|
| Универсальные | Прямоугольная, двусторонняя | Ровные участки, базовые операции |
| Фигурные | Цилиндрическая, вогнутая/выпуклая | Арки колес, стойки, сложные кривизны |
| Крюкообразные | Изогнутое основание | Труднодоступные зоны (внутри порогов, за усилителями) |
| Миниатюрные | Малая площадь контакта | Локальные дефекты, точечные удары |
Важно: Для сложных работ используйте наборы сменных насадок. Комбинируйте тяжелые поддержки (500-1000г) с ударными молотками при грубой правке, а легкие (200-300г) – с киянками для финишных операций. Избегайте перекрестных ударов – направление силы молотка должно строго совпадать с осью поддержки.
- Оцените глубину и локализацию деформации: Глубокие вмятины требуют точечных молотков и мини-наковален, волнообразные дефекты – протяженных поддержек.
- Подберите дуэт по массе: Масса поддержки должна в 2-3 раза превышать вес молотка для гашения вибраций.
- Проверьте эргономику: Инструмент должен надежно фиксироваться в руке, исключая соскальзывание при ударе.
- Используйте цветовую маркировку: Наковальни с окрашенными рабочими зонами предотвращают случайное соударение с чистым металлом.
Стапельные системы для восстановления геометрии
Стапельные системы представляют собой технологичное оборудование для точного восстановления геометрии кузова автомобиля после деформации. Их конструктивная основа – жесткая рама с измерительной системой, фиксирующая транспортное средство в процессе ремонта. Технология позволяет контролировать и корректировать положение силовых элементов кузова с точностью до миллиметра, что критично для безопасности и эксплуатационных характеристик.
Работа на стапеле начинается с фиксации автомобиля за специальные точки крепления, предусмотренные производителем. Далее выполняется диагностика с использованием электронных или механических измерительных систем (3D-лазеры, микрометрические линейки), выявляющая отклонения контрольных точек кузова от эталонных значений. На основе этих данных разрабатывается стратегия вытягивания деформированных зон.
Ключевые аспекты применения стапелей
Основные типы стапельных систем включают:
- Платформенные стапели: автомобиль крепится на жесткой платформе, гидравлические силовые агрегаты (струбцины, цепи) монтируются непосредственно к раме стапеля.
- Рамочные системы: используют пространственную раму вокруг авто, обеспечивая доступ к точкам вытяжки с разных направлений.
- Гибридные комплексы: сочетают платформу с верхней рамой для сложных многоуровневых деформаций.
При вытягивании применяются гидравлические комплекты:
- Силовые стойки с цепными захватами
- Гидравлические насосы высокого давления
- Компенсаторы обратного усилия
- Адаптеры под специфичные точки кузова
Критерии выбора системы:
| Фактор | Значение |
| Точность измерений | ±1 мм для электронных 3D-систем |
| Универсальность креплений | Поддержка моделей от микролитражек до внедорожников |
| Мощность гидравлики | Не менее 10 тонн для сложных деформаций |
Этап контрольной проверки геометрии после вытяжки обязателен – даже незначительные остаточные отклонения влияют на управляемость и износ ходовой части. Современные системы интегрируются с диагностическими базами данных производителей, содержащими эталонные параметры тысяч моделей.
Измерительные линейки для контроля параметров кузова
Измерительные линейки – специализированный инструмент для точной диагностики геометрии кузова после аварий или коррозии. Они позволяют зафиксировать контрольные точки кузова (отверстия, болты, шпильки) и сравнить их положение с эталонными данными производителя автомобиля. Без точных замеров невозможно корректно восстановить силовую структуру кузова, что критично для безопасности и управляемости.
Линейки бывают разных типов: универсальные телескопические системы с адаптерами под конкретные модели авто, лазерные измерители для быстрого сканирования крупных плоскостей, а также электронные системы с цифровой индикацией отклонений. Ключевые параметры выбора – диапазон измерений, точность (обычно ±1 мм), совместимость с ремонтными стендами и базами данных.
Типы и особенности применения
- Телескопические линейки: Состоят из штанг и сменных наконечников. Используются для точечных замеров между симметричными контрольными точками (например, лонжероны). Требуют ручной фиксации и вычислений.
- Электронные системы: Оснащены датчиками и ПО. Автоматически сравнивают данные с эталоном, выводя отклонения на экран. Незаменимы для сложных деформаций.
- Лазерные проекторы: Создают сетку контрольных точек на кузове. Позволяют визуально оценить кривизну панелей, но менее точны для скрытых элементов.
| Параметр | Телескопические | Электронные | Лазерные |
|---|---|---|---|
| Точность | ±1-2 мм | ±0.5 мм | ±3-5 мм |
| Скорость работы | Низкая | Высокая | Средняя |
| Стоимость | Низкая | Высокая | Средняя |
Важные правила использования: Замеры проводятся на автомобиле, установленном на ровной платформе без нагрузки (сняты колеса, двери, багажник). Контрольные точки должны быть очищены от грязи и краски. Все результаты фиксируются в протокол, который сверяется с допусками производителя (обычно не более ±3 мм для несущих элементов).
Инструменты для удаления сварных точек
Сварные точки – распространённый метод соединения металлических панелей в кузовах автомобилей. Их демонтаж требуется при замене повреждённых секций кузова, восстановлении геометрии или ремонте после ДТП, где необходимо аккуратно разделить детали без деформации окружающего металла.
Некорректный подбор инструмента или грубое удаление точек приводят к разрыву металла, увеличению зоны ремонта и сложностям при последующей установке новой детали. Использование специализированного оборудования обеспечивает точность, скорость и сохранность базового слоя.
