Ремонт лонжерона автомобиля - технология и особенности
Статья обновлена: 01.03.2026
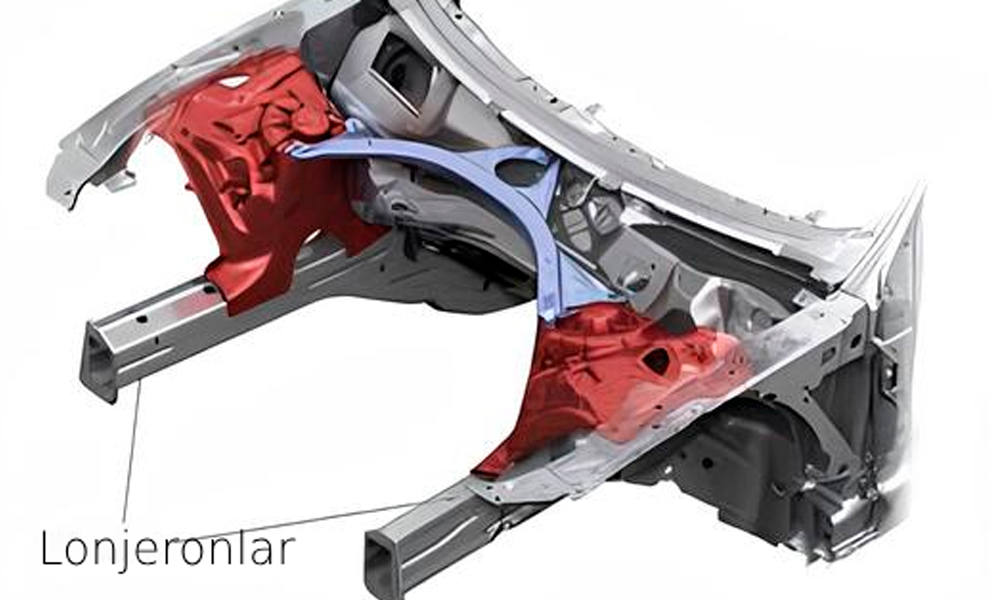
Лонжерон – ключевой силовой элемент кузова, воспринимающий основные нагрузки и обеспечивающий жесткость конструкции автомобиля.
Ремонт требуется при деформациях от ударов или коррозии и включает восстановление геометрии, целостности металла и защитных покрытий силовой балки.
Сложность работ обусловлена необходимостью точного вытягивания на стапеле, соблюдением заводских параметров прочности и предотвращением скрытых повреждений каркаса.
Основные причины деформации лонжерона в автомобиле
Лонжероны – ключевые силовые элементы кузова, воспринимающие основные динамические и статические нагрузки. Их целостность критична для безопасности и геометрии всего автомобиля.
Деформации возникают под воздействием экстремальных сил, превосходящих предел прочности металла. Рассмотрим типичные источники таких перегрузок:
Факторы, приводящие к повреждениям
- ДТП и удары: Лобовые, боковые или задние столкновения вызывают резкое точечное воздействие, искривляющее балку. Особенно опасны перекосы при диагональных ударах.
- Эксплуатационные перегрузки: Постоянная езда с предельным грузом, буксировка тяжелых прицепов или систематическое преодоление бездорожья создают циклические напряжения, приводящие к усталостным трещинам и изгибам.
- Коррозия: Поражение ржавчиной (особенно в скрытых полостях, стыках, местах креплений) истончает металл, снижая его сопротивляемость нагрузкам.
- Некорректный ремонт: Ошибки при предыдущем восстановлении (например, неверное вытягивание на стапеле, перегрев сваркой, установка некачественных заплат) ослабляют конструкцию.
- Технологические дефекты: Бракованный металл или нарушения в заводской сварке узлов (встречается реже, но не исключено).
Важно: Даже незначительное искривление нарушает заданные производителем углы установки колес и разбалансирует силовую схему кузова, что влияет на управляемость и ресурс смежных узлов.
Диагностика повреждений: как определить необходимость ремонта
Визуальный осмотр – первый обязательный этап. Проверяются зоны концентрации напряжений: места сварных швов, изгибы, участки крепления элементов подвески. Ищутся видимые деформации, трещины (даже микроскопические), коррозионные поражения, особенно в скрытых полостях и технологических отверстиях. Обязательно исследуется симметричность узлов слева и справа.