Основные виды инструментов
Для удаления сварных точек применяются следующие категории инструментов:
- Сверла по сварным точкам: Специальные ступенчатые свёрла с центрирующим остриём. Автоматически позиционируются на точке, снимая верхний слой металла до основания контакта. Требуют дрели или пневмоинструмента.
- Резцы (зубила) для сварных точек: Ручные инструменты с заострённым или клиновидным наконечником. Вбиваются молотком между панелями для разъединения точки. Требуют аккуратности из-за риска деформации кромок.
- Пневматические/электрические дыроколы (спот-каттеры): Мощный профессиональный инструмент. Использует вращающуюся фрезу или пуансон для быстрого высверливания точки насквозь. Часто оснащены ограничителем глубины.
- Углошлифовальные машины (болгарки): Применяются с тонкими отрезными дисками для среза шляпки точки. Требуют высокого навыка из-за риска прорезать основную панель.
Ключевые критерии выбора инструмента:
| Толщина металла | Определяет мощность оборудования и тип резца/сверла |
| Доступ к точке | Влияет на выбор компактных ручных инструментов или угловых адаптеров для дрели |
| Частота работ | Для разовых задач подходят свёрла/резцы, для потоковых – спот-каттеры |
Важный этап после удаления – зачистка остатков металла и подготовка поверхности абразивным инструментом (зачистные диски, лепестковые круги) для обеспечения качественного последующего сваривания новой детали.
Оборудование для аргонно-дуговой сварки (TIG)
Аргонно-дуговая сварка (TIG) незаменима при кузовном ремонте для работы с тонколистовыми металлами, включая алюминий и нержавеющую сталь. Её ключевое преимущество – минимальное тепловложение, предотвращающее деформацию панелей и обеспечивающее высокое качество шва. Это особенно критично при восстановлении геометрии кузова и локальном ремонте без замены деталей.
Процесс основан на создании электрической дуги между неплавящимся вольфрамовым электродом и металлом в среде инертного газа (аргона). Защитный газ блокирует доступ кислорода, исключая окисление и поры в шве. Оборудование позволяет точно контролировать параметры сварки, что обеспечивает аккуратное соединение даже на толщинах от 0.5 мм.
Ключевые компоненты TIG-оборудования

Стандартная комплектация для кузовных работ включает:
- Инверторный источник тока с функциями:
- Пульсирующий режим (снижает тепловыделение)
- Плавная регулировка силы тока (5-200 А)
- Заварка кратера (предотвращает кратеры в конце шва)
- Горелка TIG с:
- Воздушным или водяным охлаждением
- Керамическим соплом для формирования газовой защиты
- Сменными вольфрамовыми электродами (разных диаметров и составов)
- Система подачи газа:
- Баллон с аргоном (чистота 99.98%)
- Редуктор с расходомером (оптимальный расход: 6-12 л/мин)
- Газовые шланги высокого давления
Параметры выбора оборудования для кузовных работ:
| Характеристика | Требование | Причина |
|---|---|---|
| Минимальный ток | От 5 А | Сварка тонкого металла без прожога |
| Вес горелки | До 500 г | Удобство работы в труднодоступных зонах |
| Длина кабеля | ≥ 3 м | Свобода перемещения вокруг автомобиля |
| Габариты аппарата | Компактные | Мобильность в условиях СТО |
Для алюминиевых элементов обязательна функция AC TIG с балансом полярности. Синхронизация подачи присадочного прутка и движения горелки требует навыка, но обеспечивает шов, не требующий шлифовки. Современные аппараты с цифровым управлением позволяют сохранять настройки для типовых операций (ремонт порогов, арок, стоек).
Аппараты контактной сварки в кузовном ремонте
Аппараты контактной сварки обеспечивают восстановление целостности кузова за счёт локального нагрева металла в точках соединения под действием электрического тока. Этот метод создаёт неразъёмные соединения путём расплавления металла в строго заданных зонах под давлением электродов, что минимизирует тепловую деформацию панелей.
В кузовном ремонте преимущественно применяется точечная контактная сварка, имитирующая заводские соединения. Оборудование позволяет работать как с наружными панелями (крылья, двери), так и с силовыми элементами каркаса (стойки, лонжероны), обеспечивая соответствие требованиям безопасности.
Ключевые аспекты применения

Основные типы аппаратов:
- Стационарные подвесные установки – для сварки крупногабаритных деталей
- Мобильные клещи – для локального ремонта в труднодоступных зонах
- Аппараты шовной сварки – для герметичных соединений (баки, глушители)
Преимущества перед альтернативными методами:
- Отсутствие потребности в присадочных материалах
- Сохранение антикоррозийного покрытия на большей площади
- Высокая скорость формирования точки (0.1-0.3 сек)
- Повторяемость заводских параметров прочности
| Контролируемые параметры | Влияние на качество |
| Сила сварочного тока (5-15 кА) | Определяет глубину проплавления |
| Длительность импульса | Предотвращает прожоги тонкого металла |
| Усилие сжатия электродов (200-600 кг) | Обеспечивает плотность контакта |
Современные аппараты оснащаются микропроцессорным управлением с памятью программ для разных толщин металла и автоматической компенсацией падения напряжения в сети. Для работы с алюминиевыми кузовами применяются инверторные источники тока с прецизионным контролем параметров.
Обслуживание требует регулярной зачистки медных электродов и контроля геометрии их рабочей поверхности. Критически важно выполнять тестовые сварки на образцах перед работой с кузовом для подтверждения параметров прочности соединения.
Пневматические дрели и шлифовальные машины

Пневматические дрели обеспечивают высокую мощность при минимальном весе, что критично при длительной работе с толстыми слоями металла или высверливании заклепок. Их компактность позволяет работать в труднодоступных зонах кузова, а отсутствие электродвигателя исключает риск искрообразования при контакте с легковоспламеняющимися составами.
Воздушные шлифовальные машины делятся на орбитальные (для финишной обработки) и прямые (для грубой зачистки). Они не перегреваются при интенсивной эксплуатации, обладают регулировкой оборотов и мгновенной реакцией на включение/выключение. Это предотвращает проскальзывание абразива и снижает риск повреждения тонких панелей.
Ключевые преимущества пневмоинструмента
- Устойчивость к перегрузкам – выдерживают падения и загрязнения
- Высокий крутящий момент на низких оборотах
- Ремонтопригодность и замена изношенных компонентов
| Тип инструмента | Применение в кузовном ремонте | Рекомендуемый расход воздуха (л/мин) |
|---|---|---|
| Угловая шлифмашина | Снятие лакокрасочного слоя, ржавчины | 170-250 |
| Прямая дрель | Высверливание точечных сварных соединений | 140-200 |
| Двойная орбитальная шлифмашина | Финишное выравнивание шпаклевки | 110-160 |
Для стабильной работы требуется подготовка воздушной системы: маслоотделители, регуляторы давления и магистрали диаметром от 10 мм. Недостаточная подача воздуха приводит к падению производительности и ускоренному износу турбин.
Ручные напильники для финишной обработки металла

Ручные напильники применяются для точного выравнивания поверхности металла после шпатлевания или сварки, удаления мелких неровностей и заусенцев. Их использование требует навыков контроля усилия и направления движения для сохранения геометрии ремонтной зоны.
Инструмент подбирается по характеристикам насечки – крупная (драчевая) для быстрого съёма материала, средняя (личная) для промежуточной обработки, мелкая (бархатная) для финишного выглаживания. Узкие и плоские модели эффективны для труднодоступных участков и кромок.
Ключевые особенности применения
- Направление работы – движения выполняются диагонально или крест-накрест относительно дефекта для визуального контроля качества
- Сила нажима – уменьшается по мере устранения неровностей для предотвращения образования новых рисок
- Очистка полотна – регулярная прочистка щёткой-смёткой продлевает ресурс насечки
| Тип насечки | Количество зубьев/дюйм | Назначение |
|---|---|---|
| Драчевая | 5-12 | Грубая обработка, снятие наплывов |
| Личная | 13-26 | Среднее выравнивание поверхности |
| Бархатная | 42-80 | Финишная доводка перед грунтованием |
Важно: При обработке мягких металлов и шпатлёвок используются напильники с защитным антизасаливающим покрытием. После финишного опиливания обязательна очистка поверхности сжатым воздухом для удаления металлической пыли.
Обработка ржавчины: щётки и абразивные инструменты

Удаление коррозии – критически важный этап кузовного ремонта, напрямую влияющий на долговечность восстановленного покрытия. Неполное устранение ржавчины приводит к её повторному распространению под шпатлёвкой или краской, сводя на нет все усилия. Для эффективной очистки металла применяются механические методы с использованием специализированного абразивного инструмента.
Выбор конкретного инструмента зависит от масштаба повреждения, локализации очага коррозии (ровные поверхности, стыки, труднодоступные полости) и требуемой скорости работы. Комбинация разных типов щёток и абразивов часто даёт оптимальный результат, обеспечивая глубокую очистку без излишнего повреждения неповреждённого металла.
Основные виды инструмента
- Проволочные щётки:
- Дисковые (крацовки): Устанавливаются на угловую шлифмашинку (болгарку) или дрель. Эффективны для интенсивного удаления рыхлой ржавчины на больших площадях. Различаются по жёсткости (сталь, латунь, нержавеющая сталь) и форме проволоки (витая, рифлёная). Латунные щетки менее агрессивны к основному металлу.
- Чашечные: Имеют радиальное расположение проволоки. Подходят для обработки сварных швов, кромок, локальных очагов.
- Конические (кистевидные): Предназначены для обработки отверстий, пазов, сложных профилей и труднодоступных мест.
- Абразивные круги и лепестковые диски:
- Зачистные круги (типа "грибок"): Абразивное волокно на тканевой или пластиковой основе. Менее агрессивны, чем крацовки, подходят для финишной зачистки и удаления лакокрасочного покрытия вокруг зоны коррозии.
- Лепестковые диски (КЛТ): Состоят из наложенных друг на друга абразивных "лепестков". Обеспечивают более равномерную и контролируемую обработку поверхности по сравнению с волоконными дисками. Доступны в разной зернистости.
- Шлифовальные круги на вулканитовой основе: Для тонкой шлифовки металла после удаления ржавчины.
- Абразивные материалы для ручной обработки:
- Абразивная шкурка (наждачная бумага): Различной зернистости (Р40-Р80 для грубой зачистки, Р120-Р240 для сглаживания, Р320-Р600 для подготовки под грунт). Применяется вручную или на бруске/держателе.
- Абразивные губки и сетки: Для деликатной обработки криволинейных поверхностей и финишной шлифовки.
Ключевые этапы обработки
- Механическая очистка: Удаление рыхлого слоя ржавчины, старой краски, грязи и продуктов коррозии с помощью проволочных щёток (крацовок, чашечных) или грубых абразивных дисков (Р40-Р80). Цель – обнажение основного металла и плотно держащейся ржавчины.