Использование измерительных инструментов критически важно. Рулеткой или штангенциркулем контролируются базовые расстояния между контрольными точками креплений на лонжеронах и кузове. Специальные шаблоны или 3D-сканирование выявляют отклонения от заводской геометрии. Магнитопорошковый метод (дефектоскопия) или ультразвуковой контроль обнаруживают скрытые трещины и внутренние дефекты металла, невидимые глазу.
Ключевые методы и признаки повреждений
- Косвенные симптомы при эксплуатации:
- Самопроизвольное изменение схождения/развала колес
- Перекос дверей, капота или багажника
- Вибрации кузова на скорости
- Скрипы или стуки в передней/задней части
- Глубинные методы диагностики:
- Дефектоскопия магнитным порошком: выявляет поверхностные и подповерхностные трещины.
- Ультразвуковой контроль (УЗК): определяет внутренние расслоения металла и глубину трещин.
- Лазерное сканирование геометрии: фиксирует миллиметровые отклонения от нормы.
| Тип повреждения | Метод обнаружения | Критичность для ремонта |
|---|---|---|
| Сквозная коррозия | Визуальный осмотр, простукивание | Высокая (требует замены секции) |
| Трещина > 2 см | Дефектоскопия, УЗК | Высокая (недопустима сварка без усиления) |
| Деформация без излома | Замер геометрии, визуальный контроль | Условная (правка на стапеле) |
Решение о ремонте принимается на основе совокупности данных: размеры и расположение дефектов, глубина коррозии, степень деформации, сохранность силового сечения. Нарушение геометрии более 3 мм, сквозные отверстия от ржавчины или трещины в зонах высоких нагрузок – однозначные показания к восстановительным работам.
Методы ремонта: замена, рихтовка или усиление

Основной подход к восстановлению лонжерона зависит от степени повреждения, конструктивных особенностей автомобиля и требований к безопасности. Каждый метод имеет строгие технологические ограничения и требует профессионального оборудования.
Ошибка в выборе способа ремонта может привести к нарушению геометрии кузова, снижению прочности конструкции и риску деформации при аварии. Критически важно соблюдать рекомендации производителя и использовать аттестованное оборудование.
Сравнение технологий восстановления

| Метод | Технология | Применение |
|---|---|---|
| Полная замена | Вырезка повреждённого участка с последующей сваркой нового элемента в стык | Сквозные коррозийные поражения, разрывы, сложные деформации |
| Рихтовка | Вытягивание деформированных зон на стапеле с контролем геометрии | Локальные вмятины без разрыва металла |
| Усиление | Накладка армирующих пластин поверх повреждённого участка | Трещины, усталостные повреждения, коррозия до 30% толщины |
При замене обязательна юстировка на измерительном стенде – погрешность позиционирования не должна превышать ±2 мм. Сварка ведётся в среде защитного газа с предварительным фрезерованием кромок. После рихтовки проверяется микротрещины методом магнитопорошкового контроля.
Усиление требует сквозного провара накладок по контуру с исключением точечных прихваток. Запрещено комбинировать методы без расчёта нагрузок – например, наложение заплат на рихтованный участок снижает усталостную прочность на 40-60%.
Инструменты и оборудование для восстановления лонжерона
Качество ремонта напрямую зависит от профессионального оборудования. Использование специализированных инструментов гарантирует точное восстановление геометрии и прочности конструкции.
Перечень необходимых средств варьируется в зависимости от степени повреждений, но базовый комплект включает несколько категорий.
-
Измерительные системы:
- 3D-измерительные стенды (Car-O-Liner, Celette)
- Электронные линейки и цифровые уровни
- Механические шаблоны и рулетки
-
Силовое оборудование:
- Гидравлические комплексы с насосами высокого давления
- Цепные и рычажные растяжки
- Наборы гидравлических домкратов (до 20 тонн)
-
Крепежные системы:
- Универсальные захваты и адаптеры
- Магнитные фиксаторы и струбцины
- Стапельные платформы с крепежными точками
-
Оборудование для обработки:
- Аппараты для точечной сварки (с пинцетами)
- Углошлифовальные машины с отрезными дисками
- Пневматические зубила и рихтовочные молотки
| Контроль качества | Лазерные нивелиры, толщиномеры покрытия |
| Защита | Сварочные шторки, респираторы, огнестойкие покрывала |
Критически важным является точное позиционирование: отклонение более 3 мм требует переделки работ. Силовые установки должны создавать усилие строго в плоскости деформации, исключая перекосы.