- Зачистка до "белого металла": Тщательная обработка зоны поражения до появления характерного металлического блеска. Используются лепестковые диски (КЛТ), зачистные круги средней агрессивности или шкурка Р120-Р180. Особое внимание уделяется границам ремонтной зоны – создается плавный переход на неповрежденный металл.
- Финишное выравнивание и подготовка: Сглаживание царапин и микронеровностей абразивом Р240-Р320 (шкурка, губка, сетка или шлифкруги). Поверхность должна быть матовой, чистой и гладкой для обеспечения адгезии преобразователя ржавчины или грунта.
- Обеспыливание и обезжиривание: Обязательная заключительная операция перед нанесением химических препаратов или грунтовки.
Важные соображения
| Безопасность | Использование СИЗ: защитные очки/маска, респиратор, перчатки. Опасность летящей окалины, абразивной пыли, разлетающихся щетинок. |
| Контроль нагрева | Избегайте перегрева металла при работе электроинструментом. Это вызывает деформации и ускоряет коррозию. Применяйте умеренное давление, перемещайте инструмент. |
| Глубина обработки | Удаляйте ржавчину полностью, включая переходную зону. Осторожность на тонком металле – не допускайте сквозного истирания. |
| Обработка скрытых полостей | Для внутренних поверхностей, сварных швов, полостей используйте малые конические щетки, гибкие валы, абразивные ершики. |
Техника выравнивания поверхности шпатлёвкой
Поверхность тщательно очищается от пыли, обезжиривается и высушивается. Удаляются отслаивающиеся слои старого покрытия, ржавчина и остатки коррозии. Обязательно зачищаются края ремонтной зоны для создания плавного перехода. На сухую основу наносится антикоррозийный грунт в местах оголённого металла.
Подбирается тип шпатлёвки в соответствии с глубиной дефекта: грубые составы для впадин свыше 3 мм, финишные – для мелких царапин. Инструмент (резиновые/металлические шпатели) обезжиривается. Компоненты двухкомпонентных смесей смешиваются в точной пропорции до однородности без пузырей воздуха. Готовый состав наносится в течение 5-10 минут до начала полимеризации.
Ключевые этапы нанесения
- Нанесение первого слоя с усилием для адгезии: шпатель под углом 45-60°
- Заполнение дефектов "с запасом" на усадку
- Сушка согласно времени, указанному производителем
- Послойное нанесение (толщина слоя не более 3-5 мм)
- Межслойная шлифовка абразивом P80-P120 после высыхания
Технологические особенности:
- Финишный слой наносится широким шпателем на почти сухую поверхность
- Движения – перекрёстные с минимальным давлением
- Контроль плоскости правилом или лампой-отражателем
Типы шпатлёвок для кузовных работ:
| Тип | Назначение | Время обработки |
|---|---|---|
| Стекловолоконная | Глубокие вмятины, сквозные повреждения | Грубая зачистка через 40 мин |
| Полиэфирная | Выравнивание средних дефектов | Шлифовка через 20 мин |
| Финишная | Устранение микродефектов, пор | Полировка через 15 мин |
Шлифовальные блоки для подготовки под покраску
Шлифовальные блоки – обязательный инструмент для выравнивания шпаклёвки, снятия старого ЛКП и создания идеально гладкой поверхности перед нанесением грунта и краски. Они обеспечивают равномерное распределение усилия, предотвращают локальные продавливания и формируют контролируемую плоскость, что критично для качественной адгезии и эстетики финишного покрытия.
От правильного выбора и использования блока зависит отсутствие "волн", рисок и переходов после окрашивания. Работа без блока приводит к неравномерному стачиванию материала, образованию ям и требует больше времени на устранение дефектов на последующих этапах.
Ключевые аспекты применения
Основные виды блоков:
- Жёсткие (пластиковые/резиновые): для первичного выравнивания шпаклёвки и грубой обработки.
- Полужёсткие (поролоновые с пластиковой основой): универсальны для шлифовки шпаклёвки и грунта.
- Гибкие (резиновые/пенополиуретановые): для финишной обработки сложных криволинейных поверхностей (арки, стойки).
- Специальные (клиновидные, лепестковые): для труднодоступных зон (рёбра жёсткости, внутренние углы).
Критерии выбора:
- Площадь и кривизна обрабатываемой поверхности.
- Требуемая зернистость абразива (P80-P220 для шпаклёвки, P320-P600 для грунта).
- Необходимая жёсткость контакта (жёсткий блок – для плоскостей, гибкий – для рельефа).
Техника работы:
| Движение: | Перекрёстные линейные движения без сильного нажима. |
| Контроль: | Использование направляющего грунта для визуализации неровностей. |
| Абразив: | Своевременная замена засорившейся или изношенной шкурки. |
| Безопасность: | Обязательное применение респиратора и защитных очков. |
Выбор абразивных материалов для разных этапов
Правильный подбор абразива напрямую влияет на качество подготовки поверхности, экономию времени и ресурсов. Каждый этап кузовного ремонта требует специфичных материалов по зернистости, форме и материалу основы для эффективного удаления дефектов без повреждения металла.
Несоответствие абразива задаче приводит к появлению глубоких царапин, перегреву поверхности или неполному удалению покрытий. Грамотная последовательность использования материалов от грубой к тонкой обработке обеспечивает идеальную адгезию материалов и отсутствие видимых переходов после окрашивания.
Этапы работ и рекомендуемые абразивы
| Этап | Задача | Абразивный материал | Зернистость (P) |
|---|---|---|---|
| Первичная обработка | Удаление ржавчины, старой краски | Лепестковые круги, фибровые диски | 40-80 |
| Шлифовка шпаклевки | Выравнивание поверхности, удаление излишков | Сетчатые абразивы, орбитальные шкурки | 80-180 |
| Подготовка под грунт | Создание шероховатости для адгезии | Водостойкая наждачная бумага | 240-320 |
| Межслойная шлифовка | Устранение дефектов грунтовки | Мягкие пневматические блоки, губчатые абразивы | 400-600 |
| Финишная полировка | Удаление микропор, оранжевой корки | Полировальные пасты, микроабразивные губки | 1500-3000+ |
Ключевые критерии выбора:
- Для криволинейных поверхностей – гибкие абразивы на тканевой основе
- При работе с алюминием/тонким металлом – нетканые материалы для минимизации прожогов
- Для мокрой шлифовки – специализированные водостойкие шкурки
Комбинация механизированных и ручных методов с поэтапным уменьшением зернистости гарантирует отсутствие скрытых дефектов. Особое внимание уделяют чистоте перехода между зонами обработки – для этого используют абразивные липучки с постепенным уменьшением зерна в пределах 50 единиц.
Оборудование для обезжиривания поверхности
Качественное обезжиривание – обязательный этап подготовки кузова перед шпатлеванием, грунтованием или покраской. Остатки масел, консервационных составов, полиролей или технологических смазок нарушают адгезию материалов, провоцируют кратеры, отслоения и коррозию. Без полного удаления жировых загрязнений невозможно гарантировать долговечность ремонта.
Современное оборудование для обезжиривания обеспечивает равномерное нанесение химических составов, проникновение в микропоры металла и эффективное растворение органических плёнок. Оно минимизирует ручной труд, сокращает время обработки и исключает пропуски участков. При выборе учитывают тип загрязнений, площадь поверхности, совместимость с химикатами и требования к экологической безопасности.
Классификация оборудования
- Ручные распылители (аэрозольные баллончики): Компактные, подходят для точечного ремонта. Не требуют подключения, но имеют высокую стоимость реагента на единицу площади и ограниченный объём.
- Пневматические пистолеты с бачком: Подключаются к компрессору. Позволяют регулировать факел распыла, экономно расходуют состав. Требуют контроля давления воздуха (обычно 2-4 атм).
- Аппараты безвоздушного распыления: Подают обезжириватель под высоким давлением через форсунку. Обеспечивают однородное покрытие без тумана, подходят для больших площадей.
- Стационарные моечные установки: Ванны с ультразвуком или погружные линии для обработки снятых деталей. Используют водные или органические растворы с подогревом для усиления реакции.
- Системы рециркуляции с насосами: Автоматизированная подача обезжиривателя из центральной ёмкости через несколько точек. Оптимальны для крупных СТО и конвейерной обработки.
| Тип оборудования | Ключевые параметры | Рекомендуемые обезжириватели |
|---|---|---|
| Аэрозольные баллончики | Объём 400-800 мл, давление 3-6 атм | Быстросохнущие составы на основе изопропанола |
| Пневмопистолеты | Ёмкость бачка 0.5-2 л, диаметр дюзы 1.2-1.8 мм | Универсальные антисиликоны, биоразлагаемые эмульсии |
| Безвоздушные аппараты | Рабочее давление 50-150 бар, производительность 1-4 л/мин | Концентрированные щелочные или кислотные растворы |
| Ультразвуковые ванны | Частота 25-40 кГц, мощность 100-1000 Вт | Специализированные водно-солевые составы |
Важно: После нанесения обезжиривателя поверхность протирают чистыми безворсовыми салфетками (микрофибра, целлюлоза) строго в одном направлении. Использование ветоши или бумаги с волокнами недопустимо – они оставляют микрочастицы.
Антикоррозийная обработка: методы и инструменты
Основная цель антикоррозийной обработки – создать барьер между металлом кузова и агрессивной внешней средой, предотвращая окисление и разрушение структуры материала. Процедура включает очистку проблемных зон, нанесение защитных составов и контроль качества покрытия.
Эффективность напрямую зависит от тщательности подготовки поверхности: удаления ржавчины, обезжиривания и сушки. Используются как профилактические меры для новых авто, так и восстановительные технологии при ремонте поврежденных участков.
Ключевые методы обработки

- Механическая очистка: Абразивоструйные аппараты, щетки-крацовки, шлифмашинки.
- Химическое преобразование: Нанесение преобразователей ржавчины (ортофосфорная кислота).
- Грунтование: Эпоксидные/акриловые грунты с антикоррозийными добавками.
- Ингибиторная защита: Жидкие составы (масла, воски) для скрытых полостей.
- Катодная защита: Установка протекторных анодов на уязвимые элементы.
Специализированный инструмент
| Инструмент | Назначение |
|---|---|
| Пистолет-распылитель (SLR) | Нанесение жидких мастик в труднодоступные зоны |
| Инъекционные иглы | Обработка скрытых полостей (пороги, лонжероны) |
| Термопистолет | Расплавление твердых восковых составов |
| Эндоскоп | Контроль качества обработки скрытых участков |
Критически важные этапы: Обеспечение адгезии покрытия за счет фосфатирования металла, многослойное нанесение материалов с межслойной сушкой. Распространенная ошибка – игнорирование внутренних поверхностей дверей и рам стекол, где скапливается влага.