Подготовительные этапы перед началом работ
Перед началом восстановительных операций автомобиль надежно фиксируется на подъемнике или стапеле. Точная геометрия кузова контролируется с помощью измерительных систем (лазерных, механических или электронных) для выявления всех отклонений от заводских параметров.
Поврежденный лонжерон тщательно диагностируется: определяется степень деформации, наличие трещин, коррозии и скрытых повреждений. Смежные элементы кузова (пороги, стойки, днище) проверяются на целостность, так как их состояние влияет на сложность работ.
- Демонтаж мешающих компонентов:
- Снятие бамперов, крыльев, оптики
- Отсоединение топливных магистралей, тормозных трубок, электропроводки
- Демонтаж двигателя/подвески при глубоком повреждении
- Очистка и разделка зоны ремонта:
- Удаление ЛКП, грунтовки и антикора болгаркой до чистого металла
- Расшивка трещин (при наличии) на всю глубину
- Обезжиривание поверхности ацетоном или специализированными растворителями
- Подготовка материалов:
- Подбор стальных заплат по толщине и марке металла
- Проверка наличия сварочных расходников (электроды, газ)
- Подготовка усилительных накладок для зон с высокой нагрузкой
Технология вытягивания лонжерона на стапеле
Процесс начинается с точной диагностики геометрии кузова с помощью измерительных систем (механических или электронных). Данные сравниваются с эталонными параметрами производителя для выявления отклонений по длине, ширине и углам крепления ключевых элементов. На основании замеров определяются точки приложения усилий и степень деформации лонжерона.
Автомобиль жестко фиксируется на стапельной платформе с помощью специальных захватов за не поврежденные силовые элементы (пороги, колесные арки, элементы подвески). К деформированным участкам лонжерона присоединяются гидравлические тяги, оснащенные динамометрами для контроля прикладываемого усилия.
Ключевые этапы восстановления
- Холодное вытягивание: Гидравлика плавно создает векторное усилие в направлении, обратном деформации. Процесс ведется малыми шагами с непрерывным контролем показателей динамометров.
- Промежуточный контроль: После каждого цикла вытяжки выполняются замеры контрольных точек. Это позволяет корректировать вектор и силу воздействия, исключая перетяжку.
- Ритмичное напряжение: При сложных деформациях применяют метод коротких "рывков" с паузами для стабилизации металла, снижая риск образования микротрещин.
- Термообработка (в критичных случаях): Локальный прогрев газовой горелкой участков с остаточными напряжениями для снятия "усталости" металла.
Особое внимание уделяется синхронности воздействия – перекосы при вытяжке недопустимы. Параллельно контролируется состояние точек сварки и мест крепления тяг. После достижения геометрических параметров в пределах допусков (обычно ±1-3 мм) автомобиль остается зафиксированным на стапеле 4-6 часов для стабилизации структуры металла.
Особенности холодной и горячей правки лонжерона
Холодная правка выполняется без нагрева металла и применяется при незначительных деформациях лонжерона, таких как легкие изгибы или скручивания. Процесс требует использования мощного гидравлического оборудования (стапелей, стендов) для точного контроля вектора и силы воздействия. Главное преимущество метода – сохранение кристаллической структуры металла, что исключает риск снижения прочности из-за перегрева.
Горячая правка предполагает локальный нагрев поврежденного участка газовой горелкой до температур 600–700°C перед вытяжкой. Этот способ необходим при сложных деформациях (сильное смятие, S-образные изгибы), где усилия только гидравлики недостаточно. Нагрев делает металл пластичнее, облегчая восстановление геометрии, но требует строгого контроля температуры для предотвращения пережога и потери прочности.
Сравнительные характеристики методов

| Критерий | Холодная правка | Горячая правка |
|---|---|---|
| Сложность деформаций | Незначительные и средние | Сложные (смятие, S-образные изгибы) |
| Температурное воздействие | Отсутствует | Локальный нагрев до 600–700°C |
| Риск для металла | Минимальный (нет изменения структуры) | Высокий (риск пережога и усталости) |
| Оборудование | Гидравлические стенды, стапели | Гидравлика + газовая горелка |
| Точность контроля | Высокая (датчики усилия/углов) | Сложная (дополнительный контроль температуры) |
Ключевые требования к обеим технологиям:
- Обязательная проверка геометрии кузова по контрольным точкам до и после правки.