Грунтовочные пистолеты и их настройка
Грунтовочные пистолеты предназначены для равномерного нанесения первичных и вторичных грунтовок, обеспечивая адгезию, заполнение пор и защиту металла. Отличия от краскопультов включают увеличенный диаметр сопла (1.8–2.5 мм), больший объем бачка и конструкцию, рассчитанную на вязкие материалы. Пневматические модели требуют компрессора, HVLP-системы снижают потери материала, а безвоздушные подходят для толстослойных грунтов.
Качество нанесения напрямую зависит от корректной настройки оборудования. Ключевые параметры регулировки: давление воздуха, форма факела, подача материала и ширина распыления. Неправильная калибровка ведет к дефектам: потекам, шагрени, сухому распылу или недостаточному покрытию, что требует перешлифовки и увеличивает расход материалов.
Параметры настройки грунтовочного пистолета
Для оптимального результата последовательно регулируйте:
- Давление воздуха: Сверьтесь с рекомендациями производителя грунта (обычно 2–4 атм). Контролируйте манометром на пистолете при нажатом курке.
- Ширина факела: Устанавливайте максимальную ширину для крупных деталей и уменьшайте для сложных рельефов. Регулятор поворачивайте плавно.
- Подача материала: Откройте регулятор на ¾ при старте. Финишно настройте по тестовому напылу: при избытке – потеки, при недостатке – "сухой" грунт.
Таблица частых проблем при нанесении:
| Дефект | Причина | Корректировка |
|---|---|---|
| Потеки | Избыток материала, медленные движения | Уменьшить подачу, ускорить перемещение пистолета |
| Шагрень ("апельсиновая корка") | Высокое давление, большое расстояние до поверхности | Снизить давление, держать пистолет в 15–20 см |
| Неравномерное покрытие | Загрязненное сопло, низкое давление | Прочистить дюзы, проверить компрессор |
Техника распыления: Держите пистолет перпендикулярно поверхности на расстоянии 15–20 см. Перемещайте руку с постоянной скоростью (~0.5 м/с), перекрывая предыдущий проход на 30%. Первый слой наносите полусухим методом (минимум материала), последующие – с полной подачей для выравнивания.
Обслуживание: Промывайте пистолет растворителем сразу после работы, разбирайте и очищайте фильтры/каналы. Храните в разобранном виде, смазывайте иглу силиконовой смазкой.
Покрасочные камеры: базовые требования
Покрасочная камера – критически важное оборудование для профессионального кузовного ремонта, обеспечивающее контроль среды при нанесении ЛКП. Её основная задача – создать оптимальные условия для формирования качественного лакокрасочного покрытия, минимизировать дефекты и обеспечить безопасность работ.
Базовые требования к камерам регламентируются техническими нормативами и направлены на стабильность параметров воздушной среды, эффективную фильтрацию и эргономику процесса. Соблюдение этих условий напрямую влияет на адгезию материалов, отсутствие пыли и посторонних включений в слое краски, а также на долговечность результата.
Ключевые технические параметры
Эффективность камеры определяется следующими обязательными характеристиками:
- Вентиляция и воздухообмен: Скорость равномерного ламинарного потока воздуха (рекомендуется 0,2-0,3 м/с) и кратность полного обмена воздуха в помещении (не менее 100 раз в час).
- Фильтрация: Многоступенчатая система очистки (предварительные, магистральные и потолочные фильтры тонкой очистки F5-F9) для обеспыливания подаваемого и удаляемого воздуха.
- Освещение: Равномерная бестеневая подсветка цветопередачи ≥90 Ra (минимум 1000 люкс на уровне пола) светодиодными или люминесцентными лампами во взрывозащищенном исполнении.
| Параметр | Минимальное требование | Оптимальное значение |
|---|---|---|
| Температура | +20°C | +22°C - +26°C |
| Относительная влажность | 40% | 50% - 65% |
| Избыточное давление | 5-10 Па | 15-25 Па |
Эксплуатационные требования включают:
- Использование взрывозащищенного электрооборудования и вентиляторов.
- Наличие системы отвода отработанного воздуха за пределы здания с очисткой (для экологического соответствия).
- Пожаробезопасность: автоматические огнезащитные заслонки, системы пожаротушения.
- Эргономика: достаточная площадь для работы вокруг автомобиля, удобный доступ к панелям управления.
Соблюдение базовых требований обеспечивает не только высокое качество покраски, но и соответствует экологическим нормам (улавливание до 98% лакокрасочных частиц) и требованиям охраны труда.
Краскопульты HVLP: преимущества и эксплуатация
Технология HVLP (High Volume Low Pressure) использует высокий объем воздуха при низком давлении для переноса лакокрасочного материала на поверхность. Это снижает образование аэрозольного тумана и улучшает контроль над распылением. Основной рабочий принцип заключается в подаче воздуха под давлением 0.7-1.2 бар через специальную головку, создающую мягкий факел.
Отличительная черта HVLP-краскопультов – увеличенный размер воздушной головки и воздушных каналов. Это требует мощного компрессора с производительностью от 200 л/мин для стабильной работы. Фильтрация воздуха перед подачей в инструмент обязательна для предотвращения дефектов покрытия.
Ключевые преимущества
Эксплуатация HVLP обеспечивает:
- Экономию материалов – до 70% краски переносится на деталь благодаря снижению обратного тумана
- Минимизацию перекрасов – равномерное нанесение без шагрени и подтёков
- Экологичность – сокращение вредных выбросов на 30-50% по сравнению с конвенциональными системами
- Чистоту рабочей зоны – уменьшение осаждения краски на сопутствующих поверхностях
Правила эксплуатации
Для качественного результата соблюдайте последовательность:
- Подготовьте краску – профильтруйте и доведите вязкость до 18-22 сек по DIN4
- Настройте параметры:
- Давление на входе: 1.5-2.0 бар (проверяйте манометром пистолета)
- Ширина факела: 15-20 см для базовых слоёв
- Подача материала: 1.5-2 оборота для акриловых грунтов
- Держите краскопульт перпендикулярно поверхности на расстоянии 10-15 см
- Ведите распылитель с постоянной скоростью, перекрывая предыдущий проход на 50%
| Параметр | Базовые эмали | Акриловые лаки | Жидкие шпатлёвки |
|---|---|---|---|
| Диаметр дюзы | 1.3-1.4 мм | 1.4-1.5 мм | 2.0-2.5 мм |
| Давление (бар) | 1.8-2.0 | 2.0-2.2 | 1.5-1.8 |
После работы промывайте систему растворителем, уделяя внимание воздушным каналам и игле. Храните краскопульт с открытой регулировкой подачи материала для предотвращения залипания уплотнений. Регулярно смазывайте подвижные узлы специализированной смазкой.
Инструменты для полировки после покраски
Полировка завершает процесс кузовного ремонта, устраняя микродефекты лакокрасочного слоя, придавая поверхности зеркальный блеск и повышая устойчивость к внешним воздействиям. Качество результата напрямую зависит от правильного подбора инструментов и расходных материалов, адаптированных к типу ЛКП и характеру дефектов.
Профессиональная полировка требует комплекса оборудования, начиная от удаления оранжевой корки и заканчивая финишной глянцевой обработкой. Использование неподходящих инструментов или нарушение технологии может привести к прожогу лака, термоусадочным эффектам или появлению микроцарапин.
Ключевые инструменты и расходные материалы
- Полировальные машинки:
- Роторные (прямого действия) – для агрессивной полировки и удаления глубоких дефектов. Требуют высокого мастерства из-за риска перегрева поверхности.
- Эксцентриковые (DA-машинки) – универсальный вариант с орбитальным ходом. Безопасны для новичков, минимизируют риск прожога лака.
- Полировальные круги (пады):
- Жесткие шерстяные – для грубой коррекции оранжевой корки и глубоких царапин.
- Пенные:
- Желтые/оранжевые (абразивные) – первичное выравнивание
- Черные/синие (мягкие) – финишная глянцевая полировка
- Микрофибровые – альтернатива шерсти с контролируемой агрессивностью.
- Абразивные пасты:
- Агрессивные (тяжелые) – содержат крупные абразивы для снятия слоя лака (например, для устранения перекрасов)
- Средние – ликвидация матовости и мелких царапин после первичной обработки
- Финишные (мягкие) – создание глянца и удаление хаотичных рисок
Дополнительные приспособления: Малярный скотч для защиты молдингов, распылитель с дистиллированной водой для охлаждения поверхности, цифровой толщиномер для контроля глубины абразивной обработки, УФ-лампа для выявления скрытых дефектов после полировки.
Оснащение для локального ремонта ЛКП
Ключевым элементом являются миниатюрные краскопульты для точечного нанесения материалов. Пистолеты с компактными соплами (0.8–1.2 мм) обеспечивают точную регулировку факела и минимизируют зону перекрытия. Обязательно применение профессиональных систем фильтрации воздуха – влагоотделители с двойной очисткой предотвращают дефекты напыления.
Для работы с локальными зонами требуются компактные шлифовальные системы. Эксцентриковые машинки малого диаметра (75–80 мм) с регулировкой оборотов позволяют обрабатывать сложные рельефы. Используются абразивы P800–P3000 на гибких подложках для контролируемого съема материала и формирования незаметных переходов.
Комплект расходных материалов
- Адгезионные грунты: эпоксидные составы для изоляции и антикоррозийной защиты
- Наполнители: микросферы для точного выравнивания без перешлифовки
- Маскировочные системы: термостойкая лента и пленки с геометрической резкой
| Этап обработки | Инструмент | Назначение |
| Подготовка | Пневматические скребки | Точечное удаление коррозии |
| Нанесение | Аэрографы с иглой 0.3 мм | Ретушь сколов и царапин |
| Полимеризация | Инфракрасные лампы | Локальный прогрев до 60°C |
Для финишной коррекции применяются полировальные пасты трехступенчатой градации абразивности. Ротационные машинки с регулируемым моментом и войлочными насадками обеспечивают устранение шагрени и глянцевание без перегрева поверхности. Обязательно использование антистатических обезжиривателей на спиртовой основе перед каждой стадией работ.
Компрессоры: параметры выбора для кузовных работ
Производительность компрессора измеряется в литрах в минуту (л/мин) и напрямую влияет на бесперебойную работу пневмоинструмента. Для кузовных операций (шлифовка, покраска, обдув) критично поддерживать стабильное давление без просадок. Минимально допустимый показатель для профессионального использования – от 250 л/мин, а для интенсивной эксплуатации краскопульта требуется 300-400 л/мин.
Рабочее давление (измеряется в барах или атмосферах) должно соответствовать требованиям инструмента. Большинство пневмоинструментов для кузовного ремонта функционирует при 6-8 бар, поэтому компрессор обязан выдавать 8-10 бар с запасом для компенсации потерь в магистралях. Ресивер (накопительный бак) от 50 литров минимизирует частые включения двигателя и сглаживает перепады давления.
Ключевые технические характеристики
При подборе учитывайте следующие параметры:
- Тип компрессора: Поршневые (масляные/безмасляные) – базовый выбор для СТО. Масляные долговечнее и тише, безмасляные проще в обслуживании, но шумнее и перегреваются при длительной работе.