- Использование эталонных шаблонов производителя для определения допустимых параметров.
- Контроль на микротрещины (магнитно-порошковый метод или ультразвук) после восстановления.
Важно: Горячая правка требует высокой квалификации исполнителя. Перегрев вызывает "отпуск" металла – необратимое снижение жесткости. Восстановленные участки часто усиливают накладками, но это увеличивает массу и требует расчета нагрузок.
Сварные работы при ремонте лонжерона: нюансы и риски
Сварка является критичным этапом восстановления лонжерона, требующим строгого соблюдения технологии. Неправильно выполненное соединение не восстановит исходную прочность силового элемента и создаст опасную зону уязвимости к будущим нагрузкам. Работы проводятся только после точной подгонки новых элементов или вставок на шаблоне или кузовном стапеле, обеспечивающем геометрическую точность каркаса.
Основная сложность заключается в сваривании высокопрочных легированных сталей, из которых изготовлены лонжероны. Перегрев материала приводит к изменению кристаллической структуры металла в зоне шва (отпуску), резкому снижению его прочности и пластичности. Обратный эффект – недостаточный прогрев – вызывает непровар, создавая внутренние напряжения и концентраторы трещин. Оба сценария фатальны для несущей способности конструкции.
Ключевые нюансы и требования

Обязательные условия для сварки лонжерона:
- Метод сварки: Только полуавтоматическая MIG/MAG сварка в среде защитного газа (аргон/углекислота) или точечная контактная сварка. Ручная дуговая сварка (MMA, "электродом") запрещена из-за высокого риска перегрева.
- Подготовка кромок: Тщательная зачистка металла до блеска, формирование V-образных разделок для полного провара по всей толщине.
- Термоконтроль: Применение точечной сварки "вразбежку" или коротких швов с перерывами для остывания. Использование термопаст или мокрых тряпок для охлаждения соседних зон.
- Защита: Демонтаж или экранирование всех ближайших компонентов (топливные магистрали, проводка, пластик) от брызг металла и теплового воздействия.
Основные технологические риски:
| Риск | Последствие | Меры предотвращения |
|---|---|---|
| Перегрев металла | Отпуск стали, потеря прочности до 40-50%, хрупкость | Короткие швы, паузы на остывание, контроль тока |
| Деформация кузова | Нарушение геометрии подвески, дверей, проемов | Жесткая фиксация на стапеле, "оттяжки" |
| Непровар / Поры | Скрытые дефекты шва, очаги будущих трещин | Правильная подготовка кромок, контроль газа, чистота |
| Внутренние напряжения | Коробление металла, усталостные разрушения | Правильная последовательность наложения швов |
Важно: После сварки обязателен визуальный и инструментальный контроль швов (магнитно-порошковый метод, УЗК) для выявления трещин, пор, непроваров. Зона термического влияния требует антикоррозионной обработки и нанесения грунта до заводской толщины. Качественный ремонт гарантирует прочность лишь на восстановленном участке – общая ресурсоемкость лонжерона снижается.
Применение запасных частей: когда нужна замена секции
Замена секции лонжерона становится единственно возможным решением при критических повреждениях, когда локальный ремонт или рихтовка не обеспечат структурную целостность. К таким случаям относят: глубокие трещины, распространяющиеся более чем на 30% длины элемента; сквозную коррозию, ослабившую металл; деформации с образованием острых заломов или "гармошки" в силовых зонах; а также повреждения в местах сварных швов крепления ответственных узлов подвески.
Качественная замена требует использования исключительно сертифицированных секций, соответствующих оригинальным параметрам металла (марка стали, толщина, профиль). Несоответствие геометрии или механических свойств приведет к нарушению распределения нагрузок. Обязательно вырезается весь поврежденный участок с захватом минимум 5 см неповрежденного металла по обе стороны, чтобы обеспечить прочность новых сварных соединений и исключить скрытые микротрещины.
Особенности технологии замены секции
- Точная разметка: Контуры реза наносятся по шаблонам или замерам с неповрежденной стороны кузова, учитывая технологические отверстия и зоны усиления.
- Специфика резки: Применяется плазменная или лазерная резка для минимизации термического воздействия. Запрещено использование углошлифовальной машинки ("болгарки") из-за риска перегрева кромок.
- Фиксация: Кузов жестко закрепляется на стапеле или кондукторе с контролем геометрии по контрольным точкам производителя перед сваркой новой секции.