- Мощность двигателя: От 2,2 кВт для средних нагрузок. Для покрасочных камер или одновременной работы нескольких мастеров – от 4 кВт.
- Объём ресивера: 100-500 литров. Оптимально 200-300 л – баланс между габаритами и стабильностью подачи воздуха при работе с абразивоструйными пистолетами или полировщиками.
Дополнительные требования для кузовных работ:
- Фильтрация воздуха: Обязательны влагоотделители и фильтры тонкой очистки (0,01 мкм) для предотвращения конденсата и примесей в краске.
- Уровень шума: Не выше 75 дБ для комфортной работы в закрытом помещении. Винтовые компрессоры предпочтительнее по этому параметру.
- Автоматика: Реле давления, защита от перегрева и термозащита двигателя продлевают срок службы.
| Вид работ | Рекомендуемая производительность (л/мин) | Минимальный объём ресивера (л) |
|---|---|---|
| Шлифовка кузова | 250-300 | 100 |
| Пневмоокраска | 350-450 | 200 |
| Пескоструйная обработка | 500+ | 300 |
Техника безопасности при работе с кузовными инструментами
Соблюдение правил безопасности при кузовном ремонте предотвращает травмы и профессиональные заболевания. Работа с электроинструментом, абразивами, химическими составами и тяжелым оборудованием требует строгого контроля за каждым этапом.
Игнорирование протоколов приводит к поражению током, ожогам, отравлениям, повреждениям слуха и опорно-двигательного аппарата. Обязательны систематические проверки исправности оборудования перед запуском.
Ключевые требования
Обязательная экипировка:
- Защита органов дыхания: респираторы класса FFP3 при шлифовке, покраске
- Очки/щитки: от летящей стружки, химических брызг
- Перчатки: антивибрационные для пневмоинструмента, химически стойкие при работе с растворителями
- Огнестойкая одежда: исключает статическое электричество при окраске
Работа с электрооборудованием:
- Проверка целостности кабелей перед включением
- Использование УЗО в цепях питания
- Заземление стационарных станков (стапелей, стендов)
- Запрет на эксплуатацию инструмента с повреждённой изоляцией
| Опасный фактор | Меры нейтрализации |
|---|---|
| Пары растворителей | Принудительная вентиляция, угольные фильтры |
| Шум свыше 85 дБ | Противошумные наушники, ограничение времени воздействия |
| Вибрация (отбойники, шлифмашины) | Регламентированные перерывы, антивибрационные рукоятки |
Особое внимание уделяют работе с подъемными устройствами: домкраты должны стоять на ровном бетонном основании, а гидравлические системы регулярно проверяться на утечки. Запрещено фиксировать детали кузова только струбцинами без дублирующей опоры.
Хранение и уход за оборудованием для кузовного ремонта
Правильное хранение инструмента предотвращает коррозию, механические повреждения и потерю функциональности. Все оборудование должно очищаться от технологических загрязнений (шпатлевка, краска, металлическая стружка) сразу после использования и перед размещением на отведенные места.
Систематизация мест хранения – обязательное условие для поддержания порядка и быстрого доступа к инструменту. Используйте маркированные стеллажи, крюки, перфорированные панели и герметичные боксы с учетом габаритов, веса и частоты применения каждого устройства.
Ключевые принципы обслуживания

- Очистка: Пневмоинструмент продувать сжатым воздухом, электрооборудование протирать сухой ветошью. Резиновые уплотнители обрабатывать силиконовой смазкой.
- Смазка: Подвижные механизмы (направляющие стапелей, цепи стендов) смазывать раз в месяц. Пневматические инструменты – по регламенту производителя.
- Калибровка: Измерительные приборы (линейки, шаблоны геометрии) проверять на точность ежеквартально.
| Оборудование | Уход | Периодичность |
|---|---|---|
| Сварочные аппараты | Чистка горелок, замена фильтров | После каждой смены |
| Шлифмашины | Удаление пыли из вентиляции, замена щеток | Еженедельно |
| Стапельные системы | Контроль крепежей, смазка гидравлики | Ежемесячно |
Защита от коррозии: Металлические поверхности покрывать антикором, хранить в сухих помещениях с влажностью не выше 60%. Электронику оберегать от конденсата.
Важно: Запрещено складировать тяжелое оборудование (компрессоры, стапели) штабелями без оригинальной упаковки. Используйте поддоны или индивидуальные кейсы.
Список источников
Для подготовки статьи использовались специализированные технические материалы и практические руководства по автомобильному ремонту. Основное внимание уделялось современным методам восстановления геометрии кузова и инструментальному обеспечению процессов.
Следующие источники предоставили детальную информацию о технологиях, стандартах и применяемом оборудовании. Актуальность данных подтверждена экспертными оценками и технической документацией производителей.
- ГОСТ Р 52720-2007 "Технические средства организации дорожного движения. Автомобильные транспортные средства. Требования к техническому состоянию"
- Профессиональный журнал "Автосервис: практика и технологии", разделы по кузовному ремонту (2020-2023 гг.)
- Технические каталоги оборудования: CarBench, Celette, Spanesi (официальные издания)
- Учебное пособие: "Технология кузовного ремонта" под ред. В.П. Волкова (М.: Академия, 2021)
- Методические рекомендации "Диагностика и восстановление геометрии кузова" (НИИ Автотранспорта, 2022)
- Стандарты производителей инструмента: Mirka, 3M, Draper (технические спецификации)
- Отраслевой справочник "Оборудование для СТО" (изд. Автоэксперт, 2023)