- Сварка: Выполняется точечной контактной сваркой в заводских зонах и полуавтоматической MIG/MAG сваркой в сплошных швах с обратной проваркой. Каждый шов шлифуется и обрабатывается антикором.
- Контроль: Обязательны замеры диагоналей и точек крепления подвески, а также неразрушающий контроль сварных швов (магнитопорошковый или ультразвуковой).
| Критерий | Локальный ремонт | Замена секции |
|---|---|---|
| Тип повреждения | Незначительные вмятины, поверхностная коррозия | Сквозная коррозия, заломы, трещины в силовых зонах |
| Прочность восстановления | 70-85% от оригинальной | До 95-98% при соблюдении технологии |
| Стоимость работ | Низкая/Средняя | Высокая (требуется спецоборудование) |
Контроль геометрии кузова после ремонтных манипуляций
Проверка геометрических параметров кузова – обязательный этап после замены или ремонта лонжерона. Несоответствие заводским спецификациям даже на 2-3 мм провоцирует ускоренный износ ходовой части, нарушение углов установки колес и проблемы с управляемостью. Без точной диагностики невозможно гарантировать безопасность эксплуатации автомобиля.
Контроль осуществляется на стапеле или специальной измерительной платформе с использованием электронных/лазерных систем (например, Car-O-Liner, Celette). Замеряются ключевые контрольные точки кузова, указанные производителем в технической документации: крепления подвески, пороги, проемы дверей, точки крепления силовых агрегатов.
Ключевые этапы и особенности контроля
Обязательные проверяемые параметры:
- Симметричность левой и правой сторон кузова относительно центральной оси
- Расстояния между диагонально расположенными контрольными точками
- Положение точек крепления передней и задней подвески
- Геометрия дверных и оконных проемов
Таблица допустимых отклонений
| Тип параметра | Допустимое отклонение (мм) | Последствия нарушения |
|---|---|---|
| База колес (осевое расстояние) | ±2 | Боковой увод, неравномерный износ шин |
| Схождение/развал | ±0.5° | Ускоренный износ резины, ухудшение курсовой устойчивости |
| Диагональ проемов | ±3 | Проблемы с закрыванием дверей/капота, перекосы стекол |
После корректировки геометрии обязательна повторная проверка в динамических условиях: тест-драйв для выявления скрытых дефектов (вибрации, шумы, отклонение от траектории). Окончательное заключение выдается только при соответствии всех параметров техпаспорту автомобиля с приложением протокола замеров.
Защита восстановленного лонжерона от коррозии
Основная задача – создать барьер, препятствующий контакту металла с кислородом и влагой. Качество подготовки поверхности напрямую влияет на долговечность защиты: любая оставшаяся ржавчина, грязь или следы масла под покрытием спровоцируют быстрое разрушение металла.
Используются многослойные системы защиты, включающие преобразователи ржавчины, грунтовки с антикоррозионными свойствами и финишные покрытия. Каждый слой выполняет свою функцию – от химической нейтрализации остаточных очагов коррозии до механической изоляции и декоративной отделки.
Ключевые методы и материалы
Обязательные этапы обработки:
- Тщательная зачистка и обезжиривание: Удаление всех следов коррозии абразивом (пескоструйная обработка идеальна) и растворителем.
- Нанесение преобразователя ржавчины: Химическая трансформация остаточных окислов в устойчивые соединения.
- Грунтование: Применение:
- Травящих грунтов (фосфатирующих) – улучшают адгезию и подавляют подпленочную коррозию.
- Эпоксидных грунтов – обеспечивают лучшую влагоизоляцию и механическую прочность.
- Финишное покрытие: Нанесение прочной эмали или антигравийного состава, устойчивого к механическим повреждениям и химикатам.
Дополнительные меры:
| Метод | Принцип действия | Особенности |
| Обработка скрытых полостей антикором (масляным или восковым) | Создание влагоотталкивающей пленки внутри лонжерона | Требует специальных насадок-распылителей |
| Катодная защита (цинкование) | Нанесение цинкосодержащего грунта или холодное цинкование – цинк корродирует первым, защищая сталь | Особенно эффективно на сварных швах и ремонтных зонах |
Регулярный осмотр восстановленной зоны и своевременное устранение сколов или царапин на ЛКП критически важны для предотвращения очаговой коррозии в будущем.
Пробные поездки и окончательная проверка качества ремонта
После завершения сварочных работ и финишной обработки лонжерона проводятся обязательные тестовые заезды. Автомобиль нагружают до стандартной массы, выбирая маршрут с разнородным дорожным покрытием: участки с выбоинами, "лежачими полицейскими", неровностями и прямыми отрезками трассы. Цель – проверить поведение кузова в условиях реальных динамических нагрузок, выявить возможные скрипы, вибрации или отклонения от траектории движения.
Пробег составляет не менее 30-50 км, разделенных на несколько этапов. После каждого этапа выполняется визуальный осмотр зоны ремонта на подъемнике: контролируется целостность сварных швов, отсутствие трещин в металле и новых очагов коррозии. Особое внимание уделяется геометрии подвески – углы установки колес замеряются повторно, даже если регулировка выполнялась ранее.
Ключевые этапы финальной проверки
- Диагностика на стенде: Компьютерная проверка развала-схождения для выявления малейших отклонений от норм производителя.
- Контроль зазоров кузова: Замеры расстояний между дверьми, крыльями и другими элементами относительно эталонных значений.
- Дефектоскопия швов: Магнитно-порошковый или ультразвуковой метод обнаружения скрытых дефектов соединений.
- Проверка ЛКП: Оценка адгезии краски в зоне ремонта после тепловых нагрузок.
| Параметр контроля | Инструмент/метод | Критерий успеха |
| Жесткость конструкции | Динамический тест на вибростенде | Отсутствие резонансных частот |
| Герметичность антикора | Визуальный осмотр + толщиномер | Равномерное покрытие без пузырей |
| Соосность колесных арок | Измерительные шаблоны 3D | Допуск ±1.5 мм |
Только после подтверждения соответствия всех параметров техническим регламентам автомобиль допускается к эксплуатации. Результаты замеров и данные тест-драйва вносятся в акт приемки – это гарантийный документ при возможных рекламациях.
Рекомендации по эксплуатации авто после восстановления лонжерона
После ремонта лонжерона автомобиль требует особого подхода к эксплуатации. Восстановленный элемент кузова имеет измененные характеристики прочности, поэтому игнорирование специальных мер может привести к деформациям, нарушению геометрии подвески и повторным повреждениям.
Строгое соблюдение ограничений в первые 1000-1500 км пробега критически важно для стабилизации структуры металла в зоне ремонта. В этот период происходит "приработка" восстановленного участка под рабочие нагрузки.
Ключевые правила эксплуатации
Ограничение нагрузок:
- Избегайте перегруза – не превышайте 70% максимальной грузоподъемности
- Исключите буксировку прицепов и других ТС первые 2000 км
- Минимизируйте поездки по бездорожью и неровным дорогам
Контроль состояния:
- Проводите визуальный осмотр зоны ремонта каждые 2000 км (трещины, коррозия)
- Обращайте внимание на посторонние звуки в передней/задней части кузова
- Регулярно проверяйте углы установки колес
График обязательных проверок:
| Пробег после ремонта | Процедура |
|---|---|
| 500 км | Диагностика крепежей и точек сварки |
| 3000 км | Контроль геометрии кузова на стенде |
| 10000 км | Комплексная проверка с применением ультразвукового дефектоскопа |
Важно: При любых признаках ухудшения управляемости (увод в сторону, вибрация руля) немедленно прекратите эксплуатацию и проведите диагностику. Длительная езда с нарушенной геометрией кузова вызывает ускоренный износ шин и элементов подвески.
Список источников
Информация для статьи основана на технической документации ведущих автопроизводителей и специализированных справочниках по кузовному ремонту. Особое внимание уделено официальным стандартам восстановления геометрии несущих элементов.
Дополнительно использованы материалы из отраслевых изданий и практические руководства сертифицированных специалистов по сварке и диагностике. Учтены требования безопасности и современные технологии ремонта силовых конструкций.
- Технические руководства по ремонту (Haynes, Chilton, официальные мануалы производителей)
- ГОСТ Р и СТО по восстановительному ремонту кузовов
- Учебные пособия по технологии кузовного ремонта (автор: В.П. Полосков)
- Профессиональные журналы: "Автосервис: практика и инновации"
- Методические материалы учебных центров I-CAR и ABRN
- Специализированные ресурсы: autodata.ru, kuzov.info
- Инструкции по применению сварочного оборудования (Miller Electric, ESAB)